HEIDENHAIN. Interpolationsdrehen und fräsen. auf der TNC 640. Dozent: Michael Wiendl
|
|
|
- Günter Fried
- vor 6 Jahren
- Abrufe
Transkript



1 HEIDENHAIN Interpolationsdrehen und fräsen Dozent: Michael Wiendl auf der TNC 640 Firma: Dr. Johannes HEIDENHAIN GmbH Aufgabe: Kursleiter NC- Programmierung
 Interpolationsdrehen Während einer Kreisbewegung orientiert sich die Schneide bei einer Innenbearbeitung vom Zentrum weg Während einer Kreisbewegung orientiert sich die")
2 Grundlagen Anwendung Erstellung rotationsymmetrischer Konturen in einer beliebigen Bearbeitungsebene Es gibt zwei Bearbeitungsvarianten: Interpolationsdrehen (gekoppelte Spindel) Interpolationsfräsen (nicht gekoppelte Spindel) Interpolationsdrehen Während einer Kreisbewegung orientiert sich die Schneide bei einer Innenbearbeitung vom Zentrum weg Während einer Kreisbewegung orientiert sich die Schneide bei einer Außenbearbeitung zum Zentrum hin Interpolationsfräsen Bearbeitung rotationsymmetrischer Konturen mit einem Fräswerkzeug


3 Grundlagen Programmierung: Für die Programmierung stehen zwei Zyklen zur Verfügung: Zyklus 292 INTERPOLATIONSDREHEN KONTURSCHLICHTEN Zyklus 291 INTERPOLATIONSDREHEN KOPPLUNG Für den Zyklus 292 wird außerdem eine Konturbeschreibung in einem LBL und die Zuweisung mit Zyklus 14 benötigt Für das Interpolationsdrehen wird die Option #98 benötigt


4 HEIDENHAIN Programmierung Zyklus 292
5 Anwendungsbeispiel Zyklus 292


6 Programmierung Zyklus 292 Programmierung: Taste CYCL DEF Softkey SONDERZYKLEN Softkey INTERPOLATIONSDREHEN Zyklus 292
 Keine")
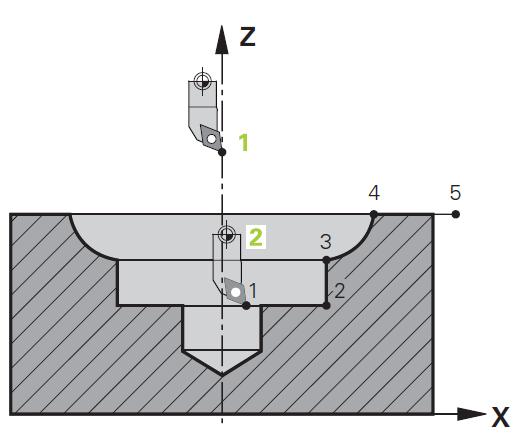
7 Programmierung Zyklus 292 Kontur: Der Zyklus 292 erzeugt aus einer Konturbeschreibung in der Z/X (Werkzeugachse Z) Ebene eine rotationsymmetrische Bearbeitung Die Kontur programmieren Sie in einem Unterprogramm Im Programm weisen Sie diese Kontur mit einem Zyklus 14 dem Zyklus 292 zu Z Folgendes ist bei der Konturprogrammierung zu beachten: Konturbeschreibung mit Radiusangabe (X- Achse) Keine Hinterschnitte Monoton fallende bzw. monoton steigende Konturbeschreibung Programmierrichtung = Bearbeitungsrichtung X
 Keine")
8 Programmierung Zyklus 292 Kontur: Der Zyklus 292 erzeugt aus einer Konturbeschreibung in der Z/X (Werkzeugachse Z) Ebene eine rotationsymmetrische Bearbeitung Die Kontur programmieren Sie in einem Unterprogramm Im Programm weisen Sie diese Kontur mit einem Zyklus 14 dem Zyklus 292 zu Folgendes ist bei der Konturprogrammierung zu beachten: Konturbeschreibung mit Radiusangabe (X- Achse) Keine Hinterschnitte Monoton fallende bzw. monoton steigende Konturbeschreibung Programmierrichtung = Bearbeitungsrichtung
9 Programmierung Zyklus 292 Werkzeuge: Spindelkopplung aus, Q560=0 Fräsen: Definieren Sie Ihr Fräswerkzeug wie gewohnt in der Werkzeugtabelle (tool.t) Spindelkopplung ein, Q560=1 Drehen: Drehwerkzeug in Werkzeugtabelle (tool.t) als Fräswerkzeug definieren Fräswerkzeug in Werkzeugtabelle (tool.t) als Fräswerkzeug definieren (um es anschließend als Drehwerkzeug zu verwenden) Drehwerkzeug in der Drehwerkzeugtabelle (toolturn.trn) definieren Die Werkzeug-Definition für die tool.t und toolturn.trn entnehmen Sie dem Handbuch

10 Programmierung Zyklus 292 Schaftfräser Kugelfräser Torusfräser R>0 / R2=0 R=R2 R2>0<R
11 Programmierung Zyklus 292 Programmierung: Mit dem Q560 legen Sie fest, ob die Bearbeitung mit gekoppelter Spindel oder nicht gekoppelter Spindel ausgeführt werden soll Interpolationsfräsen Q560 = 0 Interpolationsdrehen Q560 = 1
12 Programmierung Zyklus 292 Programmierung: Mit dem Q545 legen Sie die Bearbeitungsrichtung fest Beim Interpolationsdrehen müssen Sie hier, je nach Schneidenlage, 3 oder 4 eintragen Beim Interpolationsfräsen bestimmen Sie mit 3 oder 4, ob die Kontur im Gleich- oder Gegenlauf bearbeitet werden soll


13 Programmierung Zyklus 292 Programmierung: Mit dem Q529 legen Sie die Bearbeitungsseite fest Außenbearbeitung Q529 = 0 Innenbearbeitung Q529 = 1 Im Q491 programmieren Sie den Startpunkt der Bearbeitung. Dieser kann aus dem Konturlabel entnommen werden Im Q221 definieren Sie das Aufmaß für diese Bearbeitung

14 Programmierung Zyklus 292 Programmierung: Die Zustellung pro Umdrehung definieren Sie im Q441 (mm/u) Q449 Vorschub bezogen auf den Kontur- Startpunkt Je nach der Bearbeitungsart (Q529) ändert sich der Vorschub wie folgt: Q529 = 1: Vorschub der Werkzeug- Mittelpunktsbahn wird bei Innenbearbeitung verringert Q529 = 0: Vorschub der Werkzeug- Mittelpunktsbahn wird bei Außenbearbeitung erhöht
15 Programmierung Zyklus 292 Programmierung: Q357 Abstand Seite Q445 Sichere Höhe, die nach der Bearbeitung angefahren wird Zyklenaufruf: Positionieren Sie das Werkzeug auf Mitte der Bearbeitung vor Rufen Sie den Zyklus mit einer der folgenden Funktionen auf: M99 CYCL CALL CYCL CALL POS CYCL CALL PAT
16 Anwendungsbeispiel Zyklus 292 Schruppen mit Schaftfräser D16 (ohne Spindelkoppelung)
17 Anwendungsbeispiel Zyklus 292 Schlichten mit Drehwerkzeug (mit Spindelkoppelung)

18 Anwendungsbeispiel Zyklus 292 Anwendung in der geschwenkten Bearbeitungsebene
19 Anwendungsbeispiel Zyklus 292 Anwendung mit Punktemuster
20 Anwendungsbeispiel Zyklus 292 Anwendung mit Punktemuster
21 Video Zyklus 292
22 Video Zyklus 292
23 HEIDENHAIN Programmierung Zyklus 291
24 Anwendungsbeispiel Zyklus 291
25 Programmierung Zyklus 291 Programmierung: Taste CYCL DEF Softkey SONDERZYKLEN Softkey INTERPOLATIONSDREHEN Zyklus 291 Der Zyklus 291 ist CALL-Aktiv, dass heißt, nach der Programmierung müssen Sie den Zyklus erst mit M99 oder CYCL CALL aufrufen.

26 Programmierung Zyklus 291 Kontur: Der Zyklus 291 koppelt die Spindel an eine Kreisbewegung (Drehpunkt wird im Zyklus angegeben) Kontur muss vollständig ausprogrammiert werden, z. B. 3D-Spiralbahn Vor der Bearbeitung müssen Sie die Koppelung einschalten Nach der Bearbeitung müssen Sie die Koppelung ausschalten Anwendungsfälle: Konturbeschreibung mit Hinterschnitt Konturbeschreibung aus CAM-System Zu beachten: Umlaufsinn, Bearbeitungsrichtung etc. werden durch die Konturbeschreibung festgelegt.

27 Programmierung Zyklus 291 Programmierung: Mit dem Q560 legen Sie fest, ob die Bearbeitung mit gekoppelter Spindel oder nicht gekoppelter Spindel ausgeführt werden soll Interpolationsfräsen Q560 = 0 Interpolationsdrehen Q560 = 1
 definieren Sie den Drehpunkt, zu dem das")



28 Programmierung Zyklus 291 Programmierung: Mit dem Q216 (Drehzentrum X) und Q217 (Drehzentrum Y) definieren Sie den Drehpunkt, zu dem das Werkzeug hin oder weg zeigt. Der Q561 unterstützt Sie bei der Programmierung eines Dreh-Werkzeuges, das in der toolturn.trn definiert wurde. Q561=0: Der Wert XL aus der toolturn.trn wird als XL verwendet. RR/RL kann nicht verwendet werden Bewegung des Werkzeugmittelpunktes TCP muss ohne Spindelkopplung programmiert werden Q561=1: Der Wert XL aus der toolturn.trn wird wie ein Radius R interpretiert. RR/RL kann verwendet werden Empfohlene Variante

29 Programmierung Zyklus 291 Bearbeitungs-Anfang: Bearbeitungs-Ende: Vor der Bearbeitung müssen Sie die Spindelkopplung einschalten Nach der Bearbeitung müssen Sie die Spindelkopplung ausschalten
30 Video Zyklus 292
31 Tipps und Tricks HEIDENHAIN


32 Kontur aus DXF-Datei verwenden Konturerstellung: DXF-Datei mit Konturbeschreibung des Bauteils Setzen Sie den Nullpunkt auf Mitte Bearbeitung Wählen Sie nun die gewünschte Kontur aus und speichern Sie diese ab

33 Kontur aus DXF-Datei verwenden Konturerstellung: Im Bearbeitungsprogramm ersetzen Sie mit der Funktion SUCHEN SUCHEN und ERSETZEN die Y- durch die Z-Koordinaten 2 1 3


34 Bearbeitungsgenauigkeit erhöhen Interpolationsdrehen in Verbindung mit Cross Talk Compensation (CTC): Um Schnittgeschwindigkeit zu erreichen, programmieren Sie beim Interpolationsdrehen sehr hohe Vorschübe Durch die mechanischen Bewegungen gibt es einen Unterschied zwischen der SOLL- und IST-Position des TCP (ToolCenterPoints) Je höher die Vorschubbewegungen mit Richtungsänderungen umso größer wird der Unterschied CTC kompensiert diesen Versatz nach dem Einrichten durch den Maschinenhersteller CTC AUS CTC EIN

35 Bearbeitungsgenauigkeit erhöhen

36 Bearbeitungsgenauigkeit erhöhen

37 HEIDENHAIN Vielen Dank für Ihre Aufmerksamkeit! Vielen Dank für Ihre Aufmerksamkeit. Ihr Michael Wiendl Bei Fragen können Sie sich jederzeit an uns wenden: Tel: Mail:
Inhaltsverzeichnis BAS 530
 Inhaltsverzeichnis BAS 3 Titel Aufgabe Inhalte Thema Bohrungen 6BAS11 Linearbewegung L Rechtwinklige Viereck 6BAS12 Bahnkorrektur RR / RL Koordinaten Ecken runden / fasen 6BAS13 CHF / RND Ecken runden
Inhaltsverzeichnis BAS 3 Titel Aufgabe Inhalte Thema Bohrungen 6BAS11 Linearbewegung L Rechtwinklige Viereck 6BAS12 Bahnkorrektur RR / RL Koordinaten Ecken runden / fasen 6BAS13 CHF / RND Ecken runden
SL-Zyklus mit Zyklus 14
 Programmierung: Es werden zuerst die Konturen als Unterprogramme hinter M2/M30 definiert. Nach der Definition der Konturen werden im Hauptprogramm die SL-Zyklen programmiert. Zyklus 14 Kontur und Zyklus
Programmierung: Es werden zuerst die Konturen als Unterprogramme hinter M2/M30 definiert. Nach der Definition der Konturen werden im Hauptprogramm die SL-Zyklen programmiert. Zyklus 14 Kontur und Zyklus
Mit SL-Zyklen Taschen beliebiger Form fräsen
 CNC-Kurs - Heidenhain itnc 530 (Teil 3) SL-Zyklen- im Einsatz Mit SL-Zyklen Taschen beliebiger Form fräsen Zyklen sind praktisch, da mit ihrer Hilfe sehr rasch Standardkonturen, wie Kreis- und Rechtecktaschen
CNC-Kurs - Heidenhain itnc 530 (Teil 3) SL-Zyklen- im Einsatz Mit SL-Zyklen Taschen beliebiger Form fräsen Zyklen sind praktisch, da mit ihrer Hilfe sehr rasch Standardkonturen, wie Kreis- und Rechtecktaschen
Lotse itnc 530 NC-Software 340 420-xx Deutsch (de) 5/2002
 5/2002") Lotse itnc 530 NC-Software 340 420-xx Deutsch (de) 5/2002 Der Lotse Inhalt ist die Programmier-Hilfe für die HEIDENHAIN-Steuerung itnc 530 in Kurzfassung Eine vollständige Anleitung zum Programmieren und
Lotse itnc 530 NC-Software 340 420-xx Deutsch (de) 5/2002 Der Lotse Inhalt ist die Programmier-Hilfe für die HEIDENHAIN-Steuerung itnc 530 in Kurzfassung Eine vollständige Anleitung zum Programmieren und
AMU, maskin og værktøj. CNC-Drehe Technik, Bediener. Kursnummer 45187. Udviklet af EUCSyd, Sønderborg 1
 CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
Lotse Klartext-Dialog. itnc 530. NC-Software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04. Deutsch (de) 11/2007
 11/2007") Lotse Klartext-Dialog itnc 530 NC-Software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Deutsch (de) 11/2007 Der Lotse... ist die Programmier-Hilfe für die HEIDENHAIN-Steuerung itnc 530 in Kurzfassung.
Lotse Klartext-Dialog itnc 530 NC-Software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Deutsch (de) 11/2007 Der Lotse... ist die Programmier-Hilfe für die HEIDENHAIN-Steuerung itnc 530 in Kurzfassung.
Inhaltsverzeichnis Grundkurs G426 DIN/ISO-Programmierung
 Inhaltsverzeichnis Grundkurs G426 DIN/ISO-Programmierung Nr. Titel PGM-Nr. 1 2 3 4 6 7 8 9 1 11 12 13 14 1 16 17 Bahnbewegungen kartesisch Bohrungen Viereck Ecken runden / fasen Kontur anfahren/verlassen
Inhaltsverzeichnis Grundkurs G426 DIN/ISO-Programmierung Nr. Titel PGM-Nr. 1 2 3 4 6 7 8 9 1 11 12 13 14 1 16 17 Bahnbewegungen kartesisch Bohrungen Viereck Ecken runden / fasen Kontur anfahren/verlassen
Erwachsenenbildung: CNC
 Erwachsenenbildung: CNC BAS530 BASISKURS HEIDENHAIN ITNC530 Die Schulungsteilnehmer können nach Werkstück-Zeichnungen Programme im HEIDENHAIN-Klartext- Dialog erstellen und testen. Kenntnisse im Fräsen
Erwachsenenbildung: CNC BAS530 BASISKURS HEIDENHAIN ITNC530 Die Schulungsteilnehmer können nach Werkstück-Zeichnungen Programme im HEIDENHAIN-Klartext- Dialog erstellen und testen. Kenntnisse im Fräsen
Radiuskorrektur 3. Beispiele zur Radiuskorrektur
 Radiuskorrektur 3 Beispiele zur Radiuskorrektur Zuerst nochmals die schon bekannte Werkstückkontur, diesmal komplett Fräsen der Kontur 10mm tief mit Schaftfräser Ø 20mm im Gleichlauf Anfang und Ende am
Radiuskorrektur 3 Beispiele zur Radiuskorrektur Zuerst nochmals die schon bekannte Werkstückkontur, diesmal komplett Fräsen der Kontur 10mm tief mit Schaftfräser Ø 20mm im Gleichlauf Anfang und Ende am
MillPlus IT. Benutzer-Handbuch. Erweiterungen V510 V511. NC Software V5.11
 MillPlus IT NC Software V5.11 Benutzer-Handbuch Erweiterungen V510 V511 V1.1 04/2003 HEIDENHAIN NUMEIC B.V. EINDHOVEN, NIEDEANDE 2002 Der Herausgeber übernimmt auf Basis den in dieser Anleitung enthaltenen
MillPlus IT NC Software V5.11 Benutzer-Handbuch Erweiterungen V510 V511 V1.1 04/2003 HEIDENHAIN NUMEIC B.V. EINDHOVEN, NIEDEANDE 2002 Der Herausgeber übernimmt auf Basis den in dieser Anleitung enthaltenen
Schulungsangebot für KUNZMANN-Fräsmaschinen
 / Thema Dauer Preis / EUR Inbetriebnahme Maschinen mit TNC 128 -Ident-Nr. 01-100066 (TNC 128) inkl. Einweisung / Schulung TNC 128 Aufbau der Steuerung und Handhabung zum Bearbeiten Bohren Lochkreis, Lochreihen
/ Thema Dauer Preis / EUR Inbetriebnahme Maschinen mit TNC 128 -Ident-Nr. 01-100066 (TNC 128) inkl. Einweisung / Schulung TNC 128 Aufbau der Steuerung und Handhabung zum Bearbeiten Bohren Lochkreis, Lochreihen
KinematicsOpt HEIDENHAIN. MW M-TS/ Jan 2015
 HEIDENHAIN Grundlagen Anwendung: Genauigkeiten verbessern bei Schwenkbearbeitungen Bearbeitung mit 4. und 5. Achse Vorteile Endanwenderfreundliche Zyklen zur Verbesserung der Kinematik der Maschine Erhöhung
HEIDENHAIN Grundlagen Anwendung: Genauigkeiten verbessern bei Schwenkbearbeitungen Bearbeitung mit 4. und 5. Achse Vorteile Endanwenderfreundliche Zyklen zur Verbesserung der Kinematik der Maschine Erhöhung
Tastsystem-Zyklen itnc 530
 Tastsystem-Zyklen itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Benutzer-Handbuch Deutsch (de) 8/2004 TNC-Typ, Software und Funktionen Dieses Handbuch beschreibt Funktionen, die in
Tastsystem-Zyklen itnc 530 NC-Software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Benutzer-Handbuch Deutsch (de) 8/2004 TNC-Typ, Software und Funktionen Dieses Handbuch beschreibt Funktionen, die in
TNC 410. NC-Software 286 060-xx 286 080-xx. Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog
 TNC 410 NC-Software 286 060-xx 286 080-xx Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog Deutsch (de) 6/2001 Bedienelemente der TNC Bedienelemente der Bildschirm-Einheit Bildschirm-Aufteilung wählen Bildschirm
TNC 410 NC-Software 286 060-xx 286 080-xx Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog Deutsch (de) 6/2001 Bedienelemente der TNC Bedienelemente der Bildschirm-Einheit Bildschirm-Aufteilung wählen Bildschirm
CNC-Programmierung mit. SchulCNC. 1Programmierheft für Schüler
 CNC-Programmierung mit SchulCNC 1Programmierheft für Schüler schule\technik\schulcnc\programmheft für Schüler.vp tamer berber februar 2000 2 CNC-Programmierung mit Bezugspunkte und -größen im Koordinatensystem
CNC-Programmierung mit SchulCNC 1Programmierheft für Schüler schule\technik\schulcnc\programmheft für Schüler.vp tamer berber februar 2000 2 CNC-Programmierung mit Bezugspunkte und -größen im Koordinatensystem
Einstieg in die Klartextprogrammierung
 CNC-Kurs - itnc 530 von Heidenhain im Griff Einführung in den Heidenhain-Fräs-Simulator Einstieg in die Klartextprogrammierung Heidenhain hat ein Herz für Programmieranfänger. Als einer der wenigen Hersteller
CNC-Kurs - itnc 530 von Heidenhain im Griff Einführung in den Heidenhain-Fräs-Simulator Einstieg in die Klartextprogrammierung Heidenhain hat ein Herz für Programmieranfänger. Als einer der wenigen Hersteller
Programmierung von Konturzügen aus Geraden und Kreisbögen
 40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
Der Weihnachtsbaum für den CNC-Dreher
 Der für den CNC-Dreher Als Christbaumdekoration, Schlüsselanhänger oder auch als kleines Weihnachtsgeschenk - der CNC- ist vielseitig verwendbar und mit etwas Geschick einfach und schnell an einer CNC-Drehmaschine
Der für den CNC-Dreher Als Christbaumdekoration, Schlüsselanhänger oder auch als kleines Weihnachtsgeschenk - der CNC- ist vielseitig verwendbar und mit etwas Geschick einfach und schnell an einer CNC-Drehmaschine
Talstraße 26 79183 Waldkirch-Suggental. Werkzeuge von Hand in die Maschine: (z. B. Messtaster) - JOG -> TUER AUF -> TOOL UNLOCK
 - JOG -> TUER AUF -> TOOL UNLOCK") Kurzanleitung Fanuc 21i-M Werkzeuge von Hand in die Maschine: (z. B. Messtaster) - JOG -> TUER AUF -> TOOL UNLOCK Werkzeuge ins MAGAZIN: - JOG - TUER ZU - MAN TOOL CHANGE (Taste leuchtet ) - TOOL CHANGER
Kurzanleitung Fanuc 21i-M Werkzeuge von Hand in die Maschine: (z. B. Messtaster) - JOG -> TUER AUF -> TOOL UNLOCK Werkzeuge ins MAGAZIN: - JOG - TUER ZU - MAN TOOL CHANGE (Taste leuchtet ) - TOOL CHANGER
SEMINARE 2016 www.hermle.de
 www.hermle.de SEMINARE 2016 Inhaltsverzeichnis Standard-Seminare... 1 HEIDENHAIN basic Grundlagen... 2 HEIDENHAIN upgrade itnc 530... 3 HEIDENHAIN upgrade TNC 640... 4 HEIDENHAIN add on Laser Werkzeugvermessung...
www.hermle.de SEMINARE 2016 Inhaltsverzeichnis Standard-Seminare... 1 HEIDENHAIN basic Grundlagen... 2 HEIDENHAIN upgrade itnc 530... 3 HEIDENHAIN upgrade TNC 640... 4 HEIDENHAIN add on Laser Werkzeugvermessung...
TOOLS NEWS B228D. Schaftfräser-Serie CERAMIC END MILL. Extrem hohe Produktivität für nickelbasierte, hitzebeständige Legierungen
 TOOLS NEWS B228D Schaftfräser-Serie CERAMIC END MILL Extrem hohe Produktivität für nickelbasierte, hitzebeständige Legierungen CERAMIC Vollkeramik-Schaftfräser Problemlos zerspanbar statt schwer zerspanbar!
TOOLS NEWS B228D Schaftfräser-Serie CERAMIC END MILL Extrem hohe Produktivität für nickelbasierte, hitzebeständige Legierungen CERAMIC Vollkeramik-Schaftfräser Problemlos zerspanbar statt schwer zerspanbar!
Tutorial CNCezPRO Flaschenöffner
 Tutorial CNCezPRO Flaschenöffner Es soll ein Flaschenöffner aus Aluminiumlegierung gefräst werden, der am Schlüsselbund getragen werden kann. Ein nützliches kleines Teil, welches als Fräsübung dennoch
Tutorial CNCezPRO Flaschenöffner Es soll ein Flaschenöffner aus Aluminiumlegierung gefräst werden, der am Schlüsselbund getragen werden kann. Ein nützliches kleines Teil, welches als Fräsübung dennoch
Fräseinführung Beispielprojekt in CondaCAM. Fräsparameter, um erfolgreich den CAM-Job für das Beispielprojekt der Fräseinführung zu erstellen...
 Fräseinführung Beispielprojekt in CondaCAM Fräsparameter, um erfolgreich den CAM-Job für das Beispielprojekt der Fräseinführung zu erstellen... Daten importieren Rohteil und Nullpunkt einstellen Fräsjobs
Fräseinführung Beispielprojekt in CondaCAM Fräsparameter, um erfolgreich den CAM-Job für das Beispielprojekt der Fräseinführung zu erstellen... Daten importieren Rohteil und Nullpunkt einstellen Fräsjobs
CNC Kurs 2009.doc Florian Mettler 16.03.2009-19.03.2009. ÜK7 CNC Kurs 2009
 ÜK7 CNC Kurs 2009 Der Begriff NC steht für Numercial Control. Dies ist die früher erstandene Version. Diese Maschinen mussten ohne Computer klar kommen. Man hatte Lochstreifen die den Maschinenablauf steuerten.
ÜK7 CNC Kurs 2009 Der Begriff NC steht für Numercial Control. Dies ist die früher erstandene Version. Diese Maschinen mussten ohne Computer klar kommen. Man hatte Lochstreifen die den Maschinenablauf steuerten.
Licom AlphaCAM. Metallbearbeitung. Licom Systems GmbH Intro, Seite 1 von 11
 Licom AlphaCAM Metallbearbeitung Intro, Seite 1 von 11 AlphaCAM Essential 2,5D Fräsen Das Modul Essential ist die effiziente NC-Programmierlösung für die klassische 2.5D Fräs- oder 2D Drehbearbeitung von
Licom AlphaCAM Metallbearbeitung Intro, Seite 1 von 11 AlphaCAM Essential 2,5D Fräsen Das Modul Essential ist die effiziente NC-Programmierlösung für die klassische 2.5D Fräs- oder 2D Drehbearbeitung von
MillPlus IT. Benutzer-Handbuch. Änderungen und Erweiterungen zu V520 Gültig bis V520/00i. NC Software V5.2x
 MillPlus IT NC Software V5.2x Benutzer-Handbuch Änderungen und Erweiterungen zu V520 Gültig bis V520/00i V1.1 10/2004 INHALTSVERZEICHNIS HEIDENHAIN NUMERIC B.V. EINDHOVEN, NIEDERLANDE 2004 Der Herausgeber
MillPlus IT NC Software V5.2x Benutzer-Handbuch Änderungen und Erweiterungen zu V520 Gültig bis V520/00i V1.1 10/2004 INHALTSVERZEICHNIS HEIDENHAIN NUMERIC B.V. EINDHOVEN, NIEDERLANDE 2004 Der Herausgeber
Radiuskorrektur 1. Programmierung: G01 X-10 Y-10 X60 Y60 X-10 Y-10
 Radiuskorrektur 1 Bei der Programmierung einer Werkstückkontur muss der Radius eines Fräs- oder Drehwerkzeuges mit berücksichtigt werden. Das bedeutet, dass beim Fräsen die Fräsermittelpunktsbahn zu errechnen
Radiuskorrektur 1 Bei der Programmierung einer Werkstückkontur muss der Radius eines Fräs- oder Drehwerkzeuges mit berücksichtigt werden. Das bedeutet, dass beim Fräsen die Fräsermittelpunktsbahn zu errechnen
Kegeliges Innengewinde. Q Bedeutung Wert Anmerkung HEIDENHAIN Q-Parameter-Intensivkurs C /1
 Aufgabe: Kegeliges Innengewinde Programm(e): 1 1 8 1 4 3 Q Bedeutung Wert Anmerkung 1 2 3 4 6 7 8 9 1 11 12 13 14 1 C1 7273/1 Detail: Konuswinkel Q8 in Z/X + +Z +1 Q8 β +9 R Q9 +X β Q9 Z Q33 Q36 Q8 R Gegeben
Aufgabe: Kegeliges Innengewinde Programm(e): 1 1 8 1 4 3 Q Bedeutung Wert Anmerkung 1 2 3 4 6 7 8 9 1 11 12 13 14 1 C1 7273/1 Detail: Konuswinkel Q8 in Z/X + +Z +1 Q8 β +9 R Q9 +X β Q9 Z Q33 Q36 Q8 R Gegeben
High-end CAD/CAM Technologie für CNC Dreh-& Fräsbearbeitungen
 High-end CAD/CAM Technologie für CNC Dreh-& Fräsbearbeitungen Virtual Gibbs ist ein leistungsstarkes, komplett ausgestattetes Computer Aided Manufacturing (CAM=Computerunterstützte Bearbeitung) System
High-end CAD/CAM Technologie für CNC Dreh-& Fräsbearbeitungen Virtual Gibbs ist ein leistungsstarkes, komplett ausgestattetes Computer Aided Manufacturing (CAM=Computerunterstützte Bearbeitung) System
mit Heidenhain TNC 124 FNGP 40 INTOS Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE FNGP 40
 Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE mit Heidenhain TNC 124 INTOS 2010 www.jörke-maschinenhandel.de Vertrieb durch: Hans Ulrich Jörke Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf
Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE mit Heidenhain TNC 124 INTOS 2010 www.jörke-maschinenhandel.de Vertrieb durch: Hans Ulrich Jörke Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf
Weiterbildung. Seminare Heidenhain-Steuerung
 Weiterbildung Seminare Heidenhain-Steuerung HANDWERKSKAMMER SÜDTHÜRINGEN BERUFSBILDUNGS- UND TECHNOLOGIEZENTRUM ROHR KLOSTER BTZ Rohr-Kloster Kloster 1 98530 Rohr Telefon: 036844 4700 Telefax: 036844 40208
Weiterbildung Seminare Heidenhain-Steuerung HANDWERKSKAMMER SÜDTHÜRINGEN BERUFSBILDUNGS- UND TECHNOLOGIEZENTRUM ROHR KLOSTER BTZ Rohr-Kloster Kloster 1 98530 Rohr Telefon: 036844 4700 Telefax: 036844 40208
CAD CAM CNC itnc 530 Vom 3D-Modell zum NC-Programm TNC 640 TNC 620 TNC 320
 HEIDENHAIN CAD CAM CNC itnc 530 Vom 3D-Modell zum NC-Programm TNC 640 TNC 620 TNC 320 CAD CAM CNC CAD Design Werkstückkontur wird mit NURBS abgebildet (Non Uniform Rational B- Splines) CAM Bahngenerierung
HEIDENHAIN CAD CAM CNC itnc 530 Vom 3D-Modell zum NC-Programm TNC 640 TNC 620 TNC 320 CAD CAM CNC CAD Design Werkstückkontur wird mit NURBS abgebildet (Non Uniform Rational B- Splines) CAM Bahngenerierung
Konstante Schnittgeschwindigkeit (G96/G961/G962, G97/G971/G972, G973,
 Konstante Schnittgeschwindigkeit (G96/G961/G962, G97/G971/G972, G973, LIMS, SCC) Funktion Bei eingeschalteter Funktion "Konstante Schnittgeschwindigkeit" wird, abhängig vom jeweiligen Werkstückdurchmesser,
Konstante Schnittgeschwindigkeit (G96/G961/G962, G97/G971/G972, G973, LIMS, SCC) Funktion Bei eingeschalteter Funktion "Konstante Schnittgeschwindigkeit" wird, abhängig vom jeweiligen Werkstückdurchmesser,
ANMELDUNG. zur Anwenderschulung im alphacam Trainingscenter Schorndorf
 ANMELDUNG zur Anwenderschulung im alphacam Trainingscenter Schorndorf Rücksendung an: alphacam GmbH Frau Jennifer Steinke Erlenwiesen 16 73614 Schorndorf Fax: 07181-9222 100 abwicklung@alphacam.de Schulungsname:
ANMELDUNG zur Anwenderschulung im alphacam Trainingscenter Schorndorf Rücksendung an: alphacam GmbH Frau Jennifer Steinke Erlenwiesen 16 73614 Schorndorf Fax: 07181-9222 100 abwicklung@alphacam.de Schulungsname:
...für Ihre Maschine / Steuerung einrichten. 4. Maschine als Standard für zukünftige Projekte anlegen.
 DeskProto...für Ihre Maschine / Steuerung einrichten 1. Postprozessor wählen / anpassen 2. Maschine wählen anpassen 3. Postprozessor der Maschine zuordnen 4. Maschine als Standard für zukünftige Projekte
DeskProto...für Ihre Maschine / Steuerung einrichten 1. Postprozessor wählen / anpassen 2. Maschine wählen anpassen 3. Postprozessor der Maschine zuordnen 4. Maschine als Standard für zukünftige Projekte
Lösung für die CNC Übung 1 (Drehen)
") Lösung für die CNC Übung 1 (Drehen) Rohmaterial des Werkstücks: Baustahl St37 Werkzeugmaterial: Schnellarbeitsstahl Werkzeug 1: Werkzeugposition: Schruppstahl links; Lage: P3 4 (Position im Werkzeugwechsler)
Lösung für die CNC Übung 1 (Drehen) Rohmaterial des Werkstücks: Baustahl St37 Werkzeugmaterial: Schnellarbeitsstahl Werkzeug 1: Werkzeugposition: Schruppstahl links; Lage: P3 4 (Position im Werkzeugwechsler)
Mathematisch Technische Software-Entwicklung GmbH. TopTurn. Programmieranleitung. PAL Programmierschlüssel. Version
 Mathematisch Technische Software-Entwicklung GmbH TopTurn Programmieranleitung PAL2007 - Programmierschlüssel Version 7.1 15.01.2007 (c) MTS GmbH 2006 Programmieranleitung TopTurn Pal2007 Version 7.1 MTS
Mathematisch Technische Software-Entwicklung GmbH TopTurn Programmieranleitung PAL2007 - Programmierschlüssel Version 7.1 15.01.2007 (c) MTS GmbH 2006 Programmieranleitung TopTurn Pal2007 Version 7.1 MTS
Herstellung eines Pokals in Pin-Form
 Herstellung eines Pokals in Pin-Form Pin "Strike alle Pins mit einem Wurf" landen auch Sie einen Volltreffer mit dem Pokal in Form eines Bowling-Pins. Der Pin besteht aus zwei Teilen. Den Pin als Drehteil
Herstellung eines Pokals in Pin-Form Pin "Strike alle Pins mit einem Wurf" landen auch Sie einen Volltreffer mit dem Pokal in Form eines Bowling-Pins. Der Pin besteht aus zwei Teilen. Den Pin als Drehteil
CAD/CAM mit der Software nccad7 / 7.5 - Grundeinstellungen -
 CAD/CAM mit der Software nccad7 / 7.5 - Grundeinstellungen - 1. Datei CAD/CAM Fräsen - Neue Zeichnung es erscheint das Icon-Menü mit der Zeichenfläche: 2. LINIEN Linien-Dicke: mittel Mausklick auf das
CAD/CAM mit der Software nccad7 / 7.5 - Grundeinstellungen - 1. Datei CAD/CAM Fräsen - Neue Zeichnung es erscheint das Icon-Menü mit der Zeichenfläche: 2. LINIEN Linien-Dicke: mittel Mausklick auf das
itnc 530 NC-Software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 Deutsch (de) 8/2006
 8/2006") p F h" itnc 530 NC-Software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 Deutsch (de) 8/2006 Der smart.nc-lotse... ist die Programmier-Hilfe für die neue Betriebsart smart.nc der itnc 530 in
p F h" itnc 530 NC-Software 340 490-03 340 491-03 340 492-03 340 493-03 340 494-03 Deutsch (de) 8/2006 Der smart.nc-lotse... ist die Programmier-Hilfe für die neue Betriebsart smart.nc der itnc 530 in
Licom AlphaCAM 2012 R1
 Licom AlphaCAM 2012 R1 What is New Seite 1 von 17 Borchersstr. 20 Sehr geehrte AlphaCAM Anwender, anliegend finden Sie die Update-Information zu unserer AlphaCAM Haupt-Release für das Jahr 2012, der Version
Licom AlphaCAM 2012 R1 What is New Seite 1 von 17 Borchersstr. 20 Sehr geehrte AlphaCAM Anwender, anliegend finden Sie die Update-Information zu unserer AlphaCAM Haupt-Release für das Jahr 2012, der Version
CNC Technik. CNC - Drehen. Name: Grundmodul Metalltechnik (1. Klasse)
") CNC Technik Grundmodul Metalltechnik (1. Klasse) CNC - Drehen Name: Inhaltsverzeichnis 1 Grundlagen der CNC-Technik... 3 1.1 NC- und CNC Technik... 3 1.2 Planung des Fertigungsablaufes... 3 1.3 Das Koordinatensystem...
CNC Technik Grundmodul Metalltechnik (1. Klasse) CNC - Drehen Name: Inhaltsverzeichnis 1 Grundlagen der CNC-Technik... 3 1.1 NC- und CNC Technik... 3 1.2 Planung des Fertigungsablaufes... 3 1.3 Das Koordinatensystem...
CNC-Fräsen. Es ist eindeutig wir sollten die technischen Möglichkeiten für uns nutzen und dementsprechend
 Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
FILOU NC. Überblick. Copyright 2012 FILOU Software GmbH. Inhalt
 FILOU NC Überblick Copyright 2012 FILOU Software GmbH Inhalt Die FILOUsophie... 2 Was will FILOU-NC können?... 2 Warum nur 2D?... 2 Zielgruppe... 2 Was muss der Anwender können?... 2 FILOU-NC, ein SixPack...
FILOU NC Überblick Copyright 2012 FILOU Software GmbH Inhalt Die FILOUsophie... 2 Was will FILOU-NC können?... 2 Warum nur 2D?... 2 Zielgruppe... 2 Was muss der Anwender können?... 2 FILOU-NC, ein SixPack...
Herstellung von Innengewinden
 Herstellung von Innengewinden 1/10 Seit langem werden Gewinde als ideales Mittel für lösbare Verbindungen verwendet und unterschiedlichste Herstellungsverfahren und Fertigungsmethoden haben sich seit dem
Herstellung von Innengewinden 1/10 Seit langem werden Gewinde als ideales Mittel für lösbare Verbindungen verwendet und unterschiedlichste Herstellungsverfahren und Fertigungsmethoden haben sich seit dem
HEIDENHAIN. Webinar: am :00 Uhr. Funktionen und Zubehör für den Werkzeug- und Formenbau. Dozent: Michael Wiendl
 Webinar: Funktionen und Zubehör für den Werkzeug- und Formenbau HEIDENHAIN Dozent: Michael Wiendl am 04.08.2015 10:00 Uhr Firma: Dr. Johannes HEIDENHAIN GmbH Aufgabe: Kursleiter NC- Programmierung Übersicht
Webinar: Funktionen und Zubehör für den Werkzeug- und Formenbau HEIDENHAIN Dozent: Michael Wiendl am 04.08.2015 10:00 Uhr Firma: Dr. Johannes HEIDENHAIN GmbH Aufgabe: Kursleiter NC- Programmierung Übersicht
EMCO WinNC Heidenhain TNC 426 Klartext Softwarebeschreibung Softwareversion ab 2.10
 APPR DEP EMCO WinNC Heidenhain TNC 426 Klartext Softwarebeschreibung Softwareversion ab 2.10 HEIDENHAIN TNC 426/430 F G M S T CHF L FK CR RND CT CC C X 7 8 9 Y 4 5 6 Z 1 2 3 IV 0. +/- V CE PGM NO MGT ENT
APPR DEP EMCO WinNC Heidenhain TNC 426 Klartext Softwarebeschreibung Softwareversion ab 2.10 HEIDENHAIN TNC 426/430 F G M S T CHF L FK CR RND CT CC C X 7 8 9 Y 4 5 6 Z 1 2 3 IV 0. +/- V CE PGM NO MGT ENT
MazaCAM Mazak Editor Mazak CAD-Import Mazak CAM-System. GNT.NET und MazaCAM, die optimale Symbiose. MazaCAM - komfortabel am PC programmieren
 GNT.NET und MazaCAM, die optimale Symbiose MazaCAM - komfortabel am PC programmieren MazaCAM - Editor In Mazatrol programmieren _ Alle Mazak- Steuerungen mit einer Software programmieren _ Leichte Bedienung,
GNT.NET und MazaCAM, die optimale Symbiose MazaCAM - komfortabel am PC programmieren MazaCAM - Editor In Mazatrol programmieren _ Alle Mazak- Steuerungen mit einer Software programmieren _ Leichte Bedienung,
Metall & Fertigungstechnik 98530 Rohr-Kloster. info@komzet-mft.de. Informationen aus erster Hand
 2 Seminare Heidenhain - Steuerung Handwerkskammer Südthüringen Berufsbildungs- und Technologiezentrum ROHR-KLOSTER Kompetenzzentrum Metall & Fertigungstechnik 98530 Rohr-Kloster fon: 036844 470 fax: 036844
2 Seminare Heidenhain - Steuerung Handwerkskammer Südthüringen Berufsbildungs- und Technologiezentrum ROHR-KLOSTER Kompetenzzentrum Metall & Fertigungstechnik 98530 Rohr-Kloster fon: 036844 470 fax: 036844
G1 Kreisprogrammierung beim Fräsen
 G1 Kreisprogrammierung beim Fräsen 1.2 Angaben im Programmsatz Zur eindeutigen Festlegung eines Kreisbogens (Bild 1) sind folgende Angaben erforderlich: die Ebene der Kreisinterpolation, der Drehsinn des
G1 Kreisprogrammierung beim Fräsen 1.2 Angaben im Programmsatz Zur eindeutigen Festlegung eines Kreisbogens (Bild 1) sind folgende Angaben erforderlich: die Ebene der Kreisinterpolation, der Drehsinn des
Demoprogramme dazu gibt es bei DemoCNC-Mill, DemoHeidenhain, DemoPAL-M und DemoLuxmill.
 Fräszyklen Wer in CNCezPRO seinen eigenen Postprozessor neu erstellen oder anpassen will, nimmt von den bereits vorhandenen den ähnlichsten und ändert ihn nach seinen Bedürfnissen ab. Das Hauptproblem
Fräszyklen Wer in CNCezPRO seinen eigenen Postprozessor neu erstellen oder anpassen will, nimmt von den bereits vorhandenen den ähnlichsten und ändert ihn nach seinen Bedürfnissen ab. Das Hauptproblem
CNC-Drehen und -Fräsen. Inhouse Schulungen für Ihre Mitarbeiter
 CNC-Drehen und -Fräsen Inhouse Schulungen für Ihre Mitarbeiter MaSSgeschneiderte CNC-Schulungen on the job Das WIFI bietet maßgeschneiderte Inhouse CNC-Schulungen für Ihre Mitarbeiter an. Diese Trainings
CNC-Drehen und -Fräsen Inhouse Schulungen für Ihre Mitarbeiter MaSSgeschneiderte CNC-Schulungen on the job Das WIFI bietet maßgeschneiderte Inhouse CNC-Schulungen für Ihre Mitarbeiter an. Diese Trainings
Dokumentation Fräskopf 24.06.2013
 Dokumentation Fräskopf 24.06.2013 1 Beschreibung der PC-104 Funktionen. In dieser Beschreibung werden nur die Änderungen die mit einem konfigurierten Fräskopf entstehen behandelt und beschrieben. 1.1 Geänderte
Dokumentation Fräskopf 24.06.2013 1 Beschreibung der PC-104 Funktionen. In dieser Beschreibung werden nur die Änderungen die mit einem konfigurierten Fräskopf entstehen behandelt und beschrieben. 1.1 Geänderte
PAL-Programmiersystem FRÄSEN
 PAL-Programmiersystem RÄEN Liste der seit Oktober 2008 gültigen PAL-unktionen für die PAL-Prüfungen Allgemeine Hinweise Einschaltzustand Beim tart eines NC-Programms sind folgende Einschaltzustände vorhanden:
PAL-Programmiersystem RÄEN Liste der seit Oktober 2008 gültigen PAL-unktionen für die PAL-Prüfungen Allgemeine Hinweise Einschaltzustand Beim tart eines NC-Programms sind folgende Einschaltzustände vorhanden:
Kreisprogrammierung Interpolation
 Kreisprogrammierung Zuerst einige Worte zur Interpolation: Wenn eine mathematische Formel grafisch als Punkte dargestellt wird, die zu einer (angenäherten) Geraden oder Kurve verbunden werden, dann ist
Kreisprogrammierung Zuerst einige Worte zur Interpolation: Wenn eine mathematische Formel grafisch als Punkte dargestellt wird, die zu einer (angenäherten) Geraden oder Kurve verbunden werden, dann ist
Bericht über das interdisziplinäre CAD/CAM-Praxisprojekt SS 09
 Bericht über das interdisziplinäre CAD/CAM-Praxisprojekt SS 09 Thema: 5-Achs CNC Fräsbearbeitung eines Hochhausmodells Referenten: Michael Martin & Maximilian Schroeder Fachbereich Holzingenieurwesen Vertiefungsrichtung
Bericht über das interdisziplinäre CAD/CAM-Praxisprojekt SS 09 Thema: 5-Achs CNC Fräsbearbeitung eines Hochhausmodells Referenten: Michael Martin & Maximilian Schroeder Fachbereich Holzingenieurwesen Vertiefungsrichtung
Lösung für die CNC Übung 1 (Fräsen)
") Lösung für die CNC Übung 1 (Fräsen) Rohmaterial des Werkstücks ist S235 siehe Zeichnung Leg. Stahl R m = bis 750 N/mm 2 Zeichnung: Werkzeug 1: Werkzeugposition: 1 Schruppfräser d=10 mm mit 4 Schneiden
Lösung für die CNC Übung 1 (Fräsen) Rohmaterial des Werkstücks ist S235 siehe Zeichnung Leg. Stahl R m = bis 750 N/mm 2 Zeichnung: Werkzeug 1: Werkzeugposition: 1 Schruppfräser d=10 mm mit 4 Schneiden
Wir wünschen Ihnen einen guten Start in das neue Jahr. Abkündigung von MegaCAD 2012 - Sichern Sie sich jetzt Ihr Update auf MegaCAD 2016
 Marion Fürnrohr Von: 4CAM GmbH Gesendet: Freitag, 15. Januar 2016 08:21 An: 4CAM GmbH Betreff: Newsletter Januar Wir wünschen Ihnen einen guten Start in das neue Jahr Abkündigung von MegaCAD 2012 - Sichern
Marion Fürnrohr Von: 4CAM GmbH Gesendet: Freitag, 15. Januar 2016 08:21 An: 4CAM GmbH Betreff: Newsletter Januar Wir wünschen Ihnen einen guten Start in das neue Jahr Abkündigung von MegaCAD 2012 - Sichern
Licom AlphaCAM 2010 R2, what s new
 Licom AlphaCAM 2010 R2 What s new Allgemein: In diesem Dokument haben wir Ihnen die geplanten Neuigkeiten bzgl. der kommenden Release AlphaCAM 2010 R2 zusammengestellt. Dieses Release ist das zweite Release
Licom AlphaCAM 2010 R2 What s new Allgemein: In diesem Dokument haben wir Ihnen die geplanten Neuigkeiten bzgl. der kommenden Release AlphaCAM 2010 R2 zusammengestellt. Dieses Release ist das zweite Release
Übung: Abhängigkeiten
 Übung: Abhängigkeiten Befehle: Linie, Abhängigkeiten, Kreis, Drehung Vorgehen Erstellen Sie ein neues Bauteil. Projizieren Sie die X-Achse und die Y-Achse als Bezug zum Koordinatensystem. Klicken Sie auf
Übung: Abhängigkeiten Befehle: Linie, Abhängigkeiten, Kreis, Drehung Vorgehen Erstellen Sie ein neues Bauteil. Projizieren Sie die X-Achse und die Y-Achse als Bezug zum Koordinatensystem. Klicken Sie auf
Der Weihnachtsbaum für den CNC-Fräser
 Der Weihnachtsbaum für den CNC-Fräser Der alternative Weihnachtsbaum für den Tisch, als Geschenk oder das Statement für den CNC-Fräser. Das Werkstück wird aus einer Aluminiumplatte gefräst. Die Außenkontur
Der Weihnachtsbaum für den CNC-Fräser Der alternative Weihnachtsbaum für den Tisch, als Geschenk oder das Statement für den CNC-Fräser. Das Werkstück wird aus einer Aluminiumplatte gefräst. Die Außenkontur
LICOM Tutorial Fräsen 3D 3-Achsen
 LICOM Tutorial Fräsen 3D 3-Achsen Kapitel 1 Seite 1 von 24 Borchersstr. 20 Kapitel 1 Einleitung Bevor Sie mit dem Durcharbeiten des Tutorials starten: Sofern Sie dieses Tutorial als pdf- Dokument verwenden,
LICOM Tutorial Fräsen 3D 3-Achsen Kapitel 1 Seite 1 von 24 Borchersstr. 20 Kapitel 1 Einleitung Bevor Sie mit dem Durcharbeiten des Tutorials starten: Sofern Sie dieses Tutorial als pdf- Dokument verwenden,
Metalltechnik - Lernfeld 8. Fertigen auf numerisch gesteuerten Werkzeugmaschinen
 Metalltechnik - Lernfeld 8 Fertigen auf numerisch gesteuerten Werkzeugmaschinen 1 Inhalte 1. Begriff, Einsatzmöglichkeiten, Auswirkungen auf die Arbeitswelt 2. Aufbau und Funktion einer CNC Maschine Vergleich
Metalltechnik - Lernfeld 8 Fertigen auf numerisch gesteuerten Werkzeugmaschinen 1 Inhalte 1. Begriff, Einsatzmöglichkeiten, Auswirkungen auf die Arbeitswelt 2. Aufbau und Funktion einer CNC Maschine Vergleich
Prüfung 1: Anschlagschiebewelle mit Führung
 Prüfung 1: Anschlagschiebewelle mit Führung Wichtiger Hinweis Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung
Prüfung 1: Anschlagschiebewelle mit Führung Wichtiger Hinweis Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung
Übung 1: CAM-Teil Definition
 Übung 1: CAM-Teil Definition Diese Übung zeigt den Prozess der CAM-Teil Definition. In dieser Übung müssen Sie das CAM-Teil für das unten gezeigte Modell erzeugen, d.h. den Nullpunkt, das Spannfutter,
Übung 1: CAM-Teil Definition Diese Übung zeigt den Prozess der CAM-Teil Definition. In dieser Übung müssen Sie das CAM-Teil für das unten gezeigte Modell erzeugen, d.h. den Nullpunkt, das Spannfutter,
30 Tage Vollversion zum testen GRATIS
 Ist ein Produkt TECHNISCHE VORRAUSSETZUNGEN (MINIMALE) - Prozessor Pentium 4 / AMD - Speicher RAM 512 MB - Grafikkarte SVGA mit 64 MB RAM - Monitor 19 Schnittstellen VDA, STL, IGES, DXF, 3DM, Parasolid,
Ist ein Produkt TECHNISCHE VORRAUSSETZUNGEN (MINIMALE) - Prozessor Pentium 4 / AMD - Speicher RAM 512 MB - Grafikkarte SVGA mit 64 MB RAM - Monitor 19 Schnittstellen VDA, STL, IGES, DXF, 3DM, Parasolid,
Arbeiten mit den Mastercam Werkzeug-Managern
 Arbeiten mit den Mastercam Werkzeug-Managern Mastercam besitzt zwei Werkzeug-Manager zum Anlegen, Ändern und Verwalten Ihrer Werkzeuge; wobei der eine als (klassischer) WZ-Manager und der andere als (stand-alone)
Arbeiten mit den Mastercam Werkzeug-Managern Mastercam besitzt zwei Werkzeug-Manager zum Anlegen, Ändern und Verwalten Ihrer Werkzeuge; wobei der eine als (klassischer) WZ-Manager und der andere als (stand-alone)
Wave-Bearbeitung als Schruppstrategie
 Wave-Bearbeitung als HSC-Schruppstrategie Die Wave-Bearbeitung ist eine Hochgeschwindigkeits-Schruppen Strategie, welche sich dadurch auszeichnet, dass sie die Last auf das Werkzeug konstant hält, indem
Wave-Bearbeitung als HSC-Schruppstrategie Die Wave-Bearbeitung ist eine Hochgeschwindigkeits-Schruppen Strategie, welche sich dadurch auszeichnet, dass sie die Last auf das Werkzeug konstant hält, indem
Benutzer-Handbuch HEIDENHAINKlartext-Dialog TNC 320. NC-Software
 Benutzer-Handbuch HEIDENHAINKlartext-Dialog TNC 320 NC-Software 340 551-04 340 554-04 Deutsch (de) 6/2009 Bedienelemente der TNC Bedienelemente am Bildschirm Taste Maschinen-Betriebsarten Taste Programmier-Betriebsarten
Benutzer-Handbuch HEIDENHAINKlartext-Dialog TNC 320 NC-Software 340 551-04 340 554-04 Deutsch (de) 6/2009 Bedienelemente der TNC Bedienelemente am Bildschirm Taste Maschinen-Betriebsarten Taste Programmier-Betriebsarten
Steigern Sie Ihre Produktivität. High-Feed Fräsen
 Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
Sie finden uns in Halle 20 Stand D70
 auf vielfachen Wunsch bieten wir dieses Jahr wieder eine Updateschulung an, lernen Sie Neuerungen in MegaCAD 2015 am 20.03.2015 in Reimlingen kennen. desweiteren es sind noch Plätze frei für die 3D Grundlagenschulung
auf vielfachen Wunsch bieten wir dieses Jahr wieder eine Updateschulung an, lernen Sie Neuerungen in MegaCAD 2015 am 20.03.2015 in Reimlingen kennen. desweiteren es sind noch Plätze frei für die 3D Grundlagenschulung
CNC Fertigung Drehen und Fräsen
 6. Auflage Juni 2016 Art. Nr. 2409 Inhaltsverzeichnis CNC Allgemein 7 Vorschriften zur Arbeitssicherheit 9 Positionserfassung 11 CNC Technik 13 Arbeitsvorbereitung (AVOR) 19 Grundlagen der Programmierung
6. Auflage Juni 2016 Art. Nr. 2409 Inhaltsverzeichnis CNC Allgemein 7 Vorschriften zur Arbeitssicherheit 9 Positionserfassung 11 CNC Technik 13 Arbeitsvorbereitung (AVOR) 19 Grundlagen der Programmierung
Bedienungsanleitung 2D Fräse
 Bedienungsanleitung 2D Fräse Teil 1 Grundlagen und Vorbereitung 1. 2D Fräsen - Überblick Materialien Kunststoffe Bsp.: Acrylglas GS bis max. 10mm Polystyrol bis max. 5mm PE - Folien bis max. 2mm Holzwerkstoffe
Bedienungsanleitung 2D Fräse Teil 1 Grundlagen und Vorbereitung 1. 2D Fräsen - Überblick Materialien Kunststoffe Bsp.: Acrylglas GS bis max. 10mm Polystyrol bis max. 5mm PE - Folien bis max. 2mm Holzwerkstoffe
Herstellung Karlsruher Pyramide
 Herstellung Karlsruher Pyramide Pyramide, gefertigt von der HWK Karlsruhe Seit fast zweihundert Jahren ziert eine kleine Pyramide den Markplatz von Karlsruhe und dient dem Stadtgründer Markgraf Karl Wilhelm
Herstellung Karlsruher Pyramide Pyramide, gefertigt von der HWK Karlsruhe Seit fast zweihundert Jahren ziert eine kleine Pyramide den Markplatz von Karlsruhe und dient dem Stadtgründer Markgraf Karl Wilhelm
Print Size A5 2nd Basic Version - DE 140213YE. Begleitmanual zur praktischen Einführung. How to CNC
 Print Size A5 2nd Basic Version - DE 140213YE Begleitmanual zur praktischen Einführung How to CNC - Maschinenübersicht: 3 Achsen - Materialdimensionen - Fräsertypen - Zwei Durchgänge: Schruppen > Schlichten
Print Size A5 2nd Basic Version - DE 140213YE Begleitmanual zur praktischen Einführung How to CNC - Maschinenübersicht: 3 Achsen - Materialdimensionen - Fräsertypen - Zwei Durchgänge: Schruppen > Schlichten
Benutzer-Handbuch. Februar 2001 TNC 124
 Benutzer-Handbuch Februar 21 TNC 124 Der TNC-Leitfaden: Von der Werkstück-Zeichnung zur programmgesteuerten Bearbeitung Schritt Aufgabe TNC- ab Seite Betriebsart Vorbereitung 1 Werkzeuge auswählen 2 Werkstück-Nullpunkt
Benutzer-Handbuch Februar 21 TNC 124 Der TNC-Leitfaden: Von der Werkstück-Zeichnung zur programmgesteuerten Bearbeitung Schritt Aufgabe TNC- ab Seite Betriebsart Vorbereitung 1 Werkzeuge auswählen 2 Werkstück-Nullpunkt
Erste Schritte. FILOU-NC12 Tutorial
 Erste Schritte In diesem Tutorial werden meist die Default-Werte verwendet. Je nach Material, Werkzeug, Maschine usw. können Sie andere Werte einstellen. FILOU Software GmbH 1 Nullpunkt setzen Wechseln
Erste Schritte In diesem Tutorial werden meist die Default-Werte verwendet. Je nach Material, Werkzeug, Maschine usw. können Sie andere Werte einstellen. FILOU Software GmbH 1 Nullpunkt setzen Wechseln
P70. intelligent. flexibel. kraftvoll. genau. schnell. Vorschub-Einheit P70. Die innovative. Vorschub-Einheit. mit eigenem Antriebssystem
 intelligent P70 Vorschub-Einheit flexibel kraftvoll 399 00 185 20-10-07/98-2- genau schnell P70 Die innovative Vorschub-Einheit mit eigenem Antriebssystem P70 Vorschubeinheit Ventilsitzbearbeitung Werkzeugausrüstung
intelligent P70 Vorschub-Einheit flexibel kraftvoll 399 00 185 20-10-07/98-2- genau schnell P70 Die innovative Vorschub-Einheit mit eigenem Antriebssystem P70 Vorschubeinheit Ventilsitzbearbeitung Werkzeugausrüstung
AMU, maskin og værktøj CNC Fräse Technik Bediener Kursusnummer 45191
 CNC Fräse Technik Bediener Kursusnummer 45191 Ausarbeitung von EUCSYD. 1 INHALTSVERZEICHNIS KURSUS INFORMATION... 3 PROGRAMMIERUNGS ÜBERSICHT DREHEN UND FRÄSEN... 4 G-FUNKTIONEN... 4 G-FUNKTIONEN... 5
CNC Fräse Technik Bediener Kursusnummer 45191 Ausarbeitung von EUCSYD. 1 INHALTSVERZEICHNIS KURSUS INFORMATION... 3 PROGRAMMIERUNGS ÜBERSICHT DREHEN UND FRÄSEN... 4 G-FUNKTIONEN... 4 G-FUNKTIONEN... 5
CNC, CAD/CAM WIR MACHEN SIE ZU PROFIS!
 CNC, CAD/CAM WIR MACHEN SIE ZU PROFIS! CNC, CAD/CAM Modulübersicht Die Module sind Bestandteil der Lehrlingsausbildung und deren Inhalte mit dem aktuellen Bundesgesetzblatt II 17.9.1999 abgestimmt. Eine
CNC, CAD/CAM WIR MACHEN SIE ZU PROFIS! CNC, CAD/CAM Modulübersicht Die Module sind Bestandteil der Lehrlingsausbildung und deren Inhalte mit dem aktuellen Bundesgesetzblatt II 17.9.1999 abgestimmt. Eine
Gravurzyklus ShopMill und ShopTurn
 Gravurzyklus ShopMill und ShopTurn Gravurzyklus Die Jobshop Bedienoberflächen der SINUMERIK Steuerungen, ShopMill und ShopTurn, bieten für das Gravieren von Bauteilen einen vorgefertigten Gravurzyklus.
Gravurzyklus ShopMill und ShopTurn Gravurzyklus Die Jobshop Bedienoberflächen der SINUMERIK Steuerungen, ShopMill und ShopTurn, bieten für das Gravieren von Bauteilen einen vorgefertigten Gravurzyklus.
Neuigkeiten in Alphacam 2014 R2
 Neuigkeiten in Alphacam 2014 R2 Diese Dokumentation enthält eine allgemeine Übersicht von den Neuigkeiten in Alphacam 2014 R2 Die Version Alphacam 2014 R2 benötigt eine Lizenz ab März 2014. Inhaltsverzeichnis
Neuigkeiten in Alphacam 2014 R2 Diese Dokumentation enthält eine allgemeine Übersicht von den Neuigkeiten in Alphacam 2014 R2 Die Version Alphacam 2014 R2 benötigt eine Lizenz ab März 2014. Inhaltsverzeichnis
Benutzer-Handbuch HEIDENHAIN- Klartext-Dialog TNC 320. NC-Software 340 551-02
 Benutzer-Handbuch HEIDENHAIN- Klartext-Dialog TNC 320 NC-Software 340 551-02 Deutsch (de) 1/2007 Bedienelemente der Bildschirm-Einheit ad= 4^a h_ O Fad mv Æ^dFm ad= 4^a h «a 4^Fm " 4^amFm_ m= pv "hhaf
Benutzer-Handbuch HEIDENHAIN- Klartext-Dialog TNC 320 NC-Software 340 551-02 Deutsch (de) 1/2007 Bedienelemente der Bildschirm-Einheit ad= 4^a h_ O Fad mv Æ^dFm ad= 4^a h «a 4^Fm " 4^amFm_ m= pv "hhaf
CNC Funk- Fernbedienung Kurzanleitung
 Hylewicz CNC-Technik CNC Funk- Fernbedienung Erstellt am: Geändert am: der Tastenfunktionen Kurzbeschreibung Die Funkfernbedienung ist dazu geeignet, alle cnc-gesteuerten Maschinen die mit verschiedenen
Hylewicz CNC-Technik CNC Funk- Fernbedienung Erstellt am: Geändert am: der Tastenfunktionen Kurzbeschreibung Die Funkfernbedienung ist dazu geeignet, alle cnc-gesteuerten Maschinen die mit verschiedenen
Dokumentation Nutenfräsen
 Dokumentation Nutenfräsen Dokumentation für Version V1.0, Oberfläche HMI mit Zyklen zum Nutenfräsen Urheber: Hubert Kaltenbach, cnc-service.hk Thingstr. 5 70565 Stuttgart Homepage: www.cnc-teacher.de Email:
Dokumentation Nutenfräsen Dokumentation für Version V1.0, Oberfläche HMI mit Zyklen zum Nutenfräsen Urheber: Hubert Kaltenbach, cnc-service.hk Thingstr. 5 70565 Stuttgart Homepage: www.cnc-teacher.de Email:
Ein königliches Schachspiel aus Metall
 Ein königliches Schachspiel aus Metall Eine Beschreibung zur CNC-Fertigung von Schachfiguren aus Aluminium. Dies ist keine vereinfachte Lehrwerkstattübung, sondern wurde von einem klassischen Holzschach
Ein königliches Schachspiel aus Metall Eine Beschreibung zur CNC-Fertigung von Schachfiguren aus Aluminium. Dies ist keine vereinfachte Lehrwerkstattübung, sondern wurde von einem klassischen Holzschach
Weiterführende CNC-Programmierung an der Fräsmaschine mit der Steuerung Sinumerik 820D
 Weiterführende CNC-Programmierung an der Fräsmaschine mit der Steuerung Sinumerik 820D Um die Möglichkeiten der modernen Steuerung Sinumerik 840D aufzuzeigen, wird dieses an einem komplexeren Beispiel
Weiterführende CNC-Programmierung an der Fräsmaschine mit der Steuerung Sinumerik 820D Um die Möglichkeiten der modernen Steuerung Sinumerik 840D aufzuzeigen, wird dieses an einem komplexeren Beispiel
Was ist neu im Drehen und Fräsen?
 Was ist neu im Drehen und Fräsen? Viele praxisgerechte moderne Steuerungszyklen Programmierung mit Anfangs- und Öffnungswinkel sowie Längen und Radien Einfügen von Fasen und Radien als Übergangs- elemente
Was ist neu im Drehen und Fräsen? Viele praxisgerechte moderne Steuerungszyklen Programmierung mit Anfangs- und Öffnungswinkel sowie Längen und Radien Einfügen von Fasen und Radien als Übergangs- elemente
Fortbildungskatalog. Wissen vermitteln Know-how vertiefen
 Fortbildungskatalog 2016 Wissen vermitteln Know-how vertiefen 1 Kontakt GmbH Gildemeisterstraße 60 33689 Bielefeld Telefon +49 5205 74-2552 Telefax +49 5205 74-2554 fortbildung@vdw-nachwuchsstiftung.de
Fortbildungskatalog 2016 Wissen vermitteln Know-how vertiefen 1 Kontakt GmbH Gildemeisterstraße 60 33689 Bielefeld Telefon +49 5205 74-2552 Telefax +49 5205 74-2554 fortbildung@vdw-nachwuchsstiftung.de
320 I 350 I 360 I 380
 ABENE VHF Machines 320 I 350 I 360 I 380 Inhalt Abene VHF-320...4 Technische Informationen... 5 Abene VHF-350 BS...6 Technische Informationen... 7 Abene VHF-360 TI...8 Technische Informationen... 9 Standardausrüstung...
ABENE VHF Machines 320 I 350 I 360 I 380 Inhalt Abene VHF-320...4 Technische Informationen... 5 Abene VHF-350 BS...6 Technische Informationen... 7 Abene VHF-360 TI...8 Technische Informationen... 9 Standardausrüstung...
Achtung Achtung es sind noch Plätze frei für die 3D Grundlagenschulung am 08./09.07.2015
 Achtung Achtung es sind noch Plätze frei für die 3D Grundlagenschulung am 08./09.07.2015 MegaCAD Workshop im Theater Heidelberg Gräfin Maritza, Theater Osnabrück Termin: Donnerstag, 25.06.2015 Zeit: 14
Achtung Achtung es sind noch Plätze frei für die 3D Grundlagenschulung am 08./09.07.2015 MegaCAD Workshop im Theater Heidelberg Gräfin Maritza, Theater Osnabrück Termin: Donnerstag, 25.06.2015 Zeit: 14
FORMAX. Stahl für Vorrichtungen und Aufbauten
 Stahl für Vorrichtungen und Aufbauten Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten.
Stahl für Vorrichtungen und Aufbauten Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten.
NPA. Erweiterung der HSM90S-14-Linie. Produktinformation. Seite 1 / 7
 NPA Produktinformation Seite 1 / 7 Erweiterung der HSM90S-14-Linie Seite 2 / 7 ISCAR erweitert die erfolgreiche HELIALU HSM90S-14-Linie: Schaftfräser in den Durchmessern 32 und 40 mm Planfräser in den
NPA Produktinformation Seite 1 / 7 Erweiterung der HSM90S-14-Linie Seite 2 / 7 ISCAR erweitert die erfolgreiche HELIALU HSM90S-14-Linie: Schaftfräser in den Durchmessern 32 und 40 mm Planfräser in den
Erste Wahl zum Drehen von Guss bei hohen Geschwindigkeiten. Einsatzbereich: f = 0,1-0,7 mm/u, a p = 0,2-7,0 mm.
 -FF1 Geometrie für negative Wendeplatten. Zur Erzielung sehr hoher Oberflächengüte bei der Bearbeitung von Stahl und Rostfrei. Einsatzbereich: f = 0,08-0,30 mm/u, a p = 0,2-3,0 mm. -FF2 Geometrie für negative
-FF1 Geometrie für negative Wendeplatten. Zur Erzielung sehr hoher Oberflächengüte bei der Bearbeitung von Stahl und Rostfrei. Einsatzbereich: f = 0,08-0,30 mm/u, a p = 0,2-3,0 mm. -FF2 Geometrie für negative
es sind noch Plätze frei für die 2D Grundlagenschulung am 25./
 es sind noch Plätze frei für die 2D Grundlagenschulung am 25./26.02.2015 Das neue TREPCAD 2015 ist da TREPCAD 2015 beinhaltet zahlreiche neue Funktionen und Erweiterungen, die Ihre Konstruktion erheblich
es sind noch Plätze frei für die 2D Grundlagenschulung am 25./26.02.2015 Das neue TREPCAD 2015 ist da TREPCAD 2015 beinhaltet zahlreiche neue Funktionen und Erweiterungen, die Ihre Konstruktion erheblich
Die TNC 640 in Ihrer Prozesskette
 Die TNC 640 in Ihrer Prozesskette Die TNC 640 in Ihrer Prozesskette Die TNC 640 die High-End-Steuerung von HEIDENHAIN steht für höchste Produktivität und Genauigkeit bei einfachster Bedienung. Wirtschaftliches
Die TNC 640 in Ihrer Prozesskette Die TNC 640 in Ihrer Prozesskette Die TNC 640 die High-End-Steuerung von HEIDENHAIN steht für höchste Produktivität und Genauigkeit bei einfachster Bedienung. Wirtschaftliches
Dokumentation der von AKKON unterstützen
 Dokumentation der von AKKON unterstützen tzen G- und M-BefehleM Letzte Aktualisierung, 29. Dezember 2005 www.burger-web.com 2006 2005 Gerhard Burger Inhalt und Historie Diese Dokumentation enthält eine
Dokumentation der von AKKON unterstützen tzen G- und M-BefehleM Letzte Aktualisierung, 29. Dezember 2005 www.burger-web.com 2006 2005 Gerhard Burger Inhalt und Historie Diese Dokumentation enthält eine
Multimediales Modell des Zerspanprozesses 1
 Multimediales Modell des Zerspanprozesses 1 Dipl.-Ing. Jens Hoffmann Einleitung Entsprechend der Ausrichtung der Arbeitsgruppe PAZAT bildet die Lehre zu den spanenden Fertigungsverfahren einen wesentlichen
Multimediales Modell des Zerspanprozesses 1 Dipl.-Ing. Jens Hoffmann Einleitung Entsprechend der Ausrichtung der Arbeitsgruppe PAZAT bildet die Lehre zu den spanenden Fertigungsverfahren einen wesentlichen
Dies ist eine kurze Einführung in Simply CAM V1.55
 Simply CAM V1.55 Dies ist eine kurze Einführung in Simply CAM V1.55 Stand 1.00 Simly CAM ist ein G-Code Generator SimplyCAM kann aus DXF-Zeichnungen G-Code für verschiedene Pre-Prozessoren erzeugen (auch
Simply CAM V1.55 Dies ist eine kurze Einführung in Simply CAM V1.55 Stand 1.00 Simly CAM ist ein G-Code Generator SimplyCAM kann aus DXF-Zeichnungen G-Code für verschiedene Pre-Prozessoren erzeugen (auch
Staatliche Technikerschule Berlin
 Staatliche Technikerschule Berlin CNC-Programmsimulation mit Vericut Projektarbeit von: Reich, Christian Mohr, Thomas betreut durch: Dipl. Ing. Gisbert Fischer Fachrichtung Schwerpunkt : Maschinentechnik
Staatliche Technikerschule Berlin CNC-Programmsimulation mit Vericut Projektarbeit von: Reich, Christian Mohr, Thomas betreut durch: Dipl. Ing. Gisbert Fischer Fachrichtung Schwerpunkt : Maschinentechnik