TNC 410. NC-Software xx xx. Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog
|
|
|
- Kristina Kaiser
- vor 8 Jahren
- Abrufe
Transkript
1 TNC 410 NC-Software xx xx Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog Deutsch (de) 6/2001

2 Bedienelemente der TNC Bedienelemente der Bildschirm-Einheit Bildschirm-Aufteilung wählen Bildschirm zwischen Maschinen- Betriebsart und Programmier-Betriebsart umschalten Softkeys: Funktion im Bildschirm wählen Softkey-Leisten umschalten Bildschirm-Einstellungen ändern (nur BC 120) Alpha-Tastatur: Buchstaben und Zeichen eingeben Q W E R T Y Datei-Namen Kommentare G F S T M DIN/ISO- Programme Bahnbewegungen programmieren APPR DEP L CR CT CC C CHF RND Kontur anfahren/verlassen Freie Konturprogrammierung FK Gerade Kreismittelpunkt/Pol für Polarkoordinaten Kreisbahn um Kreismittelpunkt Kreisbahn mit Radius Kreisbahn mit tangentialem Anschluß Fase Ecken-Runden Angaben zu Werkzeugen TOOL DEF TOOL CALL Werkzeug-Länge und -Radius eingeben und aufrufen Maschinen-Betriebsarten wählen Manueller Betrieb El. Handrad Positionieren mit Handeingabe Programmlauf Einzelsatz Programmlauf Satzfolge Programmier-Betriebsarten wählen Programm Einspeichern/Editieren Programm -Test Programme/Dateien verwalten, TNC-Funktionen PGM Programme/Dateien wählen und löschen MGT Externe Datenübertragung PGM CALL MOD HELP CALC Programmaufruf in ein Programm eingeben MOD-Funktion wählen Hilfe-Funktion wählen Reserviert Hellfeld verschieben und Sätze, Zyklen und Parameter-Funktionen direkt wählen GOTO Hellfeld verschieben Sätze, Zyklen und Parameter-Funktionen direkt wählen Override Drehknöpfe für Vorschub/Spindeldrehzahl Zyklen, Unterprogramme und Programmteil- Wiederholungen CYCL DEF LBL SET STOP TOUCH PROBE CYCL CALL LBL CALL Zyklen definieren und aufrufen Unterprogramme und Programmteil- Wiederholungen eingeben und aufrufen Programm-Halt in ein Programm eingeben Tastsystem-Funktionen in ein Programm eingeben Koordinatenachsen und Ziffern eingeben, Editieren Koordinatenachsen wählen bzw. ins... V Programm eingeben Ziffern + / Dezimal-Punkt Vorzeichen umkehren P Polarkoordinaten Eingabe Q NO ENT END CE Inkremental-Werte Q-Parameter Ist-Position-übernehmen Dialogfragen übergehen und Wörter löschen ENT Eingabe abschließen und Dialog fortsetzen Satz abschließen Zahlenwert-Eingaben rücksetzen oder TNC Fehlermeldung löschen F % S % DEL Dialog abbrechen, Programmteil löschen

3
4 TNC-Typ, Software und Funktionen Dieses Handbuch beschreibt Funktionen, die in den TNCs mit folgender NC-Software-Nummer verfügbar sind. Inhalt TNC-Typ TNC 410 TNC 410 NC-Software-Nr xx xx Der Maschinenhersteller paßt den nutzbaren Leistungsumfang der TNC über Maschinen-Parameter an die jeweilige Maschine an. Daher sind in diesem Handbuch auch Funktionen beschrieben, die nicht in jeder TNC verfügbar sind. TNC-Funktionen, die nicht an allen Maschinen zur Verfügung stehen, sind beispielsweise: Antastfunktion für das 3D-Tastsystem Digitalisieren-Option Werkzeug-Vermessung mit dem TT 120 Gewindebohren ohne Ausgleichfutter Setzen Sie sich bitte mit dem Maschinenhersteller in Verbindung, um die individuelle Unterstützung der angesteuerten Maschine kennenzulernen. Viele Maschinenhersteller und HEIDENHAIN bieten für die TNCs Programmier-Kurse an. Die Teilnahme an solchen Kursen ist empfehlenswert, um sich intensiv mit den TNC- Funktionen vertraut zu machen. Vorgesehener Einsatzort Die TNC entspricht der Klasse A nach EN und ist hauptsächlich für den Betrieb in Industriegebieten vorgesehen. HEIDENHAIN TNC 410 I

5 II Inhalt

6 Inhalt Einführung Handbetrieb und Einrichten Positionieren mit Handeingabe Programmieren: Grundlagen Datei- Verwaltung, Programmierhilfen Programmieren: Werkzeuge Programmieren: Konturen programmieren Programmieren: Zusatz-Funktionen Programmieren: Zyklen Programmieren: Unterprogramme und Programmteil-Wiederholungen Programmieren: Q-Parameter Programm-Test und Programmlauf 3D-Tastsysteme Digitalisieren MOD-Funktionen Tabellen und Übersichten HEIDENHAIN TNC 410 III

7 Inhalt 1 EINFÜHRUNG Die TNC Bildschirm und Bedienfeld Betriebsarten Status-Anzeigen Zubehör: 3D-Tastsysteme und elektronische Handräder von HEIDENHAIN HANDBETRIEB UND EINRICHTEN Einschalten Verfahren der Maschinenachsen Spindeldrehzahl S, Vorschub F und Zusatzfunktion M Bezugspunkt-Setzen (ohne 3D-Tastsystem) POSITIONIEREN MIT HANDEINGABE Einfache Positioniersätze programmieren und abarbeiten PROGRAMMIEREN: GRUNDLAGEN, DATEI-VERWALTUNG, PROGRAMMIERHILFEN Grundlagen Datei-Verwaltung Programme eröffnen und eingeben Programmier-Grafik Kommentare einfügen Hilfe-Funktion PROGRAMMIEREN: WERKZEUGE Werkzeugbezogene Eingaben Werkzeug-Daten Werkzeug-Korrektur Werkzeug-Vermessung mit dem TT IV Inhalt

8 6 PROGRAMMIEREN: KONTUREN PROGRAMMIEREN Übersicht: Werkzeug-Bewegungen Grundlagen zu den Bahnfunktionen Kontur anfahren und verlassen Übersicht: Bahnformen zum Anfahren und Verlassen der Kontur Wichtige Positionen beim An- und Wegfahren Anfahren auf einer Geraden mit tangentialem Anschluß: APPR LT Anfahren auf einer Geraden senkrecht zum ersten Konturpunkt: APPR LN Anfahren auf einer Kreisbahn mit tangentialem Anschluß: APPR CT Anfahren auf einer Kreisbahn mit tangentialem Anschluß an die Kontur und Geradenstück: APPR LCT Wegfahren auf einer Geraden mit tangentialem Anschluß: DEP LT Wegfahren auf einer Geraden senkrecht zum letzten Konturpunkt: DEP LN Wegfahren auf einer Kreisbahn mit tangentialem Anschluß: DEP CT Wegfahren auf einer Kreisbahn mit tangentialem Anschluß an Kontur und Geradenstück: DEP LCT Bahnbewegungen rechtwinklige Koordinaten Übersicht der Bahnfunktionen Gerade L Fase CHF zwischen zwei Geraden einfügen Kreismittelpunkt CC Kreisbahn C um Kreismittelpunkt CC Kreisbahn CR mit festgelegtem Radius Kreisbahn CT mit tangentialem Anschluß Ecken-Runden RND Beispiel: Geradenbewegung und Fasen kartesisch Beispiel: Kreisbewegungen kartesisch Beispiel: Vollkreis kartesisch Bahnbewegungen Polarkoordinaten Polarkoordinaten-Ursprung: Pol CC Gerade LP Kreisbahn CP um Pol CC Kreisbahn CTP mit tangentialem Anschluß Schraubenlinie (Helix) Beispiel: Geradenbewegung polar Beispiel: Helix Inhalt HEIDENHAIN TNC 410 V

9 Inhalt 6.6 Bahnbewegungen Freie Kontur-Programmierung FK Grundlagen Grafik der FK-Programmierung FK-Dialog eröffnen Geraden frei programmieren Kreisbahnen frei programmieren Hilfspunkte Relativ-Bezüge Geschlossene Konturen Beispiel: FK-Programmierung Beispiel: FK-Programmierung Beispiel: FK-Programmierung PROGRAMMIEREN: ZUSATZ-FUNKTIONEN Zusatz-Funktionen M und STOP eingeben Zusatz-Funktionen für Programmlauf-Kontrolle, Spindel und Kühlmittel Zusatz-Funktionen für Koordinatenangaben Zusatz-Funktionen für das Bahnverhalten Ecken verschleifen: M Konturübergänge zwischen beliebigen Konturelementen einfügen: M Konturfilter: M Kleine Konturstufen bearbeiten: M Offene Konturecken vollständig bearbeiten: M Vorschubfaktor für Eintauchbewegungen: M Konstante Vorschubgeschwindigkeit an der Werkzeug-Schneide: M109/M110/M Radiuskorrigierte Kontur vorausberechnen (LOOK AHEAD): M Zusatz-Funktionen für Drehachsen Drehachsen wegoptimiert fahren: M Anzeige der Drehachse auf Wert unter 360 reduzieren: M VI Inhalt

10 8 PROGRAMMIEREN: ZYKLEN Allgemeines zu den Zyklen Punkte-Tabellen Punkte-Tabelle eingeben Punkte-Tabellen im Programm wählen Zyklus in Verbindung mit Punkte-Tabellen aufrufen Bohrzyklen TIEFBOHREN (Zyklus 1) BOHREN (Zyklus 200) REIBEN (Zyklus 201) AUSDREHEN (Zyklus 202) UNIVERSAL-BOHREN (Zyklus 203) RUECKWAERTS-SENKEN (Zyklus 204) GEWINDEBOHREN mit Ausgleichsfutter (Zyklus 2) GEWINDEBOHREN ohne Ausgleichsfutter GS (Zyklus 17) Beispiel: Bohrzyklen Beispiel: Bohrzyklen Beispiel: Bohrzyklen in Verbindung mit Punkte-Tabellen Zyklen zum Fräsen von Taschen, Zapfen und Nuten TASCHENFRAESEN (Zyklus 4) TASCHE SCHLICHTEN (Zyklus 212) ZAPFEN SCHLICHTEN (Zyklus 213) KREISTASCHE (Zyklus 5) KREISTASCHE SCHLICHTEN (Zyklus 214) KREISZAPFEN SCHLICHTEN (Zyklus 215) NUTENFRAESEN (Zyklus 3) NUT (Langloch) mit pendelndem Eintauchen (Zyklus 210) RUNDE NUT (Langloch) mit pendelndem Eintauchen (Zyklus 211) Beispiel: Tasche, Zapfen und Nuten fräsen Beispiel: Rechteck-Tasche schruppen und schlichten in Verbindung mit Punkte-Tabellen Zyklen zum Herstellen von Punktemustern PUNKTEMUSTER AUF KREIS (Zyklus 220) PUNKTEMUSTER AUF LINIEN (Zyklus 221) Beispiel: Lochkreise Inhalt HEIDENHAIN TNC 410 VII

11 Inhalt 8.6 SL-Zyklen KONTUR (Zyklus 14) Überlagerte Konturen VORBOHREN (Zyklus 15) AUSRAEUMEN (Zyklus 6) KONTURFRAESEN (Zyklus 16) Beispiel: Tasche ausräumen Beispiel: Überlagerte Konturen vorbohren, schruppen, schlichten Zyklen zum Abzeilen ABZEILEN (Zyklus 230) REGELFLAECHE (Zyklus 231) Beispiel: Abzeilen Zyklen zur Koordinaten-Umrechnung NULLPUNKT-Verschiebung (Zyklus 7) NULLPUNKT-Verschiebung mit Nullpunkt-Tabellen (Zyklus 7) SPIEGELN (Zyklus 8) DREHUNG (Zyklus 10) MASSFAKTOR (Zyklus 11) MASSFAKTOR ACHSSP. (Zyklus 26) Beispiel: Koordinaten-Umrechnungszyklen Sonder-Zyklen VERWEILZEIT (Zyklus 9) PROGRAMM-AUFRUF (Zyklus 12) SPINDEL-ORIENTIERUNG (Zyklus 13) PROGRAMMIEREN: UNTERPROGRAMME UND PROGRAMMTEIL-WIEDERHOLUNGEN Unterprogramme und Programmteil-Wiederholungen kennzeichnen Unterprogramme Programmteil-Wiederholungen Beliebiges Programm als Unterprogramm Verschachtelungen Unterprogramm im Unterprogramm Programmteil-Wiederholungen wiederholen Unterprogramm wiederholen Programmier-Beispiele Beispiel: Konturfräsen in mehreren Zustellungen Beispiel: Bohrungsgruppen Beispiel: Bohrungsgruppen mit mehreren Werkzeugen VIII Inhalt
... 186 MASSFAKTOR ACHSSP. (Zyklus 26)... 187 Beispiel: Koordinaten-Umrechnungszyklen... 188 8.9 Sonder-Zyklen... 190 VERWEILZEIT (Zyklus 9).")
12 10 PROGRAMMIEREN: Q-PARAMETER Prinzip und Funktionsübersicht Teilefamilien Q-Parameter statt Zahlenwerte Konturen durch mathematische Funktionen beschreiben Winkelfunktionen (Trigonometrie) Wenn/dann-Entscheidungen mit Q-Parametern Q-Parameter kontrollieren und ändern Zusätzliche Funktionen Formel direkt eingeben Vorbelegte Q-Parameter Programmier-Beispiele Beispiel: Ellipse Beispiel: Zylinder konkav mit Radiusfräser Beispiel: Kugel konvex mit Schaftfräser Inhalt 11 PROGRAMM-TEST UND PROGRAMMLAUF Grafiken Programm-Test Programmlauf Blockweises Übertragen: Lange Programme ausführen Sätze überspringen Wahlweiser Programmlauf-Halt D-TASTSYSTEME Antastzyklen in den Betriebsarten Manueller Betrieb und El. Handrad Bezugspunkt-Setzen mit 3D-Tastsystemen Werkstücke vermessen mit 3D-Tastsystemen DIGITALISIEREN Digitalisieren mit schaltendem Tastsystem (Option) Digitalisier-Zyklen programmieren Mäanderförmig Digitalisieren Höhenlinien digitalisieren Digitalisierdaten in einem Bearbeitungs-Programm verwenden HEIDENHAIN TNC 410 I

13 Inhalt 14 MOD-FUNKTIONEN MOD-Funktionen wählen, ändern und verlassen System-Informationen Schlüssel-Zahl eingeben Datenschnittstelle einrichten Maschinenspezifische Anwender-parameter Positions-Anzeige wählen Maßsystem wählen Programmiersprache wählen Verfahrbereichs-Begrenzungen eingeben HILFE-Funktion ausführen TABELLEN UND ÜBERSICHTEN Allgemeine Anwender-Parameter Eingabemöglichkeiten für Maschinen-Parameter Allgemeine Anwender-Parameter anwählen Externe Datenübertragung D-Tastsysteme und Digitalisieren TNC-Anzeigen, TNC-Editor Bearbeitung und Programmlauf Elektronische Handräder Steckerbelegung und Anschlußkabel für die Datenschnittstelle Technische Information Die TNC-Charakteristik Programmierbare Funktionen TNC-Daten TNC-Fehlermeldungen TNC-Fehlermeldungen beim Programmieren TNC-Fehlermeldungen beim Programm-Test und Programmlauf TNC-Fehlermeldungen beim Digitalisieren Puffer-Batterie wechseln Inhalt

14 Einführung 1
15 1.1 Die TNC Die TNC 410 HEIDENHAIN TNCs sind werkstattgerechte Bahnsteuerungen, mit denen Sie herkömmliche Fräs- und Bohrbearbeitungen direkt an der Maschine im leicht verständlichen Klartext-Dialog programmieren. Sie sind für den Einsatz an Fräs- und Bohrmaschinen sowie Bearbeitungszentren mit bis zu 4 Achsen ausgelegt. Zusätzlich können Sie die Winkelposition der Spindel programmiert einstellen. Bedienfeld und Bildschirmdarstellung sind übersichtlich gestaltet, so daß Sie alle Funktionen schnell und einfach erreichen können. Programmierung: HEIDENHAIN Klartext-Dialog und DIN/ISO Besonders einfach ist die Programm-Erstellung im benutzerfreundlichen HEIDENHAIN-Klartext-Dialog. Eine Programmier-Grafik stellt die einzelnen Bearbeitungs-Schritte während der Programmeingabe dar. Zusätzlich hilft die Freie Kontur-Programmierung FK, wenn einmal keine NC-gerechte Zeichnung vorliegt. Die grafische Simulation der Werkstückbearbeitung ist während des Programm-Tests möglich. Zusätzlich können Sie die TNCs auch nach DIN/ISO oder im DNC- Betrieb programmieren. Ein Programm läßt sich auch dann eingeben, während ein anderes Programm gerade eine Werkstückbearbeitung ausführt. Kompatibilität Die TNC kann alle Bearbeitungs-Programme ausführen, die an HEIDENHAIN-Bahnsteuerungen ab der TNC 150 B erstellt wurden. 2 1 Einführung

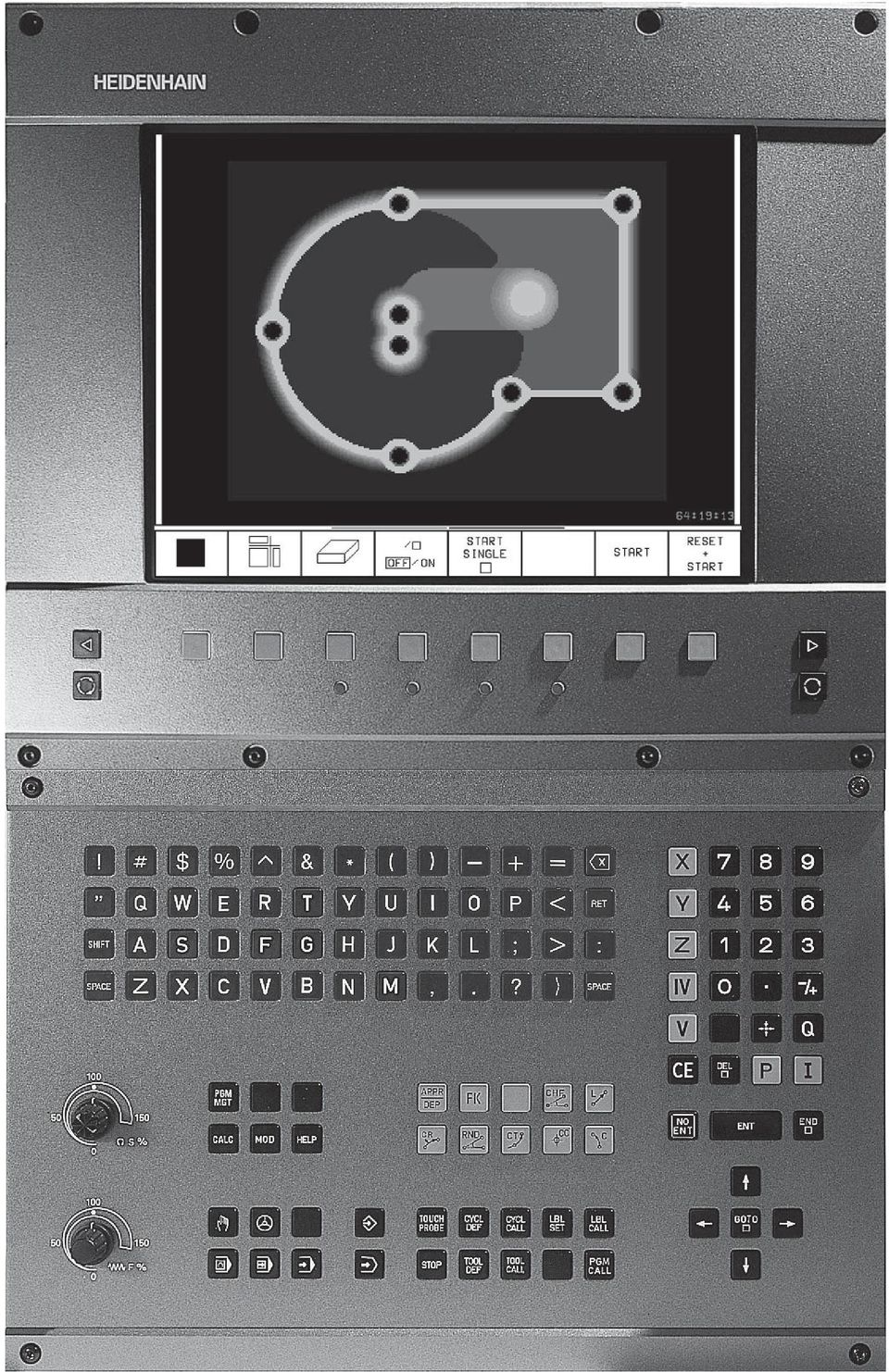
16 1.2 Bildschirm und Bedienfeld Bildschirm Die TNC ist wahlweise lieferbar mit dem Farb-Bildschirm BC 120 (CRT) oder dem Farb-Flachbildschirm BF 120 (TFT). Die Abbildung rechts oben zeigt die Bedienelemente des BC 120, die Abbildung rechts Mitte zeigt die Bedienelemente des BF 120: Kopfzeile Bei eingeschalteter TNC zeigt der Bildschirm in der Kopfzeile die angewählten Betriebsarten an Softkeys In der Fußzeile zeigt die TNC weitere Funktionen in einer Softkey- Leiste an. Diese Funktionen wählen Sie über die darunterliegenden Tasten. Zur Orientierung zeigen schmale Balken direkt über der Softkey-Leiste die Anzahl der Softkey-Leisten an, die sich mit den außen angeordneten schwarzen Pfeil-Tasten wählen lassen. Die aktive Softkey-Leiste wird als aufgehellter Balken dargestellt. Softkey-Wahltasten Softkey-Leisten umschalten Festlegen der Bildschirm-Aufteilung Bildschirm-Umschalttaste für Maschinen- und Programmier- Betriebsarten Zusätzliche Tasten für BC 120 Bildschirm entmagnetisieren; Hauptmenü zur Bildschirm-Einstellung verlassen Hauptmenü zur Bildschirm-Einstellung wählen; Im Hauptmenü: Hellfeld nach unten verschieben Im Untermenü: Wert verkleinern Bild nach links bzw. nach unten verschieben Im Hauptmenü: Im Untermenü: Hellfeld nach oben verschieben Wert vergrößern Bild nach rechts bzw. nach oben verschieben 10 Im Hauptmenü: Untermenü wählen Im Untermenü: Untermenü verlassen Bildschirm-Einstellungen: Siehe nächste Seite Bildschirm und Bedienfeld HEIDENHAIN TNC 410 3

17 1.2 Bildschirm und Bedienfeld Hauptmenü-Dialog BRIGHTNESS CONTRAST H-POSITION H-SIZE V-POSITION V-SIZE SIDE-PIN TRAPEZOID ROTATION COLOR TEMP R-GAIN B-GAIN RECALL Funktion Helligkeit ändern Kontrast ändern Horizontale Bildposition ändern Bildbreite ändern Vertikale Bildposition ändern Bildhöhe ändern Faßförmige Verzerrung korrigieren Trapezförmige Verzerrung korrigieren Bildschieflage korrigieren Farbtemperatur ändern Farbeinstellung Rot ändern Farbeinstellung Blau ändern Keine Funktion Der BC 120 ist gegen magnetische oder elektromagnetische Einstreuungen empfindlich. Lage und Geometrie des Bildes können dadurch beeinträchtigt werden. Wechselfelder führen zu einer periodischen Verlagerung des Bildes oder zu einer Bildverzerrung. Bildschirm-Aufteilung Der Benutzer wählt die Aufteilung des Bildschirms: So kann die TNC z.b. in der Betriebsart PROGRAMM EINSPEICHERN/EDITIEREN das Programm im linken Fenster anzeigen, während das rechte Fenster gleichzeitig z.b. eine Programmier-Grafik darstellt. Alternativ läßt sich im rechten Fenster auch ein Hilfsbild bei der Zyklus-Definition anzeigen oder ausschließlich das Programm in einem großen Fenster. Welche Fenster die TNC anzeigen kann, hängt von der gewählten Betriebsart ab. Bildschirm-Aufteilung ändern: < Bildschirm-Umschalttaste drücken: Die Softkey- Leiste zeigt die möglichen Bildschirm-Aufteilungen an Bildschirm-Aufteilung mit Softkey wählen 4 1 Einführung

18 Bedienfeld Die Abbildung rechts zeigt die Tasten des Bedienfelds, die nach ihrer Funktion gruppiert sind: Alpha-Tastatur für Texteingaben, Dateinamen und DIN/ISO-Programmierungen Datei-Verwaltung, MOD-Funktion, HELP-Funktion Programmier-Betriebsarten Maschinen-Betriebsarten Eröffnen der Programmier-Dialoge Pfeil-Tasten und Sprunganweisung GOTO Zahleneingabe und Achswahl Die Funktionen der einzelnen Tasten sind auf der ersten Ausklappseite zusammengefaßt. Externe Tasten, wie z.b. NC-START, sind im Maschinenhandbuch beschrieben. 1.3 Betriebsarten 1.3 Betriebsarten Für die unterschiedlichen Funktionen und Arbeitsschritte, die zur Werkstückerstellung erforderlich sind, verfügt die TNC über folgende Betriebsarten: Manueller Betrieb und El. Handrad Das Einrichten der Maschinen geschieht im Manuellen Betrieb. In dieser Betriebsart lassen sich die Maschinenachsen manuell oder schrittweise positionieren und die Bezugspunkte setzen. Die Betriebsart El. Handrad unterstützt das manuelle Verfahren der Maschinenachsen mit einem elektronischen Handrad HR. Softkeys zur Bildschirm-Aufteilung Es stehen die gleichen Auswahlmöglichkeiten wie in der Betriebsart Positionieren mit Handeingabe zur Verfügung. Die TNC zeigt im geteilten Bildschirm immer links die Positionen an. HEIDENHAIN TNC 410 5

19 1.3 Betriebsarten Positionieren mit Handeingabe In dieser Betriebsart lassen sich einfache Verfahrbewegungen programmieren, z.b. um planzufräsen oder vorzupositionieren. Softkeys zur Bildschirm-Aufteilung Fenster Programm links: Programm, rechts: Allgemeine Programm- Informationen Softkey links: Programm, rechts: Positionen und Koordinaten links: Programm, rechts: Informationen zu Werkzeugen links: Programm, rechts: Koordinaten- Umrechnungen Programm-Einspeichern/Editieren Ihre Bearbeitungs-Programme erstellen Sie in dieser Betriebsart. Vielseitige Unterstützung und Ergänzung beim Programmieren bieten die Freie Kontur-Programmierung, die verschiedenen Zyklen und die Q- Parameter-Funktionen. Auf Wunsch zeigt die Programmier-Grafik die einzelnen Schritte an. Softkeys zur Bildschirm-Aufteilung Fenster Softkey Programm links: Programm, rechts: Hilfsbild bei der Zyklus- Programmierung links: Programm, rechts: Programmier-Grafik Programmier-Grafik 6 1 Einführung

20 Programm-Test Die TNC simuliert Programme und Programmteile in der Betriebsart Programm-Test, um z.b. geometrische Unverträglichkeiten, fehlende oder falsche Angaben im Programm und Verletzungen des Arbeitsraumes herauszufinden. Die Simulation wird grafisch mit verschiedenen Ansichten unterstützt. Softkeys zur Bildschirm-Aufteilung Fenster Softkey 1.3 Betriebsarten Programm Test-Grafik links: Programm, rechts: Test-Grafik links: Programm, rechts: Allgemeine Programm- Informationen links: Programm, rechts: Positionen und Koordinaten links: Programm, rechts: Informationen zu Werkzeugen links: Programm, rechts: Koordinaten- Umrechnungen HEIDENHAIN TNC 410 7

21 1.3 Betriebsarten Programmlauf Satzfolge und Programmlauf Einzelsatz In Programmlauf Satzfolge führt die TNC ein Programm bis zum Programm-Ende oder zu einer manuellen bzw. programmierten Unterbrechung aus. Nach einer Unterbrechung können Sie den Programmlauf wieder aufnehmen. In Programmlauf Einzelsatz starten Sie jeden Satz mit der externen START-Taste einzeln. Softkeys zur Bildschirm-Aufteilung Fenster Softkey Programm links: Programm, rechts: Allgemeine Programm- Informationen links: Programm, rechts: Positionen und Koordinaten links: Programm, rechts: Informationen zu Werkzeugen links: Programm, rechts: Koordinaten- Umrechnungen links: Programm, rechts: Werkzeug-Vermessung 8 1 Einführung
22 1.4 Status-Anzeigen Allgemeine Status-Anzeige Die Status-Anzeige informiert Sie über den aktuellen Zustand der Maschine. Sie erscheint automatisch in allen Betriebsarten. In den Betriebsarten Manueller Betrieb und El. Handrad und Positionieren mit Handeingabe erscheint die Positions-Anzeige im großen Fenster. Informationen der Status-Anzeige Symbol Bedeutung 1.4 Status-Anzeigen IST Ist- oder Soll-Koordinaten der aktuellen Position Y Z Maschinenachsen S F M Drehzahl S, Vorschub F und wirksame Zusatzfunktion M Programmlauf ist gestartet Achse ist geklemmt Achsen werden unter Berücksichtigung der Grunddrehung verfahren Zusätzliche Status-Anzeigen Die zusätzlichen Status-Anzeigen geben detaillierte Informationen zum Programm-Ablauf. Sie lassen sich in allen Betriebsarten aufrufen, mit Ausnahme von Programm-Einspeichern/Editieren. Zusätzliche Status-Anzeige einschalten < Softkey-Leiste für die Bildschirm-Aufteilung aufrufen Bildschirmdarstellung mit zusätzlicher Status- Anzeige wählen, z.b. Positionen und Koordinaten HEIDENHAIN TNC 410 9
23 1.4 Status-Anzeigen Nachfolgend sind verschiedene zusätzliche Status-Anzeigen beschrieben, die Sie wie zuvor beschrieben wählen können: Allgemeine Programm-Informationen Hauptprogramm-Name Aufgerufene Programme Aktiver Bearbeitungs-Zyklus Kreismittelpunkt CC (Pol) Zähler für Verweilzeit Aktive Programmteil-Wiederholung/ Zähler für aktuelle Programmteil-Wiederholung (5/3: 5 Wiederholungen programmiert, noch 3 auszuführen) Bearbeitungszeit Positionen und Koordinaten Positionsanzeige Art der Positionsanzeige, z.b. Ist-Positionen Winkel der Grunddrehung 10 1 Einführung
24 Informationen zu den Werkzeugen Anzeige T: Werkzeug-Nummer und -Name Anzeige RT: Nummer und Name eines Schwester-Werkzeugs Werkzeugachse Werkzeug-Länge und -Radien Aufmaße (Delta-Werte) aus dem TOOL CALL (PGM) und der Werkzeug-Tabelle (TAB) Standzeit, maximale Standzeit (TIME 1) und maximale Standzeit bei TOOL CALL (TIME 2) Anzeige des aktiven Werkzeugs und des (nächsten) Schwester- Werkzeugs Koordinaten-Umrechnungen Hauptprogramm-Name Aktive Nullpunkt-Verschiebung (Zyklus 7) Aktiver Drehwinkel (Zyklus 10) Gespiegelte Achsen (Zyklus 8) Aktiver Maßfaktor (Zyklus 11 oder Zyklus 26) Siehe 8.8 Zyklen zur Koordinaten-Umrechnung Status-Anzeigen Werkzeug-Vermessung Nummer des Werkzeugs, das vermessen wird Anzeige, ob Werkzeug-Radius oder -Länge vermessen wird MIN- und MA-Wert Einzelschneiden-Vermessung und Ergebnis der Messung mit rotierendem Werkzeug (DYN) Nummer der Werkzeug-Schneide mit zugehörigem Meßwert Der Stern hinter dem Meßwert zeigt an, daß die Toleranz aus der Werkzeug-Tabelle überschritten wurde HEIDENHAIN TNC
25 1.5 Zubehör: 3D-Tastsysteme und elektronische Handräder von HEIDENHAIN 1.5 Zubehör: 3D-Tastsysteme und elektronische Handräder von HEIDENHAIN 3D-Tastsysteme Mit den verschiedenen 3D-Tastsystemen von HEIDENHAIN können Sie Werkstücke automatisch ausrichten Schnell und genau Bezugspunkte setzen Messungen am Werkstück während des Programmlaufs ausführen 3D-Formen digitalisieren (Option) sowie Werkzeuge vermessen und prüfen Die schaltenden Tastsysteme TS 220 und TS 630 Diese Tastsysteme eignen sich besonders gut zum automatischen Werkstück-Ausrichten, Bezugspunkt-Setzen, für Messungen am Werkstück und zum Digitalisieren. Das TS 220 überträgt die Schaltsignale über ein Kabel und ist zudem eine kostengünstige Alternative, wenn Sie gelegentlich digitalisieren müssen. Speziell für Maschinen mit Werkzeugwechsler eignet sich das TS 630, das die Schaltsignale via Infrarot-Strecke kabellos überträgt. Das Funktionsprinzip: In den schaltenden Tastsystemen von HEIDENHAIN registriert ein verschleißfreier optischer Schalter die Auslenkung des Taststifts. Das erzeugte Signal veranlaßt, den Istwert der aktuellen Tastsystem-Position zu speichern. Beim Digitalisieren erstellt die TNC aus einer Serie von so erzeugten Positionswerten ein Programm mit Linear-Sätzen im HEIDENHAIN- Format. Dieses Programm läßt sich dann auf einem PC mit der Auswerte-Software SUSA weiterverarbeiten, um es für bestimmte Werkzeug-Formen und -Radien zu korrigieren oder um Positiv-/Negativ- Formen zu errechnen. Wenn die Tastkugel gleich dem Fräserradius ist, sind diese Programme sofort ablauffähig. Das Werkzeug-Tastsystem TT 120 zur Werkzeug-Vermessung Das TT 120 ist ein schaltendes 3D-Tastsystem zum Vermessen und Prüfen von Werkzeugen. Die TNC stellt hierzu 3 Zyklen zur Verfügung, mit denen sich Werkzeug-Radius und -Länge bei stehender oder rotierender Spindel ermitteln lassen. Die besonders robuste Bauart und die hohe Schutzart machen das TT 120 gegenüber Kühlmittel und Spänen unempfindlich. Das Schaltsignal wird mit einem verschleißfreien optischen Schalter gebildet, der sich durch eine hohe Zuverlässigkeit auszeichnet. Elektronische Handräder HR Die elektronischen Handräder vereinfachen das präzise manuelle Verfahren der Achsschlitten. Der Verfahrweg pro Handrad-Umdrehung ist in einem weiten Bereich wählbar. Neben den Einbau-Handrädern HR 130 und HR 150 bietet HEIDENHAIN das portable Handrad HR 410 an Einführung
26 Handbetrieb und Einrichten2
27 2.1 Einschalten 2.1 Einschalten Das Einschalten und das Anfahren der Referenzpunkte sind maschinenabhängige Funktionen. Beachten Sie Ihr Maschinenhandbuch. Die Versorgungsspannung von TNC und Maschine einschalten. Danach zeigt die TNC folgenden Dialog an: Speichertest < Speicher der TNC wird automatisch überprüft Stromunterbrechung < PLC-Programm übersetzen < TNC-Meldung, daß Stromunterbrechung vorlag Meldung löschen PLC-Programm der TNC wird automatisch übersetzt Steuerspannung für Relais fehlt < Manueller Betrieb Referenzpunkte überfahren < Steuerspannung einschalten Die TNC überprüft die Funktion der Not-Aus-Schaltung Referenzpunkte in beliebiger Reihenfolge überfahren: Für jede Achse externe Richtungstaste drücken und halten, bis Referenzpunkt überfahren ist, oder Mit mehreren Achsen gleichzeitig Referenzpunkte überfahren: Achsen mit Softkey wählen (Achsen werden dann am Bildschirm invers dargestellt) und danach externe START-Taste drücken Die TNC ist jetzt funktionsbereit und befindet sich in der Betriebsart Manueller Betrieb 14 2 Handbetrieb und Einrichten
28 2.2 Verfahren der Maschinenachsen Das Verfahren mit den externen Richtungstasten ist maschinenabhängig. Maschinenhandbuch beachten! Achse mit den externen Richtungstasten verfahren <...oder Achse kontinuierlich verfahren: Betriebsart Manueller Betrieb wählen Externe Richtungstaste drücken und halten, solange Achse verfahren soll 2.2 Verfahren der Maschinenachsen und Externe Richtungstaste gedrückt halten und externe START-Taste kurz drücken. Die Achse verfährt, bis sie angehalten wird Anhalten: Externe STOP-Taste drücken Mit beiden Methoden können Sie auch mehrere Achsen gleichzeitig verfahren. HEIDENHAIN TNC
29 2.2 Verfahren der Maschinenachsen Verfahren mit dem elektronischen Handrad HR 410 Das tragbare Handrad HR 410 ist mit zwei Zustimmtasten ausgerüstet. Die Zustimmtasten befinden sich unterhalb des Sterngriffs. Sie können die Maschinenachsen nur verfahren, wenn eine der Zustimmtasten gedrückt ist (maschinenabhängige Funktion). Das Handrad HR 410 verfügt über folgende Bedienelemente: NOT-AUS Handrad Zustimmtasten Tasten zur Achswahl Taste zur Übernahme der Ist-Position Tasten zum Festlegen des Vorschubs (langsam, mittel, schnell; Vorschübe werden vom Maschinenhersteller festgelegt) Richtung, in die die TNC die gewählte Achse verfährt Maschinen-Funktionen (werden vom Maschinenhersteller festgelegt) Die roten Anzeigen signalisieren, welche Achse und welchen Vorschub Sie gewählt haben. Verfahren mit dem Handrad ist auch während des Programmlaufs möglich. Verfahren Betriebsart El. Handrad wählen Zustimmtaste gedrückt halten < Achse wählen < Vorschub wählen < oder Aktive Achse in Richtung + oder verfahren 16 2 Handbetrieb und Einrichten
30 Schrittweises Positionieren Beim schrittweisen Positionieren wird eine Zustellung festgelegt, um die eine Maschinenachse beim Druck auf eine externe Richtungstaste verfährt. < ZUSTELLUNG = < Betriebsart El. Handrad oder Manueller Betriebwählen Schrittweises Positionieren wählen, Softkey auf Ein setzen Zustellung in mm eingeben, z.b. 8 mm, oder Zustellung über Softkey wählen (Softkey-Leiste weiterschalten) Z Verfahren der Maschinenachsen < Externe Richtungstaste drücken: beliebig oft positionieren HEIDENHAIN TNC
31 2.3 Spindeldrehzahl S, Vorschub F und Zusatzfunktion M 2.3 Spindeldrehzahl S, Vorschub F und Zusatzfunktion M In den Betriebsarten Manueller Betrieb und El. Handrad geben Sie Spindeldrehzahl S und Zusatzfunktion M über Softkeys ein. Die Zusatzfunktionen sind in 7. Programmieren: Zusatzfunktionen beschrieben. Der Vorschub ist durch einen Maschinen-Parameter festgelegt und läßt sich nur mit den Override-Drehknöpfen ändern (siehe unten). Werte eingeben Beispiel: Spindeldrehzahl S eingeben Spindeldrehzahl S= < Eingabe für Spindeldrehzahl wählen: Softkey S 1000 Spindeldrehzahl eingeben und mit der externen START-Taste übernehmen Die Spindeldrehung mit der eingegebenen Drehzahl S wird mit einer Zusatzfunktion M gestartet. Die Zusatzfunktion M geben Sie in gleicher Weise ein. Spindeldrehzahl und Vorschub ändern Mit den Override-Drehknöpfen für Spindeldrehzahl S und Vorschub F läßt sich der eingestellte Wert von 0% bis 150% ändern. Der Override-Drehknopf für die Spindeldrehzahl wirkt nur bei Maschinen mit stufenlosem Spindelantrieb. Der Maschinenhersteller legt fest, welche Zusatzfunktionen M Sie nutzen können und welche Funktion sie haben Handbetrieb und Einrichten
32 2.4 Bezugspunkt-Setzen (ohne 3D-Tastsystem) Beim Bezugspunkt-Setzen wird die Anzeige der TNC auf die Koordinaten einer bekannten Werkstück-Position gesetzt. Vorbereitung ú Werkstück aufspannen und ausrichten ú Nullwerkzeug mit bekanntem Radius einwechseln ú Sicherstellen, daß die TNC Ist-Positionen anzeigt Bezugspunkt setzen Schutzmaßnahme: Falls die Werkstück-Oberfläche nicht angekratzt werden darf, wird auf das Werkstück ein Blech bekannter Dicke d gelegt. Für den Bezugspunkt geben Sie dann einen um d größeren Wert ein. Y Z Y 2.4 Bezugspunkt-Setzen Betriebsart Manueller Betrieb wählen < Werkzeug vorsichtig verfahren, bis es das Werkstück berührt (ankratzt) < Achse wählen Bezugspunkt-Setzen Z= < Nullwerkzeug, Spindelachse: Anzeige auf bekannte Werkstück-Position (z.b. 0) setzen oder Dicke d des Blechs eingeben. In der Bearbeitungsebene: Werkzeug-Radius berücksichtigen Die Bezugspunkte für die verbleibenden Achsen setzen Sie auf die gleiche Weise. Wenn Sie in der Zustellachse ein voreingestelltes Werkzeug verwenden, dann setzen Sie die Anzeige der Zustellachse auf die Länge L des Werkzeugs bzw. auf die Summe Z=L+d. HEIDENHAIN TNC
33
34 3 Positionieren mit Handeingabe
35 3.1 Einfache Positioniersätze programmieren und abarbeiten 3.1 Einfache Positioniersätze programmieren und abarbeiten Für einfache Bearbeitungen oder zum Vorpositionieren des Werkzeugs eignet sich die Betriebsart Positionieren mit Handeingabe. Hier können Sie ein kurzes Programm im HEIDENHAIN-Klartext-Format oder nach DIN/ISO eingeben und direkt ausführen lassen. Auch die Zyklen der TNC lassen sich aufrufen. Das Programm wird in der Datei $MDI gespeichert. Beim Positionieren mit Handeingabe können Sie die zusätzliche Status-Anzeige aktivieren. Betriebsart Positionieren mit Handeingabe wählen. Die Datei $MDI beliebig programmieren Programmlauf starten: Externe START-Taste Einschränkungen: Folgende Funktionen stehen nicht zur Verfügung: - Werkzeug-Radiuskorrektur - die Freie Kontur-Programmierung FK - die Programmier- und Programmlauf-Grafiken - Programmierbare Antastfunktionen - Unterprogramme, Programmteil-Wiederholungen - Bahnfunktionen CT, CR, RND und CHF - PGM CALL Beispiel 1 Ein einzelnes Werkstück soll mit einer 20 mm tiefen Bohrung versehen werden. Nach dem Aufspannen des Werkstücks, dem Ausrichten und Bezugspunkt-Setzen läßt sich die Bohrung mit wenigen Programmzeilen programmieren und ausführen. Zuerst wird das Werkzeug mit L-Sätzen (Geraden) über dem Werkstück vorpositioniert und auf einen Sicherheitsabstand von 5 mm über dem Bohrloch positioniert. Danach wird die Bohrung mit dem Zyklus 1 TIEFBOHREN ausgeführt. 50 Y Z 50 0 BEGIN PGM $MDI MM 1 TOOL DEF 1 L+0 R+5 2 TOOL CALL 1 Z S L Z+200 R0 FMA 4 L +50 Y+50 R0 FMA M3 5 L Z+5 F2000 Wkz definieren: Nullwerkzeug, Radius 5 Wkz aufrufen: Werkzeugachse Z, Spindeldrehzahl 2000 U/min Wkz freifahren (FMA = Eilgang) Wkz mit FMA über Bohrloch positionieren, Spindel ein Wkz 5 mm über Bohrloch positionieren Wkz = Werkzeug 22 3 Positionieren mit Handeingabe
36 6 CYCL DEF 1.0 TIEFBOHREN 7 CYCL DEF 1.1 ABST 5 8 CYCL DEF 1.2 TIEFE CYCL DEF 1.3 ZUSTLG CYCL DEF 1.4 V.ZEIT 0,5 11 CYCL DEF 1.5 F CYCL CALL 13 L Z+200 R0 FMA M2 14 END PGM $MDI MM Die Geraden-Funktion ist in 6.4 Bahnbewegungen Rechtwinklige Koordinaten beschrieben, der Zyklus TIEFBOHREN unter 8.3 Bohrzyklen. Beispiel 2 Werkstück-Schieflage bei Maschinen mit Rundtisch beseitigen Grunddrehung mit 3D-Tastsystem durchführen. Siehe 12.1 Antastzyklen in den Betriebsarten Manueller Betrieb und El. Handrad, Abschnitt Werkstück-Schieflage kompensieren. < Drehwinkel notieren und Grunddrehung wieder aufheben < < < < Betriebsart wählen: Positionieren mit Handeingabe Rundtischachse wählen, notierten Drehwinkel und Vorschub eingeben z.b. L C F50 Eingabe abschließen Externe START-Taste drücken: Schieflage wird durch Drehung des Rundtischs beseitigt, das Hellfeld wird nach dem NC-Start auf den nächsten Satz verschoben Zyklus TIEFBOHREN definieren: Sicherheitsabstand des Wkz über Bohrloch Tiefe des Bohrlochs (Vorzeichen=Arbeitsrichtung) Tiefe der jeweiligen Zustellung vor dem Rückzug Verweilzeit am Bohrungsgrund in Sekunden Bohrvorschub Zyklus TIEFBOHREN aufrufen Wkz freifahren Programm-Ende 3.1 Einfache Positioniersätze programmieren und abarbeiten HEIDENHAIN TNC
37 3.1 Einfache Positioniersätze programmieren und abarbeiten Programme aus $MDI sichern oder löschen Die Datei $MDI wird gewöhnlich für kurze und vorübergehend benötigte Programme verwendet. Soll ein Programm trotzdem gespeichert werden, gehen Sie wie folgt vor: < < < Ziel-Datei = < BOHRUNG < < Betriebsart wählen: Programm- Einspeichern/Editieren Datei-Verwaltung aufrufen: Taste PGM MGT (Program Management) Datei $MDI markieren Datei kopieren wählen: Softkey KOPIEREN Geben Sie einen Namen ein, unter dem der aktuelle Inhalt der Datei $MDI gespeichert werden soll Kopieren ausführen Datei-Verwaltung verlassen: Softkey ENDE Zum Löschen des Inhalts der Datei $MDI gehen Sie ähnlich vor: Anstatt sie zu kopieren, löschen Sie den Inhalt mit dem Softkey LÖSCHEN. Beim nächsten Wechsel in die Betriebsart Positionieren mit Handeingabe zeigt die TNC eine leere Datei $MDI an. Wenn Sie mit der MOD-Funktion zwischen Klartext- und DIN/ISO-Programmierung umschalten wollen, müssen Sie die aktuelle Datei $MDI.* löschen und anschließend die Betriebsart Positionieren mit Handeingabe wieder anwählen. Weitere Informationen in 4.2 Datei-Verwaltung Positionieren mit Handeingabe
38 4 Programmieren: Grundlagen, Dateiverwaltung, Programmierhilfen
39 4.1 Grundlagen 4.1 Grundlagen Wegmeßsysteme und Referenzmarken An den Maschinenachsen befinden sich Wegmeßsysteme, die die Positionen des Maschinentisches bzw. des Werkzeugs erfassen. Wenn sich eine Maschinenachse bewegt, erzeugt das dazugehörige Wegmeßsystem ein elektrisches Signal, aus dem die TNC die genaue Ist-Position der Maschinenachse errechnet. Bei einer Stromunterbrechung geht die Zuordnung zwischen der Maschinenschlitten-Position und der berechneten Ist-Position verloren. Damit diese Zuordnung wieder hergestellt werden kann, verfügen die Maßstäbe der Wegmeßsysteme über Referenzmarken. Beim Überfahren einer Referenzmarke erhält die TNC ein Signal, das einen maschinenfesten Bezugspunkt kennzeichnet. Damit kann die TNC die Zuordnung der Ist-Position zur aktuellen Maschinenschlitten-Position wieder herstellen. Üblicherweise sind an Linearachsen Längenmeßsysteme angebaut. An Rundtischen und Schwenkachsen befinden sich Winkelmeßsysteme. Um die Zuordnung zwischen Ist-Position und aktueller Maschinenschlitten-Position wieder herzustellen, müssen Sie bei Längenmeßsystemen mit abstandscodierten Referenzmarken die Maschinenachsen maximal 20 mm verfahren, bei Winkelmeßsystemen um maximal 20. Y Z MP (Z,Y) 26 4 Programmieren: Grundlagen, Datei-Verwaltung, Programmierhilfen
40 Bezugssystem Mit einem Bezugssystem legen Sie Positionen in einer Ebene oder im Raum eindeutig fest. Die Angabe einer Position bezieht sich immer auf einen festgelegten Punkt und wird durch Koordinaten beschrieben. Im rechtwinkligen System (kartesisches System) sind drei Richtungen als Achsen, Y und Z festgelegt. Die Achsen stehen jeweils senkrecht zueinander und schneiden sich in einem Punkt, dem Nullpunkt. Eine Koordinate gibt den Abstand zum Nullpunkt in einer dieser Richtungen an. So läßt sich eine Position in der Ebene durch zwei Koordinaten und im Raum durch drei Koordinaten beschreiben. Y Z 4.1 Grundlagen Koordinaten, die sich auf den Nullpunkt beziehen, werden als absolute Koordinaten bezeichnet. Relative Koordinaten beziehen sich auf eine beliebige andere Position (Bezugspunkt) im Koordinatensystem. Relative Koordinaten-Werte werden auch als inkrementale Koordinaten-Werte bezeichnet. Bezugssysteme an Fräsmaschinen Bei der Bearbeitung eines Werkstücks an einer Fräsmaschine beziehen Sie sich generell auf das rechtwinklige Koordinatensystem. Das Bild rechts zeigt, wie das rechtwinklige Koordinatensystem den Maschinenachsen zugeordnet ist. Die Drei-Finger-Regel der rechten Hand dient als Gedächtnisstütze: Wenn der Mittelfinger in Richtung der Werkzeugachse vom Werkstück zum Werkzeug zeigt, so weist er in die Richtung Z+, der Daumen in die Richtung + und der Zeigefinger in Richtung Y+. +Y +Z + Die TNC 410 kann insgesamt maximal 4 Achsen steuern. Neben den Hauptachsen, Y und Z gibt es parallel laufende Zusatzachsen U, V und W. Drehachsen werden mit A, B und C bezeichnet. Das Bild unten zeigt die Zuordnung der Zusatzachsen bzw. Drehachsen zu den Hauptachsen. +Y +Z + Z Y W+ B+ C+ V+ A+ U+ HEIDENHAIN TNC
41 4.1 Grundlagen Polarkoordinaten Wenn die Fertigungszeichnung rechtwinklig bemaßt ist, erstellen Sie das Bearbeitungs-Programm auch mit rechtwinkligen Koordinaten. Bei Werkstücken mit Kreisbögen oder bei Winkelangaben ist es oft einfacher, die Positionen mit Polarkoordinaten festzulegen. Im Gegensatz zu den rechtwinkligen Koordinaten, Y und Z beschreiben Polarkoordinaten nur Positionen in einer Ebene. Polarkoordinaten haben ihren Nullpunkt im Pol CC (CC = circle centre; engl. Kreismittelpunkt). Eine Position in einer Ebene ist so eindeutig festgelegt durch Polarkoordinaten-Radius: der Abstand vom Pol CC zur Position Polarkoordinaten-Winkel: Winkel zwischen der Winkel-Bezugsachse und der Strecke, die den Pol CC mit der Position verbindet. 10 Y PR PA 3 PR PA 2 PA 1 CC 30 PR 0 Siehe Bild rechts unten. Festlegen von Pol und Winkel-Bezugsachse Den Pol legen Sie durch zwei Koordinaten im rechtwinkligen Koordinatensystem in einer der drei Ebenen fest. Damit ist auch die Winkel- Bezugsachse für den Polarkoordinaten-Winkel PA eindeutig zugeordnet. Z Y Pol-Koordinaten (Ebene) Y + YZ +Y Z +Z Winkel-Bezugsachse Z Y Z Y 28 4 Programmieren: Grundlagen, Datei-Verwaltung, Programmierhilfen
42 Absolute und relative Werkstück-Positionen Absolute Werkstück-Positionen Wenn sich die Koordinaten einer Position auf den Koordinaten-Nullpunkt (Ursprung) beziehen, werden diese als absolute Koordinaten bezeichnet. Jede Position auf einem Werkstück ist durch ihre absoluten Koordinaten eindeutig festgelegt. Beispiel 1: Bohrungen mit absoluten Koordinaten Bohrung Bohrung Bohrung =10 mm =30 mm =50 mm Y=10 mm Y=20 mm Y=30 mm Y 4.1 Grundlagen Relative Werkstück-Positionen Relative Koordinaten beziehen sich auf die zuletzt programmierte Position des Werkzeugs, die als relativer (gedachter) Nullpunkt dient. Inkrementale Koordinaten geben bei der Programmerstellung somit das Maß zwischen der letzten und der darauf folgenden Soll-Position an, um die das Werkzeug verfahren soll. Deshalb wird es auch als Kettenmaß bezeichnet Ein Inkremental-Maß kennzeichnen Sie durch ein I vor der Achsbezeichnung. Y Beispiel 2: Bohrungen mit relativen Koordinaten Absolute Koordinaten der Bohrung : = 10 mm Y= 10 mm Bohrung bezogen auf Bohrung bezogen auf I= 20 mm IY= 10 mm I= 20 mm IY= 10 mm Absolute und inkrementale Polarkoordinaten Absolute Koordinaten beziehen sich immer auf den Pol und die Winkel- Bezugsachse Inkrementale Koordinaten beziehen sich immer auf die zuletzt programmierte Position des Werkzeugs. Y +IPR PR 10 PR +IPA +IPA CC PA PR 0 30 HEIDENHAIN TNC
43 4.1 Grundlagen Bezugspunkt wählen Eine Werkstück-Zeichnung gibt ein bestimmtes Formelement des Werkstücks als absoluten Bezugspunkt (Nullpunkt) vor, meist eine Werkstück-Ecke. Beim Bezugspunkt-Setzen richten Sie das Werkstück zuerst zu den Maschinenachsen aus und bringen das Werkzeug für jede Achse in eine bekannte Position zum Werkstück. Für diese Position setzen Sie die Anzeige der TNC entweder auf Null oder einen vorgegebenen Positionswert. Dadurch ordnen Sie das Werkstück dem Bezugssystem zu, das für die TNC-Anzeige bzw. Ihr Bearbeitungs- Programm gilt. Gibt die Werkstück-Zeichnung relative Bezugspunkte vor, so nutzen Sie einfach die Zyklen zur Koordinaten-Umrechnung. Siehe 8.8 Zyklen zur Koordinaten-Umrechnung. Wenn die Werkstück-Zeichnung nicht NC-gerecht bemaßt ist, dann wählen Sie eine Position oder eine Werkstück-Ecke als Bezugspunkt, von dem aus sich die Maße der übrigen Werkstückpositionen möglichst einfach ermitteln lassen. Y Z Besonders komfortabel setzen Sie Bezugspunkte mit einem 3D- Tastsystem von HEIDENHAIN. Siehe 12.2 Bezugspunkt-Setzen mit 3D-Tastsystemen. Y Beispiel Die Werkstück-Skizze rechts zeigt Bohrungen ( bis ), deren Bemaßungen sich auf einen absoluten Bezugspunkt mit den Koordinaten =0 Y=0 beziehen. Die Bohrungen ( bis ) beziehen sich auf einen relativen Bezugspunkt mit den absoluten Koordinaten =450 Y=750. Mit dem Zyklus NULLPUNKT-VERSCHIEBUNG können Sie den Nullpunkt vorübergehend auf die Position =450, Y=750 verschieben, um die Bohrungen ( bis ) ohne weitere Berechnungen zu programmieren ±0, Programmieren: Grundlagen, Datei-Verwaltung, Programmierhilfen
44 4.2 Datei-Verwaltung Dateien und Datei-Verwaltung Wenn Sie ein Bearbeitungs-Programm in die TNC eingeben, geben Sie diesem Programm zuerst einen Namen. Die TNC speichert das Programm als eine Datei mit dem gleichen Namen ab. Auch Tabellen speichert die TNC als Dateien. Namen von Dateien Der Name einer Datei darf maximal 8 Zeichen lang sein. Die $, _, %, # und & sind erlaubt. Bei Programmen und Tabellen hängt die TNC noch eine Erweiterung an, die vom Datei-Namen durch einen Punkt getrennt ist. Diese Erweiterung kennzeichnet den Datei-Typ: Siehe Tabelle rechts. Dateien in der TNC Typ Programme im HEIDENHAIN-Klartext-Dialog.H nach DIN/ISO.I Tabellen für Werkzeuge.T Werkzeug-Plätze.TCH Nullpunkte.D Punkte.PNT 4.2 Datei-Verwaltung PROG20.H Datei-Name Datei-Typ Die TNC verwaltet Datei-Namen eindeutig, d.h. Sie können einem Datei-Namen nicht verschiedene Datei- Typen zuordnen. Sie können mit der TNC bis zu 64 Dateien verwalten, die Gesamtgröße aller Dateien darf jedoch 256 Kbyte nicht überschreiten. Mit der Datei-Verwaltung arbeiten Dieser Abschnitt informiert Sie über die Bedeutung der einzelnen Bildschirm-Informationen und wie Sie Dateien und Verzeichnisse auswählen können. Wenn Sie mit der Datei-Verwaltung der TNC 410 noch nicht vertraut sind, lesen Sie diesen Abschnitt vollständig durch und testen die einzelnen Funktionen an der TNC. Datei-Verwaltung aufrufen Taste PGM MGT drücken: Die TNC zeigt das Fenster zur Datei-Verwaltung Anzeige Datei-Name M Bedeutung Name mit maximal 8 Zeichen und Datei-Typ Eigenschaft der Datei: Programm ist in einer Programmlauf-Betriebsart angewählt Das Fenster zeigt alle Dateien an, die in der TNC gespeichert sind. Zu jeder Datei werden mehrere Informationen gezeigt, die in der Tabelle rechts aufgeschlüsselt sind. P Datei gegen Löschen und Ändern geschützt (Protected) Anzeige langer Datei-Übersichten Softkey Datei-Übersicht seitenweise nach oben durchblättern Datei-Übersicht seitenweise nach unten durchblättern HEIDENHAIN TNC
45 4.2 Datei-Verwaltung Datei wählen < Datei-Verwaltung aufrufen Benutzen Sie die Pfeil-Tasten, um das Hellfeld auf die gewünschte Datei zu bewegen: Bewegt das Hellfeld im Fenster auf und ab Geben Sie einen oder mehrere Buchstaben der zu wählenden Datei ein und drücken dann die Taste GOTO: Das Hellfeld springt auf die erste Datei, die mit den eingegebenen Buchstaben übereinstimmt < Datei kopieren Die gewählte Datei wird in der Betriebsart aktiviert, aus der Sie die Datei-Verwaltung aufgerufen haben: ENT drücken ú Bewegen Sie das Hellfeld auf die Datei, die kopiert werden soll ú Softkey KOPIEREN drücken: Kopierfunktion wählen ú Namen der Ziel-Datei eingeben und mit Taste ENT übernehmen: Die TNC kopiert die Datei. Die ursprüngliche Datei bleibt erhalten. Datei umbenennen ú Bewegen Sie das Hellfeld auf die Datei, die Sie umbenennen möchten ú Funktion zum Umbenennen wählen ú Neuen Datei-Namen eingeben; der Datei-Typ kann nicht geändert werden ú Umbenennen ausführen: Taste ENT drücken Datei löschen ú Bewegen Sie das Hellfeld auf die Datei, die Sie löschen möchten ú Löschfunktion wählen: Softkey LÖSCHEN drücken. Die TNC fragt, ob die Datei tatsächlich gelöscht werden soll. ú Löschen bestätigen: Softkey JA drücken. Brechen Sie mit Softkey NEIN ab, wenn Sie die Datei nicht löschen möchten Datei schützen/dateischutz aufheben ú Bewegen Sie das Hellfeld auf die Datei, die Sie schützen möchten ú Datei-Schutz aktivieren: Softkey SCHÜTZEN/AUFHEBEN drücken Die Datei erhält Status P Den Dateischutz heben Sie auf die gleiche Weise mit dem Softkey SCHÜTZEN/AUFHEBEN auf. Geben Sie zum Aufheben des Dateischutzes die Schlüsselzahl ein. FK-Programm in KLARTET-Format konvertieren ú Bewegen Sie das Hellfeld auf die Datei, die Sie konvertieren möchten ú Konvertierfunktion wählen: Softkey UMWANDELN FK->H drücken (2. Softkey-Leiste) ú Namen der Zieldatei eingeben ú Konvertieren ausführen: Taste ENT drücken 32 4 Programmieren: Grundlagen, Datei-Verwaltung, Programmierhilfen
46 Dateien einlesen/dateien ausgeben ú Dateien einlesen oder ausgeben: Softkey ET drücken. Die TNC stellt nachfolgend beschriebene Funktionen zur Verfügung Wenn eine einzulesende Datei bereits im Speicher der TNC vorhanden ist, zeigt die TNC die Meldung Datei xxx bereits vorhanden, Datei einlesen? an. Dialogfrage in diesem Fall mit Softkeys JA (Datei wird eingelesen) oder NEIN (Datei wird nicht eingelesen) beantworten. Wenn eine auszugebende Datei auf dem externen Gerät bereits vorhanden ist, fragt die TNC ebenfalls nach, ob Sie die extern gespeicherte Datei überschreiben wollen. Alle Dateien einlesen (Datei-Typen:.H,.I,.T,. TCH,.D,.PNT) ú Alle Dateien einlesen, die auf dem externen Gerät gespeichert sind. Angebotene Datei einlesen ú Alle Dateien eines bestimmten Datei-Typs anbieten Alle Dateien ausgeben (Datei-Typen:.H,.I,.T,. TCH,.D,.PNT) ú Alle Dateien, die in der TNC gespeichert sind, auf ein externes Gerät ausgeben Datei-Übersicht des externen Gerätes anzeigen (Datei-Typen:.H,.I,.T,. TCH,.D,.PNT) ú Alle Dateien anzeigen, die auf dem externen Gerät gespeichert sind. Die Anzeige der Dateien erfolgt seitenweise. Nächste Seite anzeigen: Softkey JA drücken, zurück ins Hauptmenü: Softkey NEIN drücken 4.2 Datei-Verwaltung ú Z.B. alle Klartext-Dialog-Programme anbieten. Angebotenes Programm einlesen: Softkey JA drücken, angebotenes Programm nicht einlesen: Softkey NEIN drücken Eine bestimmte Datei einlesen ú Datei-Name eingeben, mit der Taste ENT bestätigen ú Datei-Typ wählen, z.b. Klartext-Dialog-Programm Wenn Sie die Werkzeug-Tabelle TOOL.T einlesen wollen, drücken Sie den Softkey WERKZEUG-TABELLE. Wenn Sie die Platz-Tabelle TOOLP.TCH einlesen wollen, drücken Sie den Softkey PLATZ- TABELLE. Eine bestimmte Datei ausgeben ú Funktion einzelne Datei ausgeben wählen ú Hellfeld auf die Datei schieben die Sie ausgeben wollen, mit der Taste ENT oder Softkey ÜBERTRAG. starten Sie die Übertragung ú Funktion einzelne Datei ausgeben beenden: Taste END drücken HEIDENHAIN TNC
47 4.3 Programme eröffnen und eingeben 4.3 Programme eröffnen und eingeben Aufbau eines NC-Programms im HEIDENHAIN- Klartext-Format Ein Bearbeitungs-Programm besteht aus einer Reihe von Programm- Sätzen. Das Bild rechts zeigt die Elemente eines Satzes. Die TNC numeriert die Sätze eines Bearbeitungs-Programms in aufsteigender Reihenfolge. Der erste Satz eines Programms ist mit BEGIN PGM, dem Programm-Namen und der gültigen Maßeinheit gekennzeichnet. Die darauffolgenden Sätze enthalten Informationen über: das Rohteil: Werkzeug-Definitionen und -Aufrufe, Vorschübe und Drehzahlen sowie Bahnbewegungen, Zyklen und weitere Funktionen. Der letzte Satz eines Programms ist mit END PGM, dem Programm-Namen und der gültigen Maßeinheit gekennzeichnet. Rohteil definieren: BLK FORM Direkt nach dem Eröffnen eines neuen Programms definieren Sie ein quaderförmiges, unbearbeitetes Werkstück. Diese Definition benötigt die TNC für die grafischen Simulationen. Die Seiten des Quaders dürfen maximal mm lang sein und liegen parallel zu den Achsen,Y und Z. Dieses Rohteil ist durch zwei seiner Eckpunkte festgelegt: MIN-Punkt: kleinste -,Y- und Z-Koordinate des Quaders; Absolut- Werte eingeben MA-Punkt: größte -,Y- und Z-Koordinate des Quaders; Absolutoder Inkremental-Werte eingeben Die TNC kann die Grafik nur dann darstellen, wenn das Verhältnis kürzeste : längste Seite der BLK FORM kleiner als 1 : 64 ist. Satz: 10 L +10 Y+5 R0 F100 M3 Bahnfunktion Satz-Nummer Z Y MIN Wörter MA 34 4 Programmieren: Grundlagen, Datei-Verwaltung, Programmierhilfen
JAFO FNU 50 TNC 320. Spezifikation. 2010 Gruppe 795 CNC - UNIVERSAL-WERKZEUG - FRÄSMASCHINE
 Spezifikation 2010 Gruppe 795 CNC - UNIVERSAL-WERKZEUG - FRÄSMASCHINE JAFO Vertrieb durch: Hans Ulrich Jörke e.k. Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf Telefon 05145-280 880 Fax 05145-280
Spezifikation 2010 Gruppe 795 CNC - UNIVERSAL-WERKZEUG - FRÄSMASCHINE JAFO Vertrieb durch: Hans Ulrich Jörke e.k. Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf Telefon 05145-280 880 Fax 05145-280
Weiterbildung. Seminare Heidenhain-Steuerung
 Weiterbildung Seminare Heidenhain-Steuerung HANDWERKSKAMMER SÜDTHÜRINGEN BERUFSBILDUNGS- UND TECHNOLOGIEZENTRUM ROHR KLOSTER BTZ Rohr-Kloster Kloster 1 98530 Rohr Telefon: 036844 4700 Telefax: 036844 40208
Weiterbildung Seminare Heidenhain-Steuerung HANDWERKSKAMMER SÜDTHÜRINGEN BERUFSBILDUNGS- UND TECHNOLOGIEZENTRUM ROHR KLOSTER BTZ Rohr-Kloster Kloster 1 98530 Rohr Telefon: 036844 4700 Telefax: 036844 40208
CNC-Fräsen. Es ist eindeutig wir sollten die technischen Möglichkeiten für uns nutzen und dementsprechend
 Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Inhaltsverzeichnis BAS 530
 Inhaltsverzeichnis BAS 3 Titel Aufgabe Inhalte Thema Bohrungen 6BAS11 Linearbewegung L Rechtwinklige Viereck 6BAS12 Bahnkorrektur RR / RL Koordinaten Ecken runden / fasen 6BAS13 CHF / RND Ecken runden
Inhaltsverzeichnis BAS 3 Titel Aufgabe Inhalte Thema Bohrungen 6BAS11 Linearbewegung L Rechtwinklige Viereck 6BAS12 Bahnkorrektur RR / RL Koordinaten Ecken runden / fasen 6BAS13 CHF / RND Ecken runden
Benutzer-Handbuch HEIDENHAIN- Klartext-Dialog TNC 320. NC-Software 340 551-02
 Benutzer-Handbuch HEIDENHAIN- Klartext-Dialog TNC 320 NC-Software 340 551-02 Deutsch (de) 1/2007 Bedienelemente der Bildschirm-Einheit ad= 4^a h_ O Fad mv Æ^dFm ad= 4^a h «a 4^Fm " 4^amFm_ m= pv "hhaf
Benutzer-Handbuch HEIDENHAIN- Klartext-Dialog TNC 320 NC-Software 340 551-02 Deutsch (de) 1/2007 Bedienelemente der Bildschirm-Einheit ad= 4^a h_ O Fad mv Æ^dFm ad= 4^a h «a 4^Fm " 4^amFm_ m= pv "hhaf
mit Heidenhain TNC 124 FNGP 40 INTOS Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE FNGP 40
 Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE mit Heidenhain TNC 124 INTOS 2010 www.jörke-maschinenhandel.de Vertrieb durch: Hans Ulrich Jörke Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf
Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE mit Heidenhain TNC 124 INTOS 2010 www.jörke-maschinenhandel.de Vertrieb durch: Hans Ulrich Jörke Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf
Erstellen von x-y-diagrammen in OpenOffice.calc
 Erstellen von x-y-diagrammen in OpenOffice.calc In dieser kleinen Anleitung geht es nur darum, aus einer bestehenden Tabelle ein x-y-diagramm zu erzeugen. D.h. es müssen in der Tabelle mindestens zwei
Erstellen von x-y-diagrammen in OpenOffice.calc In dieser kleinen Anleitung geht es nur darum, aus einer bestehenden Tabelle ein x-y-diagramm zu erzeugen. D.h. es müssen in der Tabelle mindestens zwei
Zwischenablage (Bilder, Texte,...)
") Zwischenablage was ist das? Informationen über. die Bedeutung der Windows-Zwischenablage Kopieren und Einfügen mit der Zwischenablage Vermeiden von Fehlern beim Arbeiten mit der Zwischenablage Bei diesen
Zwischenablage was ist das? Informationen über. die Bedeutung der Windows-Zwischenablage Kopieren und Einfügen mit der Zwischenablage Vermeiden von Fehlern beim Arbeiten mit der Zwischenablage Bei diesen
NEUES BEI BUSINESSLINE WINDOWS
 Fon: 0761-400 26 26 Schwarzwaldstr. 132 Fax: 0761-400 26 27 rueckertsoftware@arcor.de 79102 Freiburg www.rueckert-software.de Beratung Software Schulung Hardware Support Schwarzwaldstrasse 132 79102 Freiburg
Fon: 0761-400 26 26 Schwarzwaldstr. 132 Fax: 0761-400 26 27 rueckertsoftware@arcor.de 79102 Freiburg www.rueckert-software.de Beratung Software Schulung Hardware Support Schwarzwaldstrasse 132 79102 Freiburg
Programmierung von Konturzügen aus Geraden und Kreisbögen
 40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
Installationsanleitung Sander und Doll Mobilaufmaß. Stand 22.04.2003
 Installationsanleitung Sander und Doll Mobilaufmaß Stand 22.04.2003 Sander und Doll AG Installationsanleitung Sander und Doll Mobilaufmaß Inhalt 1 Voraussetzungen...1 2 ActiveSync...1 2.1 Systemanforderungen...1
Installationsanleitung Sander und Doll Mobilaufmaß Stand 22.04.2003 Sander und Doll AG Installationsanleitung Sander und Doll Mobilaufmaß Inhalt 1 Voraussetzungen...1 2 ActiveSync...1 2.1 Systemanforderungen...1
Verfasser: M. Krokowski, R. Dietrich Einzelteilzeichnung CATIA-Praktikum. Ableitung einer. Einzelteilzeichnung. mit CATIA P2 V5 R11
 Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Stammdatenanlage über den Einrichtungsassistenten
 Stammdatenanlage über den Einrichtungsassistenten Schritt für Schritt zur fertig eingerichteten Hotelverwaltung mit dem Einrichtungsassistenten Bitte bereiten Sie sich, bevor Sie starten, mit der Checkliste
Stammdatenanlage über den Einrichtungsassistenten Schritt für Schritt zur fertig eingerichteten Hotelverwaltung mit dem Einrichtungsassistenten Bitte bereiten Sie sich, bevor Sie starten, mit der Checkliste
FTV 1. Semester. Spalte A Spalte B Spalte C Spalte D. Zeile 1 Zelle A1 Zelle B1 Zelle C1 Zelle D1. Zeile 3 Zelle A3 Zelle B3 Zelle C3 Zelle D3
 Eine besteht aus Zeilen und spalten von Zellen, die mit Text oder Grafik gefüllt werden können. Die wird standardmäßig mit einfachen Rahmenlinien versehen, die verändert oder entfernt werden können. Spalte
Eine besteht aus Zeilen und spalten von Zellen, die mit Text oder Grafik gefüllt werden können. Die wird standardmäßig mit einfachen Rahmenlinien versehen, die verändert oder entfernt werden können. Spalte
Susanne Weber 1. Ausgabe, 1. Aktualisierung, September 2011. Stromkosten, Haushaltsbuch, Finanzierungen & Co. Rechnen und gestalten mit Excel 2010
 Susanne Weber 1. Ausgabe, 1. Aktualisierung, September 2011 Stromkosten, Haushaltsbuch, Finanzierungen & Co. Rechnen und gestalten mit Excel 2010 PE-EX2010 Rechnen und Gestalten mit Excel 2010 Das ist
Susanne Weber 1. Ausgabe, 1. Aktualisierung, September 2011 Stromkosten, Haushaltsbuch, Finanzierungen & Co. Rechnen und gestalten mit Excel 2010 PE-EX2010 Rechnen und Gestalten mit Excel 2010 Das ist
Schulungspräsentation zur Erstellung von CEWE FOTOBÜCHERN
 Schulungspräsentation zur Erstellung von CEWE FOTOBÜCHERN 2009 CeWe Color AG & Co OHG Alle Rechte vorbehalten Was ist das CEWE FOTOBUCH? Das CEWE FOTOBUCH ist ein am PC erstelltes Buch mit Ihren persönlichen
Schulungspräsentation zur Erstellung von CEWE FOTOBÜCHERN 2009 CeWe Color AG & Co OHG Alle Rechte vorbehalten Was ist das CEWE FOTOBUCH? Das CEWE FOTOBUCH ist ein am PC erstelltes Buch mit Ihren persönlichen
Dokumentation IBIS Monitor
 Dokumentation IBIS Monitor Seite 1 von 16 11.01.06 Inhaltsverzeichnis 1. Allgemein 2. Installation und Programm starten 3. Programmkonfiguration 4. Aufzeichnung 4.1 Aufzeichnung mitschneiden 4.1.1 Inhalt
Dokumentation IBIS Monitor Seite 1 von 16 11.01.06 Inhaltsverzeichnis 1. Allgemein 2. Installation und Programm starten 3. Programmkonfiguration 4. Aufzeichnung 4.1 Aufzeichnung mitschneiden 4.1.1 Inhalt
Fidbox App. Version 3.1. für ios und Android. Anforderungen für Android: Bluetooth 4 und Android Version 4.1 oder neuer
 Fidbox App Version 3.1 für ios und Android Anforderungen für Android: Bluetooth 4 und Android Version 4.1 oder neuer Anforderungen für Apple ios: Bluetooth 4 und ios Version 7.0 oder neuer Die neue Exportfunktion
Fidbox App Version 3.1 für ios und Android Anforderungen für Android: Bluetooth 4 und Android Version 4.1 oder neuer Anforderungen für Apple ios: Bluetooth 4 und ios Version 7.0 oder neuer Die neue Exportfunktion
Bedienungsanleitung Programmiersoftware Save `n carry PLUS. Inhaltsangabe
 Bedienungsanleitung Programmiersoftware Save `n carry PLUS Mit der Programmiersoftware Save `n carry PLUS lassen sich für die Schaltcomputer SC 08 und SC 88; SC 98 einfach und schnell Schaltprogramme erstellen
Bedienungsanleitung Programmiersoftware Save `n carry PLUS Mit der Programmiersoftware Save `n carry PLUS lassen sich für die Schaltcomputer SC 08 und SC 88; SC 98 einfach und schnell Schaltprogramme erstellen
Inhaltsverzeichnis... 1. Dokumentverwaltung... 2. Organisation von Dokumenten... 2. Ordner erstellen... 2. Dokumente im Dateisystem behandeln...
 Inhaltsverzeichnis Inhaltsverzeichnis... 1 Dokumentverwaltung... 2 Organisation von Dokumenten... 2 Die Dialogfenster ÖFFNEN und SPEICHERN UNTER... 2 Ordner erstellen... 2 Dokumente im Dateisystem behandeln...
Inhaltsverzeichnis Inhaltsverzeichnis... 1 Dokumentverwaltung... 2 Organisation von Dokumenten... 2 Die Dialogfenster ÖFFNEN und SPEICHERN UNTER... 2 Ordner erstellen... 2 Dokumente im Dateisystem behandeln...
104 WebUntis -Dokumentation
 104 WebUntis -Dokumentation 4.1.9.2 Das elektronische Klassenbuch im Betrieb Lehrer Aufruf Melden Sie sich mit Ihrem Benutzernamen und Ihrem Passwort am System an. Unter den aktuellen Tagesmeldungen erscheint
104 WebUntis -Dokumentation 4.1.9.2 Das elektronische Klassenbuch im Betrieb Lehrer Aufruf Melden Sie sich mit Ihrem Benutzernamen und Ihrem Passwort am System an. Unter den aktuellen Tagesmeldungen erscheint
Leica 3D Disto Veranda und Wintergarten
 Leica 3D Disto Veranda und Wintergarten Worauf kommt es an? Was ist zu messen? 1) Position der Veranda 2) Höhe und Breite an der Fassade 3) Länge 4) Unebenheiten an der Fassade 5) Zustand des Untergrunds
Leica 3D Disto Veranda und Wintergarten Worauf kommt es an? Was ist zu messen? 1) Position der Veranda 2) Höhe und Breite an der Fassade 3) Länge 4) Unebenheiten an der Fassade 5) Zustand des Untergrunds
AMU, maskin og værktøj CNC Fräse Technik Bediener Kursusnummer 45191
 CNC Fräse Technik Bediener Kursusnummer 45191 Ausarbeitung von EUCSYD. 1 INHALTSVERZEICHNIS KURSUS INFORMATION... 3 PROGRAMMIERUNGS ÜBERSICHT DREHEN UND FRÄSEN... 4 G-FUNKTIONEN... 4 G-FUNKTIONEN... 5
CNC Fräse Technik Bediener Kursusnummer 45191 Ausarbeitung von EUCSYD. 1 INHALTSVERZEICHNIS KURSUS INFORMATION... 3 PROGRAMMIERUNGS ÜBERSICHT DREHEN UND FRÄSEN... 4 G-FUNKTIONEN... 4 G-FUNKTIONEN... 5
Word 2010 Grafiken exakt positionieren
 WO.009, Version 1.2 10.11.2014 Kurzanleitung Word 2010 Grafiken exakt positionieren Wenn Sie eine Grafik in ein Word-Dokument einfügen, wird sie in die Textebene gesetzt, sie verhält sich also wie ein
WO.009, Version 1.2 10.11.2014 Kurzanleitung Word 2010 Grafiken exakt positionieren Wenn Sie eine Grafik in ein Word-Dokument einfügen, wird sie in die Textebene gesetzt, sie verhält sich also wie ein
Stapelverarbeitung Skalieren von Bildern
 Stapelverarbeitung Skalieren von Bildern Frage Ich möchte mehrere Bilder im RAW-(NEF)-Format gleichzeitig für die Verwendung auf einer Website verkleinern und in das JPEG-Format konvertieren. Antwort Verwenden
Stapelverarbeitung Skalieren von Bildern Frage Ich möchte mehrere Bilder im RAW-(NEF)-Format gleichzeitig für die Verwendung auf einer Website verkleinern und in das JPEG-Format konvertieren. Antwort Verwenden
1 Kapitel. Basiswissen
 1 Kapitel Basiswissen 16 1 Basiswissen 1.3 Bildschirmaufteilung Bildschirmanzeige/Programmier- Betriebsarten 1 4 2 5 3 Position 1 Hintergrund-Betriebsart ( hier manueller Betrieb) 2 Vordergrund-Betriebsart,
1 Kapitel Basiswissen 16 1 Basiswissen 1.3 Bildschirmaufteilung Bildschirmanzeige/Programmier- Betriebsarten 1 4 2 5 3 Position 1 Hintergrund-Betriebsart ( hier manueller Betrieb) 2 Vordergrund-Betriebsart,
Bedienungsanleitung. Mailboxsystem
 Bedienungsanleitung für das integrierte Mailboxsystem Inhalt Bedienung des Mailboxsystems...2 Beschreibung:...2 Verfügbarkeit:...2 Mailboxbedienung am Systemtelefon durch Verwendung von codes...3 rogrammierung
Bedienungsanleitung für das integrierte Mailboxsystem Inhalt Bedienung des Mailboxsystems...2 Beschreibung:...2 Verfügbarkeit:...2 Mailboxbedienung am Systemtelefon durch Verwendung von codes...3 rogrammierung
Dateimanagement in Moodle Eine Schritt-für
 Übersicht: Lehrende können Dateien in einen Moodle-Kurs hochladen, in Verzeichnissen verwalten und für Studierende zugänglich machen. Jeder Moodle-Kurs hat einen Hauptordner Dateien im Administrationsblock.
Übersicht: Lehrende können Dateien in einen Moodle-Kurs hochladen, in Verzeichnissen verwalten und für Studierende zugänglich machen. Jeder Moodle-Kurs hat einen Hauptordner Dateien im Administrationsblock.
Globale Tastenkombinationen für Windows
 Globale Tastenkombinationen für Windows 1 Es gibt zahlreiche Tastenkombinationen, die ziemlich global funktionieren. Global bedeutet in diesem Zusammenhang, dass Sie solche Tastenkombinationen fast überall
Globale Tastenkombinationen für Windows 1 Es gibt zahlreiche Tastenkombinationen, die ziemlich global funktionieren. Global bedeutet in diesem Zusammenhang, dass Sie solche Tastenkombinationen fast überall
Einrichten einer DFÜ-Verbindung per USB
 Einrichten einer DFÜ-Verbindung per USB Hier das U suchen Sie können das Palm Treo 750v-Smartphone und den Computer so einrichten, dass Sie das Smartphone als mobiles Modem verwenden und über ein USB-Synchronisierungskabel
Einrichten einer DFÜ-Verbindung per USB Hier das U suchen Sie können das Palm Treo 750v-Smartphone und den Computer so einrichten, dass Sie das Smartphone als mobiles Modem verwenden und über ein USB-Synchronisierungskabel
Lehrer: Einschreibemethoden
 Lehrer: Einschreibemethoden Einschreibemethoden Für die Einschreibung in Ihren Kurs gibt es unterschiedliche Methoden. Sie können die Schüler über die Liste eingeschriebene Nutzer Ihrem Kurs zuweisen oder
Lehrer: Einschreibemethoden Einschreibemethoden Für die Einschreibung in Ihren Kurs gibt es unterschiedliche Methoden. Sie können die Schüler über die Liste eingeschriebene Nutzer Ihrem Kurs zuweisen oder
"Memory Stick" zur Programmierung der comfort 8+ Lichtsteuranlage mit PC Software "scenes editor"
 comfort 8+ IRPC "Memory Stick" zur Programmierung der comfort 8+ Lichtsteuranlage mit PC Software "scenes editor" 1: Programmstart, Einstellungen 1.1 Zuerst die Software der beiliegenden CD-ROM auf einem
comfort 8+ IRPC "Memory Stick" zur Programmierung der comfort 8+ Lichtsteuranlage mit PC Software "scenes editor" 1: Programmstart, Einstellungen 1.1 Zuerst die Software der beiliegenden CD-ROM auf einem
EMCO WinNC Heidenhain TNC 426 Klartext Softwarebeschreibung Softwareversion ab 2.10
 APPR DEP EMCO WinNC Heidenhain TNC 426 Klartext Softwarebeschreibung Softwareversion ab 2.10 HEIDENHAIN TNC 426/430 F G M S T CHF L FK CR RND CT CC C X 7 8 9 Y 4 5 6 Z 1 2 3 IV 0. +/- V CE PGM NO MGT ENT
APPR DEP EMCO WinNC Heidenhain TNC 426 Klartext Softwarebeschreibung Softwareversion ab 2.10 HEIDENHAIN TNC 426/430 F G M S T CHF L FK CR RND CT CC C X 7 8 9 Y 4 5 6 Z 1 2 3 IV 0. +/- V CE PGM NO MGT ENT
Dieser Text beschreibt die Neuerungen von DaNiS 2.0.0 und die Vorgehensweise beim DaNiS-Update.
 DaNiS-Update von Version 1.95. auf Version 2.0.0 Dieser Text beschreibt die Neuerungen von DaNiS 2.0.0 und die Vorgehensweise beim DaNiS-Update. Mit der Version 2.0.0 bekommt DaNiS zwei weitreichende Neuerungen.
DaNiS-Update von Version 1.95. auf Version 2.0.0 Dieser Text beschreibt die Neuerungen von DaNiS 2.0.0 und die Vorgehensweise beim DaNiS-Update. Mit der Version 2.0.0 bekommt DaNiS zwei weitreichende Neuerungen.
Die Lightbox-Galerie funktioniert mit allen gängigen Webbrowsern. Zur Benutzung muss JavaScript im Browser aktiviert sein.
 Lightbox-Galerie 1. Funktionen Mit der Lightbox-Galerie können Sie Bildergalerien innerhalb Ihres Moodle-Kurses anlegen. Als Kurstrainer/in können Sie Bilder hochladen, bearbeiten und löschen. Die Kursteilnehmer/innen
Lightbox-Galerie 1. Funktionen Mit der Lightbox-Galerie können Sie Bildergalerien innerhalb Ihres Moodle-Kurses anlegen. Als Kurstrainer/in können Sie Bilder hochladen, bearbeiten und löschen. Die Kursteilnehmer/innen
1. Aktionen-Palette durch "Fenster /Aktionen ALT+F9" öffnen. 2. Anlegen eines neuen Set über "Neues Set..." (über das kleine Dreieck zu erreichen)
") Tipp: Aktionen (c) 2005 Thomas Stölting, Stand: 25.4. 2005 In Photoshop werden häufig immer wieder die gleichen Befehlssequenzen benötigt. Um sie nicht jedesmal manuell neu eingeben zu müssen, können diese
Tipp: Aktionen (c) 2005 Thomas Stölting, Stand: 25.4. 2005 In Photoshop werden häufig immer wieder die gleichen Befehlssequenzen benötigt. Um sie nicht jedesmal manuell neu eingeben zu müssen, können diese
Fallbeispiel: Eintragen einer Behandlung
 Fallbeispiel: Eintragen einer Behandlung Im ersten Beispiel gelernt, wie man einen Patienten aus der Datenbank aussucht oder falls er noch nicht in der Datenbank ist neu anlegt. Im dritten Beispiel haben
Fallbeispiel: Eintragen einer Behandlung Im ersten Beispiel gelernt, wie man einen Patienten aus der Datenbank aussucht oder falls er noch nicht in der Datenbank ist neu anlegt. Im dritten Beispiel haben
Windows. Workshop Internet-Explorer: Arbeiten mit Favoriten, Teil 1
 Workshop Internet-Explorer: Arbeiten mit Favoriten, Teil 1 Wenn der Name nicht gerade www.buch.de oder www.bmw.de heißt, sind Internetadressen oft schwer zu merken Deshalb ist es sinnvoll, die Adressen
Workshop Internet-Explorer: Arbeiten mit Favoriten, Teil 1 Wenn der Name nicht gerade www.buch.de oder www.bmw.de heißt, sind Internetadressen oft schwer zu merken Deshalb ist es sinnvoll, die Adressen
Bedienungsanleitung Albumdesigner. Neues Projekt: Bestehendes Projekt öffnen:
 Bedienungsanleitung Albumdesigner Hier wählen Sie aus ob Sie mit einem neuen Album beginnen - Neues Projekt erstellen oder Sie arbeiten an einem bestehenden weiter - Bestehendes Projekt öffnen. Neues Projekt:
Bedienungsanleitung Albumdesigner Hier wählen Sie aus ob Sie mit einem neuen Album beginnen - Neues Projekt erstellen oder Sie arbeiten an einem bestehenden weiter - Bestehendes Projekt öffnen. Neues Projekt:
Einführungskurs MOODLE Themen:
 Einführungskurs MOODLE Themen: Grundlegende Einstellungen Teilnehmer in einen Kurs einschreiben Konfiguration der Arbeitsunterlagen Konfiguration der Lernaktivitäten Die Einstellungen für einen Kurs erreichst
Einführungskurs MOODLE Themen: Grundlegende Einstellungen Teilnehmer in einen Kurs einschreiben Konfiguration der Arbeitsunterlagen Konfiguration der Lernaktivitäten Die Einstellungen für einen Kurs erreichst
Word 2013. Aufbaukurs kompakt. Dr. Susanne Weber 1. Ausgabe, Oktober 2013 K-WW2013-AK
 Word 0 Dr. Susanne Weber. Ausgabe, Oktober 0 Aufbaukurs kompakt K-WW0-AK Eigene Dokumentvorlagen nutzen Voraussetzungen Dokumente erstellen, speichern und öffnen Text markieren und formatieren Ziele Eigene
Word 0 Dr. Susanne Weber. Ausgabe, Oktober 0 Aufbaukurs kompakt K-WW0-AK Eigene Dokumentvorlagen nutzen Voraussetzungen Dokumente erstellen, speichern und öffnen Text markieren und formatieren Ziele Eigene
Produktschulung WinDachJournal
 Produktschulung WinDachJournal Codex GmbH Stand 2009 Inhaltsverzeichnis Einleitung... 3 Starten des Programms... 4 Erfassen von Notizen in WinJournal... 6 Einfügen von vorgefertigten Objekten in WinJournal...
Produktschulung WinDachJournal Codex GmbH Stand 2009 Inhaltsverzeichnis Einleitung... 3 Starten des Programms... 4 Erfassen von Notizen in WinJournal... 6 Einfügen von vorgefertigten Objekten in WinJournal...
4. BEZIEHUNGEN ZWISCHEN TABELLEN
 4. BEZIEHUNGEN ZWISCHEN TABELLEN Zwischen Tabellen können in MS Access Beziehungen bestehen. Durch das Verwenden von Tabellen, die zueinander in Beziehung stehen, können Sie Folgendes erreichen: Die Größe
4. BEZIEHUNGEN ZWISCHEN TABELLEN Zwischen Tabellen können in MS Access Beziehungen bestehen. Durch das Verwenden von Tabellen, die zueinander in Beziehung stehen, können Sie Folgendes erreichen: Die Größe
Benutzung der LS-Miniscanner
 Benutzung der LS-Miniscanner Seit Januar 2010 ist es möglich für bestimmte Vorgänge (Umlagerungen, Retouren, Inventur) die von LS lieferbaren Miniscanner im Format Autoschlüsselgröße zu benutzen. Diese
Benutzung der LS-Miniscanner Seit Januar 2010 ist es möglich für bestimmte Vorgänge (Umlagerungen, Retouren, Inventur) die von LS lieferbaren Miniscanner im Format Autoschlüsselgröße zu benutzen. Diese
PDS Terminkalender Anwender-Dokumentation
 PDS Terminkalender Anwender-Dokumentation Stand: 15.07.2005 Programm + Datenservice GmbH Mühlenstraße 22 27356 Rotenburg Telefon (04261) 855 500 Telefax (04261) 855 571 E-Mail: info@pds.de Copyright by
PDS Terminkalender Anwender-Dokumentation Stand: 15.07.2005 Programm + Datenservice GmbH Mühlenstraße 22 27356 Rotenburg Telefon (04261) 855 500 Telefax (04261) 855 571 E-Mail: info@pds.de Copyright by
Anleitung zur Verwendung der VVW-Word-Vorlagen
 Anleitung zur Verwendung der VVW-Word-Vorlagen v1.0. Jun-15 1 1 Vorwort Sehr geehrte Autorinnen und Autoren, wir haben für Sie eine Dokumentenvorlage für Microsoft Word entwickelt, um Ihnen die strukturierte
Anleitung zur Verwendung der VVW-Word-Vorlagen v1.0. Jun-15 1 1 Vorwort Sehr geehrte Autorinnen und Autoren, wir haben für Sie eine Dokumentenvorlage für Microsoft Word entwickelt, um Ihnen die strukturierte
Stundenerfassung Version 1.8 Anleitung Arbeiten mit Replikaten
 Stundenerfassung Version 1.8 Anleitung Arbeiten mit Replikaten 2008 netcadservice GmbH netcadservice GmbH Augustinerstraße 3 D-83395 Freilassing Dieses Programm ist urheberrechtlich geschützt. Eine Weitergabe
Stundenerfassung Version 1.8 Anleitung Arbeiten mit Replikaten 2008 netcadservice GmbH netcadservice GmbH Augustinerstraße 3 D-83395 Freilassing Dieses Programm ist urheberrechtlich geschützt. Eine Weitergabe
1. So beginnen Sie eine Kalkulation
 KASSE Eine iphone Apps von a-mass Dieses kleine Programm kann zur Buchführung, als Haushalts- oder Registrierkasse verwendet werden Es können laufende Kosten genauso wie jegliche Ausgaben oder Einnahmen
KASSE Eine iphone Apps von a-mass Dieses kleine Programm kann zur Buchführung, als Haushalts- oder Registrierkasse verwendet werden Es können laufende Kosten genauso wie jegliche Ausgaben oder Einnahmen
Lieferschein Dorfstrasse 143 CH - 8802 Kilchberg Telefon 01 / 716 10 00 Telefax 01 / 716 10 05 info@hp-engineering.com www.hp-engineering.
 Lieferschein Lieferscheine Seite 1 Lieferscheine Seite 2 Inhaltsverzeichnis 1. STARTEN DER LIEFERSCHEINE 4 2. ARBEITEN MIT DEN LIEFERSCHEINEN 4 2.1 ERFASSEN EINES NEUEN LIEFERSCHEINS 5 2.1.1 TEXTFELD FÜR
Lieferschein Lieferscheine Seite 1 Lieferscheine Seite 2 Inhaltsverzeichnis 1. STARTEN DER LIEFERSCHEINE 4 2. ARBEITEN MIT DEN LIEFERSCHEINEN 4 2.1 ERFASSEN EINES NEUEN LIEFERSCHEINS 5 2.1.1 TEXTFELD FÜR
1) Farbsteuergerät in der Nikobus-Software unter Modul zufügen hinzufügen.
 Farbsteuergerät in der Nikobus-Software unter Modul zufügen hinzufügen.") Programmierung des Farbsteuergeräts 340-00112 für Nikobus Diese Bedienungsanleitung gilt auch für die Nikobus-Produkte 340-00111 und 340-00113. Achtung: einige der aufgeführten Betriebsarten sind nur auf
Programmierung des Farbsteuergeräts 340-00112 für Nikobus Diese Bedienungsanleitung gilt auch für die Nikobus-Produkte 340-00111 und 340-00113. Achtung: einige der aufgeführten Betriebsarten sind nur auf
AGROPLUS Buchhaltung. Daten-Server und Sicherheitskopie. Version vom 21.10.2013b
 AGROPLUS Buchhaltung Daten-Server und Sicherheitskopie Version vom 21.10.2013b 3a) Der Daten-Server Modus und der Tresor Der Daten-Server ist eine Betriebsart welche dem Nutzer eine grosse Flexibilität
AGROPLUS Buchhaltung Daten-Server und Sicherheitskopie Version vom 21.10.2013b 3a) Der Daten-Server Modus und der Tresor Der Daten-Server ist eine Betriebsart welche dem Nutzer eine grosse Flexibilität
ArluText Textbausteinverwaltung für Word für Windows & Microsoft Outlook Schnellstart 2003-2014 Biermann & Winzenried
 Arlu utext Textbausteinverwaltung für Word für Windows & Micro soft Outlook 2003-2014 Biermann & Winzenried 1 Vorbemerkung Nach der Installation von ArluText erscheint in Word für Windows 2010 & 2013 ein
Arlu utext Textbausteinverwaltung für Word für Windows & Micro soft Outlook 2003-2014 Biermann & Winzenried 1 Vorbemerkung Nach der Installation von ArluText erscheint in Word für Windows 2010 & 2013 ein
2. Im Admin Bereich drücken Sie bitte auf den roten Button Webseite bearbeiten, sodass Sie in den Bearbeitungsbereich Ihrer Homepage gelangen.
 Bildergalerie einfügen Wenn Sie eine Vielzahl an Bildern zu einem Thema auf Ihre Homepage stellen möchten, steht Ihnen bei Schmetterling Quadra das Modul Bildergalerie zur Verfügung. Ihre Kunden können
Bildergalerie einfügen Wenn Sie eine Vielzahl an Bildern zu einem Thema auf Ihre Homepage stellen möchten, steht Ihnen bei Schmetterling Quadra das Modul Bildergalerie zur Verfügung. Ihre Kunden können
ecall sms & fax-portal
 ecall sms & fax-portal Beschreibung des Imports und Exports von Adressen Dateiname Beschreibung_-_eCall_Import_und_Export_von_Adressen_2015.10.20 Version 1.1 Datum 20.10.2015 Dolphin Systems AG Informieren
ecall sms & fax-portal Beschreibung des Imports und Exports von Adressen Dateiname Beschreibung_-_eCall_Import_und_Export_von_Adressen_2015.10.20 Version 1.1 Datum 20.10.2015 Dolphin Systems AG Informieren
Handbuch. NAFI Online-Spezial. Kunden- / Datenverwaltung. 1. Auflage. (Stand: 24.09.2014)
") Handbuch NAFI Online-Spezial 1. Auflage (Stand: 24.09.2014) Copyright 2016 by NAFI GmbH Unerlaubte Vervielfältigungen sind untersagt! Inhaltsangabe Einleitung... 3 Kundenauswahl... 3 Kunde hinzufügen...
Handbuch NAFI Online-Spezial 1. Auflage (Stand: 24.09.2014) Copyright 2016 by NAFI GmbH Unerlaubte Vervielfältigungen sind untersagt! Inhaltsangabe Einleitung... 3 Kundenauswahl... 3 Kunde hinzufügen...
Windows 7 Ordner und Dateien in die Taskleiste einfügen
 WI.005, Version 1.1 07.04.2015 Kurzanleitung Windows 7 Ordner und Dateien in die Taskleiste einfügen Möchten Sie Ordner oder Dateien direkt in die Taskleiste ablegen, so ist das nur mit einem Umweg möglich,
WI.005, Version 1.1 07.04.2015 Kurzanleitung Windows 7 Ordner und Dateien in die Taskleiste einfügen Möchten Sie Ordner oder Dateien direkt in die Taskleiste ablegen, so ist das nur mit einem Umweg möglich,
Adobe Photoshop CS2, CS3, CS4, CS5 mit Auto-SoftProof-Ansicht
 Typischerweise belässt und bearbeitet man digitale Bilder im RGB-Farbmodus, auch wenn das Hauptausgabeziel ein CMYK- Farbraum ist. Um eine farbliche Kontrolle des Ergebnisses während der Bearbeitung zu
Typischerweise belässt und bearbeitet man digitale Bilder im RGB-Farbmodus, auch wenn das Hauptausgabeziel ein CMYK- Farbraum ist. Um eine farbliche Kontrolle des Ergebnisses während der Bearbeitung zu
Ihr Benutzerhandbuch SAMSUNG SGH-V200 http://de.yourpdfguides.com/dref/459178
 Lesen Sie die Empfehlungen in der Anleitung, dem technischen Handbuch oder der Installationsanleitung für SAMSUNG SGH- V200. Hier finden Sie die Antworten auf alle Ihre Fragen über die in der Bedienungsanleitung
Lesen Sie die Empfehlungen in der Anleitung, dem technischen Handbuch oder der Installationsanleitung für SAMSUNG SGH- V200. Hier finden Sie die Antworten auf alle Ihre Fragen über die in der Bedienungsanleitung
Betriebsarten. 1.1 Übersicht Bildschirm. Kapitel 1. Notizen. Pos. Bedeutung Beschreibung. 8 1 Betriebsarten
 8 1 Betriebsarten Kapitel 1 Betriebsarten 1.1 Übersicht Bildschirm 01 02 03 04 05 06 07 08 09 10 11 Pos. Bedeutung Beschreibung 01 Anzeige Bezugspunkt Nummer des aktiven Bezugspunkts aus der Preset- Tabelle.
8 1 Betriebsarten Kapitel 1 Betriebsarten 1.1 Übersicht Bildschirm 01 02 03 04 05 06 07 08 09 10 11 Pos. Bedeutung Beschreibung 01 Anzeige Bezugspunkt Nummer des aktiven Bezugspunkts aus der Preset- Tabelle.
Symbolbearbeitung mit EPLAN 5.60/5.70 DIC_***D.SYM
 Symbolbearbeitung mit EPLAN 5.60/5.70 DIC_***D.SYM Beispielhaft anhand einer kopierten DIC_ESSD.SYM nach DIC_BGID.SYM werden hier die einzelnen Schritte der Symbolbearbeitung erklärt. Es ist generell empfehlenswert
Symbolbearbeitung mit EPLAN 5.60/5.70 DIC_***D.SYM Beispielhaft anhand einer kopierten DIC_ESSD.SYM nach DIC_BGID.SYM werden hier die einzelnen Schritte der Symbolbearbeitung erklärt. Es ist generell empfehlenswert
Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])
![Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])](/thumbs/29/13170670.jpg "Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])") 3.7 Erstellen einer Collage Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu]) Dann Größe des Dokuments festlegen beispielsweise A4 (weitere
3.7 Erstellen einer Collage Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu]) Dann Größe des Dokuments festlegen beispielsweise A4 (weitere
CAD-Gruppen. 1. Inhaltsverzeichnis. 1. Inhaltsverzeichnis 1 2. Was ist eine CAD-Gruppe? 3. 3. Erstellen von CAD-Gruppen 5
 CAD-Gruppen 1. Inhaltsverzeichnis 1. Inhaltsverzeichnis 1 2. Was ist eine CAD-Gruppe? 3 2.1. Verwendung von CAD-Gruppen 3 3. Erstellen von CAD-Gruppen 5 3.1. CAD-Gruppe anlegen 6 3.2. ME-Daten 7 3.3. CAD-Gruppe
CAD-Gruppen 1. Inhaltsverzeichnis 1. Inhaltsverzeichnis 1 2. Was ist eine CAD-Gruppe? 3 2.1. Verwendung von CAD-Gruppen 3 3. Erstellen von CAD-Gruppen 5 3.1. CAD-Gruppe anlegen 6 3.2. ME-Daten 7 3.3. CAD-Gruppe
Handbuch ECDL 2003 Modul 2: Computermanagement und Dateiverwaltung Der Task-Manager
 Handbuch ECDL 2003 Modul 2: Computermanagement und Dateiverwaltung Der Task-Manager Dateiname: ecdl2_03_05_documentation Speicherdatum: 22.11.2004 ECDL 2003 Modul 2 Computermanagement und Dateiverwaltung
Handbuch ECDL 2003 Modul 2: Computermanagement und Dateiverwaltung Der Task-Manager Dateiname: ecdl2_03_05_documentation Speicherdatum: 22.11.2004 ECDL 2003 Modul 2 Computermanagement und Dateiverwaltung
Das PC-Topp.NET Abfall-Terminal
 1 Das PC-Topp.NET Abfall-Terminal Inhalt 1. Das User-Interface 2 WPA-Ansicht 2 Ablage H 4 Ansicht Ablage B 5 2. Anwendung des Abfall-Terminals 5 1. Abfall eingeben 5 2. Etikett drucken 8 wasteterminal
1 Das PC-Topp.NET Abfall-Terminal Inhalt 1. Das User-Interface 2 WPA-Ansicht 2 Ablage H 4 Ansicht Ablage B 5 2. Anwendung des Abfall-Terminals 5 1. Abfall eingeben 5 2. Etikett drucken 8 wasteterminal
Downloadfehler in DEHSt-VPSMail. Workaround zum Umgang mit einem Downloadfehler
 Downloadfehler in DEHSt-VPSMail Workaround zum Umgang mit einem Downloadfehler Downloadfehler bremen online services GmbH & Co. KG Seite 2 Inhaltsverzeichnis Vorwort...3 1 Fehlermeldung...4 2 Fehlerbeseitigung...5
Downloadfehler in DEHSt-VPSMail Workaround zum Umgang mit einem Downloadfehler Downloadfehler bremen online services GmbH & Co. KG Seite 2 Inhaltsverzeichnis Vorwort...3 1 Fehlermeldung...4 2 Fehlerbeseitigung...5
HANDBUCH PHOENIX II - DOKUMENTENVERWALTUNG
 it4sport GmbH HANDBUCH PHOENIX II - DOKUMENTENVERWALTUNG Stand 10.07.2014 Version 2.0 1. INHALTSVERZEICHNIS 2. Abbildungsverzeichnis... 3 3. Dokumentenumfang... 4 4. Dokumente anzeigen... 5 4.1 Dokumente
it4sport GmbH HANDBUCH PHOENIX II - DOKUMENTENVERWALTUNG Stand 10.07.2014 Version 2.0 1. INHALTSVERZEICHNIS 2. Abbildungsverzeichnis... 3 3. Dokumentenumfang... 4 4. Dokumente anzeigen... 5 4.1 Dokumente
Pflegeberichtseintrag erfassen. Inhalt. Frage: Antwort: 1. Voraussetzungen. Wie können (Pflege-) Berichtseinträge mit Vivendi Mobil erfasst werden?
 Berichtseinträge mit Vivendi Mobil erfasst werden?") Connext GmbH Balhorner Feld 11 D-33106 Paderborn FON +49 5251 771-150 FAX +49 5251 771-350 hotline@connext.de www.connext.de Pflegeberichtseintrag erfassen Produkt(e): Vivendi Mobil Kategorie: Allgemein
Connext GmbH Balhorner Feld 11 D-33106 Paderborn FON +49 5251 771-150 FAX +49 5251 771-350 hotline@connext.de www.connext.de Pflegeberichtseintrag erfassen Produkt(e): Vivendi Mobil Kategorie: Allgemein
Warenwirtschaft Handbuch - Administration. 2013 www.addware.de
 Warenwirtschaft Handbuch - Administration 2 Warenwirtschaft Inhaltsverzeichnis Vorwort 0 Teil I Administration 3 1 Datei... 4 2 Datenbank... 6 3 Warenwirtschaft... 12 Erste Schritte... 13 Benutzerverwaltung...
Warenwirtschaft Handbuch - Administration 2 Warenwirtschaft Inhaltsverzeichnis Vorwort 0 Teil I Administration 3 1 Datei... 4 2 Datenbank... 6 3 Warenwirtschaft... 12 Erste Schritte... 13 Benutzerverwaltung...
1 Die Bado Schleswig-Holstein
 Basisdokumentation Schleswig-Holstein Seite 1 1 Die Bado Schleswig-Holstein Für die Bado SH werden in Patfak Light folgende Bereiche verwendet: - Erfassung der Bado-SH Items (Betreuungsbezogene Daten/Diagnosen/Biografiedaten)
Basisdokumentation Schleswig-Holstein Seite 1 1 Die Bado Schleswig-Holstein Für die Bado SH werden in Patfak Light folgende Bereiche verwendet: - Erfassung der Bado-SH Items (Betreuungsbezogene Daten/Diagnosen/Biografiedaten)
Bedienungsanleitung. E-Learning Software VedA
 E-Learning Software Inhaltsverzeichnis 1. GUI-Komponenten 2 2. Steuerelemente 3 3. Standard Modus 4 4. Eingabe-Sofort-Verarbeiten Modus 4 5. NC-Programme erstellen 5-1 - 1. GUI-Komponenten - 2 - Abbildung
E-Learning Software Inhaltsverzeichnis 1. GUI-Komponenten 2 2. Steuerelemente 3 3. Standard Modus 4 4. Eingabe-Sofort-Verarbeiten Modus 4 5. NC-Programme erstellen 5-1 - 1. GUI-Komponenten - 2 - Abbildung
Das Modul ARTIKEL-BARCODE ermöglicht den Druck von Barcode-Etiketten der EAN-Codes 8 und 13.
 FAKTURA Artikel-Barcode 1 Modul ARTIKEL-BARCODE Das Modul ARTIKEL-BARCODE ermöglicht den Druck von Barcode-Etiketten der EAN-Codes 8 und 13. Es können Etiketten aller gängigen Standard-Größen verwendet
FAKTURA Artikel-Barcode 1 Modul ARTIKEL-BARCODE Das Modul ARTIKEL-BARCODE ermöglicht den Druck von Barcode-Etiketten der EAN-Codes 8 und 13. Es können Etiketten aller gängigen Standard-Größen verwendet
Content Management System (CMS) Manual
 Manual") Content Management System (CMS) Manual Thema Seite Aufrufen des Content Management Systems (CMS) 2 Funktionen des CMS 3 Die Seitenverwaltung 4 Seite ändern/ Seite löschen Seiten hinzufügen 5 Seiten-Editor
Content Management System (CMS) Manual Thema Seite Aufrufen des Content Management Systems (CMS) 2 Funktionen des CMS 3 Die Seitenverwaltung 4 Seite ändern/ Seite löschen Seiten hinzufügen 5 Seiten-Editor
1. Allgemein 2. 2. Speichern und Zwischenspeichern des Designs 2. 3. Auswahl der zu bearbeitenden Seite 2. 4. Text ergänzen 3. 5. Textgrösse ändern 3
 Inhaltsverzeichnis 1. Allgemein 2 2. Speichern und Zwischenspeichern des Designs 2 3. Auswahl der zu bearbeitenden Seite 2 4. Text ergänzen 3 5. Textgrösse ändern 3 6. Schriftart ändern 3 7. Textfarbe
Inhaltsverzeichnis 1. Allgemein 2 2. Speichern und Zwischenspeichern des Designs 2 3. Auswahl der zu bearbeitenden Seite 2 4. Text ergänzen 3 5. Textgrösse ändern 3 6. Schriftart ändern 3 7. Textfarbe
Die wichtigsten Funktionen im Umgang mit Windows. Achim Ermert Diese Unterlagen sind nur für den internen Gebrauch zu nutzen Seite 1
 Achim Ermert Diese Unterlagen sind nur für den internen Gebrauch zu nutzen Seite 1 Inhaltsverzeichnis: Seite 3 bis Seite 5 Einstieg mit Maus und Tastatur Seite 3 bis Seite 3 Die PC Tastatur Seite 4 bis
Achim Ermert Diese Unterlagen sind nur für den internen Gebrauch zu nutzen Seite 1 Inhaltsverzeichnis: Seite 3 bis Seite 5 Einstieg mit Maus und Tastatur Seite 3 bis Seite 3 Die PC Tastatur Seite 4 bis
Laufende Auswertung von Feedback-Fragebögen... 2. Eine Vorlage zur Auswertung eines Fragebogens und die Präsentation erstellen...
 Inhaltsverzeichnis Laufende Auswertung von Feedback-Fragebögen... 2 Eine Vorlage zur Auswertung eines Fragebogens und die Präsentation erstellen... 2 Namen verwalten... 4 Dr. Viola Vockrodt-Scholz edvdidaktik.de
Inhaltsverzeichnis Laufende Auswertung von Feedback-Fragebögen... 2 Eine Vorlage zur Auswertung eines Fragebogens und die Präsentation erstellen... 2 Namen verwalten... 4 Dr. Viola Vockrodt-Scholz edvdidaktik.de
Menü Macro. WinIBW2-Macros unter Windows7? Macros aufnehmen
 Menü Macro WinIBW2-Macros unter Windows7?... 1 Macros aufnehmen... 1 Menübefehle und Schaltflächen in Macros verwenden... 4 Macros bearbeiten... 4 Macros löschen... 5 Macro-Dateien... 5 Macros importieren...
Menü Macro WinIBW2-Macros unter Windows7?... 1 Macros aufnehmen... 1 Menübefehle und Schaltflächen in Macros verwenden... 4 Macros bearbeiten... 4 Macros löschen... 5 Macro-Dateien... 5 Macros importieren...
Mailbox Ihr Anrufbeantworter im primacom-netz Anleitung. Inhaltsverzeichnis. 1 Mailbox einrichten. 1.1 Ersteinrichtung. 1.
 Sehr geehrter Telefonkunde, wir möchten Ihnen mit dieser Bedienungsanleitung eine Hilfestellung bei der Einrichtung und Bedienung Ihrer Mailbox für Ihren Telefonanschluss geben. Die Mailbox - Ihr Anrufbeantworter
Sehr geehrter Telefonkunde, wir möchten Ihnen mit dieser Bedienungsanleitung eine Hilfestellung bei der Einrichtung und Bedienung Ihrer Mailbox für Ihren Telefonanschluss geben. Die Mailbox - Ihr Anrufbeantworter
Mandant in den einzelnen Anwendungen löschen
 Mandant in den einzelnen Anwendungen löschen Bereich: ALLGEMEIN - Info für Anwender Nr. 6056 Inhaltsverzeichnis 1. Allgemein 2. FIBU/ANLAG/ZAHLUNG/BILANZ/LOHN/BELEGTRANSFER 3. DMS 4. STEUERN 5. FRISTEN
Mandant in den einzelnen Anwendungen löschen Bereich: ALLGEMEIN - Info für Anwender Nr. 6056 Inhaltsverzeichnis 1. Allgemein 2. FIBU/ANLAG/ZAHLUNG/BILANZ/LOHN/BELEGTRANSFER 3. DMS 4. STEUERN 5. FRISTEN
1.5 Umsatzsteuervoranmeldung
 1.5 Umsatzsteuervoranmeldung In diesem Abschnitt werden die Arbeitschritte zum Erstellen des MwSt Abrechnungsschemas erläutert. Es wird gezeigt, wie die Werte für die monatliche Umsatzsteuervoranmeldung
1.5 Umsatzsteuervoranmeldung In diesem Abschnitt werden die Arbeitschritte zum Erstellen des MwSt Abrechnungsschemas erläutert. Es wird gezeigt, wie die Werte für die monatliche Umsatzsteuervoranmeldung
30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc. CATIA-Skizzierer
 30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc 1. Einführung CATIA-Skizzierer - Skizzen sind die Grundlage der meisten Volumenkörper (siehe Anleitung Teilemodellierung) - eigene Umgebung
30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc 1. Einführung CATIA-Skizzierer - Skizzen sind die Grundlage der meisten Volumenkörper (siehe Anleitung Teilemodellierung) - eigene Umgebung
Inventur. Bemerkung. / Inventur
 Inventur Die beliebige Aufteilung des Artikelstamms nach Artikeln, Lieferanten, Warengruppen, Lagerorten, etc. ermöglicht es Ihnen, Ihre Inventur in mehreren Abschnitten durchzuführen. Bemerkung Zwischen
Inventur Die beliebige Aufteilung des Artikelstamms nach Artikeln, Lieferanten, Warengruppen, Lagerorten, etc. ermöglicht es Ihnen, Ihre Inventur in mehreren Abschnitten durchzuführen. Bemerkung Zwischen
Übung Bilder verschmelzen
 Landesakademie für Fortbildung und Personalentwicklung an Schulen in Baden-Württemberg Übung Bilder verschmelzen Die folgende Anleitung will exemplarisch zeigen, wie Sie mit GIMP zwei Bilder zu einem neuen
Landesakademie für Fortbildung und Personalentwicklung an Schulen in Baden-Württemberg Übung Bilder verschmelzen Die folgende Anleitung will exemplarisch zeigen, wie Sie mit GIMP zwei Bilder zu einem neuen
Bedienungsanleitung TIME IT. a Look Solutions 1 product
 Bedienungsanleitung TIME IT a Look Solutions 1 product 2 Inhalt 1. Einleitung 3 2. Beschreibung der einzelnen Tasten 4 2.1 Tasten-/Displayfunktionen 3. Arbeiten mit dem TIME IT 6 3.1 Einsatz als Kabelfernbedienung
Bedienungsanleitung TIME IT a Look Solutions 1 product 2 Inhalt 1. Einleitung 3 2. Beschreibung der einzelnen Tasten 4 2.1 Tasten-/Displayfunktionen 3. Arbeiten mit dem TIME IT 6 3.1 Einsatz als Kabelfernbedienung
Erweiterung AE WWS Lite Win: AES Security Verschlüsselung
 Erweiterung AE WWS Lite Win: AES Security Verschlüsselung Handbuch und Dokumentation Beschreibung ab Vers. 1.13.5 Am Güterbahnhof 15 D-31303 Burgdorf Tel: +49 5136 802421 Fax: +49 5136 9776368 Seite 1
Erweiterung AE WWS Lite Win: AES Security Verschlüsselung Handbuch und Dokumentation Beschreibung ab Vers. 1.13.5 Am Güterbahnhof 15 D-31303 Burgdorf Tel: +49 5136 802421 Fax: +49 5136 9776368 Seite 1
Schnelleinstieg BENUTZER
 Schnelleinstieg BENUTZER Bereich: BENUTZER - Info für Anwender Nr. 0600 Inhaltsverzeichnis 1. Zweck der Anwendung 2. Einrichten zum Start 3. Navigation 4. Arbeitsablauf 5. Weitere Funktionen 6. Hilfe 2
Schnelleinstieg BENUTZER Bereich: BENUTZER - Info für Anwender Nr. 0600 Inhaltsverzeichnis 1. Zweck der Anwendung 2. Einrichten zum Start 3. Navigation 4. Arbeitsablauf 5. Weitere Funktionen 6. Hilfe 2
Anleitung zum LPI ATP Portal www.lpi-training.eu
 Anleitung zum LPI ATP Portal www.lpi-training.eu Version 1.0 vom 01.09.2013 Beschreibung des Anmeldevorgangs und Erklärung der einzelnen Menüpunkte. Anmeldevorgang: 1. Gehen Sie auf die Seite http://www.lpi-training.eu/.
Anleitung zum LPI ATP Portal www.lpi-training.eu Version 1.0 vom 01.09.2013 Beschreibung des Anmeldevorgangs und Erklärung der einzelnen Menüpunkte. Anmeldevorgang: 1. Gehen Sie auf die Seite http://www.lpi-training.eu/.
HEIDENHAIN. NC-Programme im Klartext-Dialog erstellen. itnc 530 TNC 640 TNC 620 TNC 320. MW M-TS/ Feb 2015
 HEIDENHAIN NC-Programme im Klartext-Dialog erstellen itnc 530 TNC 640 TNC 620 TNC 320 Programmablauf Erstellung Ordner für das Programm Programmanlegen im Klartext-Format Definition BLK-Form und Bezugspunkt
HEIDENHAIN NC-Programme im Klartext-Dialog erstellen itnc 530 TNC 640 TNC 620 TNC 320 Programmablauf Erstellung Ordner für das Programm Programmanlegen im Klartext-Format Definition BLK-Form und Bezugspunkt
Handbuch für Redakteure
 Handbuch für Redakteure Erste Schritte... 1 Artikel erstellen... 2 Artikelinhalt bearbeiten... 3 Artikel bearbeiten... 3 Grunddaten ändern... 5 Weitere Artikeleigenschaften... 5 Der WYSIWYG-Editor... 6
Handbuch für Redakteure Erste Schritte... 1 Artikel erstellen... 2 Artikelinhalt bearbeiten... 3 Artikel bearbeiten... 3 Grunddaten ändern... 5 Weitere Artikeleigenschaften... 5 Der WYSIWYG-Editor... 6
Virtueller Seminarordner Anleitung für die Dozentinnen und Dozenten
 Virtueller Seminarordner Anleitung für die Dozentinnen und Dozenten In dem Virtuellen Seminarordner werden für die Teilnehmerinnen und Teilnehmer des Seminars alle für das Seminar wichtigen Informationen,
Virtueller Seminarordner Anleitung für die Dozentinnen und Dozenten In dem Virtuellen Seminarordner werden für die Teilnehmerinnen und Teilnehmer des Seminars alle für das Seminar wichtigen Informationen,
Dokumentation. estat Version 2.0
 Dokumentation estat Version 2.0 Installation Die Datei estat.xla in beliebiges Verzeichnis speichern. Im Menü Extras AddIns... Durchsuchen die Datei estat.xla auswählen. Danach das Auswahlhäkchen beim
Dokumentation estat Version 2.0 Installation Die Datei estat.xla in beliebiges Verzeichnis speichern. Im Menü Extras AddIns... Durchsuchen die Datei estat.xla auswählen. Danach das Auswahlhäkchen beim
Das Handbuch. zum Betreuervergütungstool von
 Das Handbuch zum Betreuervergütungstool von 1. Einleitung..Seite 1 2. Die Startoberfläche.Seite 1 3. Programm einrichten zum Betrieb Seite 2 A: Netzbetrieb B: Rechnungsnummer C: Einstellungen D: Briefkopf
Das Handbuch zum Betreuervergütungstool von 1. Einleitung..Seite 1 2. Die Startoberfläche.Seite 1 3. Programm einrichten zum Betrieb Seite 2 A: Netzbetrieb B: Rechnungsnummer C: Einstellungen D: Briefkopf
Eingangsseite Umwelt-online
 Mit dem Erwerb einer Lizenz haben Sie die Möglichkeit, sich ein auf Ihre Bedürfnisse abgestimmtes Kataster zu erstellen. Die Funktionen dieses Rechtskataster wird nachstehend erläutert. Eingangsseite Umwelt-online
Mit dem Erwerb einer Lizenz haben Sie die Möglichkeit, sich ein auf Ihre Bedürfnisse abgestimmtes Kataster zu erstellen. Die Funktionen dieses Rechtskataster wird nachstehend erläutert. Eingangsseite Umwelt-online
Erweiterungen Webportal
 Erweiterungen Webportal Adress-Suche Inaktive Merkmale und gelöschte Adresse Die Suche im Webportal wurde so erweitert, dass inaktive Adresse (gelöscht) und inaktive Merkmale bei der Suche standardmässig
Erweiterungen Webportal Adress-Suche Inaktive Merkmale und gelöschte Adresse Die Suche im Webportal wurde so erweitert, dass inaktive Adresse (gelöscht) und inaktive Merkmale bei der Suche standardmässig
Benutzerhandbuch - Elterliche Kontrolle
 Benutzerhandbuch - Elterliche Kontrolle Verzeichnis Was ist die mymaga-startseite? 1. erste Anmeldung - Administrator 2. schnittstelle 2.1 Administrator - Hautbildschirm 2.2 Administrator - rechtes Menü
Benutzerhandbuch - Elterliche Kontrolle Verzeichnis Was ist die mymaga-startseite? 1. erste Anmeldung - Administrator 2. schnittstelle 2.1 Administrator - Hautbildschirm 2.2 Administrator - rechtes Menü
Einzel-E-Mails und unpersönliche Massen-Mails versenden
 Einzel-E-Mails und unpersönliche Massen-Mails versenden Copyright 2012 cobra computer s brainware GmbH cobra Adress PLUS ist eingetragenes Warenzeichen der cobra computer s brainware GmbH. Andere Begriffe
Einzel-E-Mails und unpersönliche Massen-Mails versenden Copyright 2012 cobra computer s brainware GmbH cobra Adress PLUS ist eingetragenes Warenzeichen der cobra computer s brainware GmbH. Andere Begriffe
Process4.biz Release 5.2.2 Features Übersicht. Repository. Das Schützen von Diagrammen wurde optimiert (check-in, check-out)
") Process4.biz Release 5.2.2 Features Übersicht Repository Das Schützen von Diagrammen wurde optimiert (check-in, check-out) Diagramme können gegen die Bearbeitung von anderen p4b-benutzern und gegen die
Process4.biz Release 5.2.2 Features Übersicht Repository Das Schützen von Diagrammen wurde optimiert (check-in, check-out) Diagramme können gegen die Bearbeitung von anderen p4b-benutzern und gegen die
7DVWH.HOOQHU. Kassensystem SANYO (X&D6RIWKapitel 42
 7DVWH.HOOQHU Sie befinden sich im Dialog 5DXP%LOG Sie Tippen auf die Taste.HOOQHU Sie gelangen danach in den Dialog.HOOQHU/RJLQ. Alle Handlungen, die YRQ,KQHQ durchgeführt werden können sind schwarz dargestellt.
7DVWH.HOOQHU Sie befinden sich im Dialog 5DXP%LOG Sie Tippen auf die Taste.HOOQHU Sie gelangen danach in den Dialog.HOOQHU/RJLQ. Alle Handlungen, die YRQ,KQHQ durchgeführt werden können sind schwarz dargestellt.
PKV- Projektanlage Assistent
 Desk Software & Consulting GmbH PKV- Projektanlage Assistent Edith Freundt DESK Software und Consulting GmbH Im Heerfeld 2-4 35713 Eibelshausen Tel.: +49 (0) 2774/924 98-0 Fax: +49 (0) 2774/924 98-15 info@desk-firm.de
Desk Software & Consulting GmbH PKV- Projektanlage Assistent Edith Freundt DESK Software und Consulting GmbH Im Heerfeld 2-4 35713 Eibelshausen Tel.: +49 (0) 2774/924 98-0 Fax: +49 (0) 2774/924 98-15 info@desk-firm.de
Dokumentation zum Spielserver der Software Challenge
 Dokumentation zum Spielserver der Software Challenge 10.08.2011 Inhaltsverzeichnis: Programmoberfläche... 2 Ein neues Spiel erstellen... 2 Spielfeldoberfläche... 4 Spielwiederholung laden... 5 Testdurchläufe...
Dokumentation zum Spielserver der Software Challenge 10.08.2011 Inhaltsverzeichnis: Programmoberfläche... 2 Ein neues Spiel erstellen... 2 Spielfeldoberfläche... 4 Spielwiederholung laden... 5 Testdurchläufe...
Word 2010 Online Formulare mit Vorversionstools
 WO.021, Version 1.0 5.10.2015 Kurzanleitung Word 2010 Online Formulare mit Vorversionstools Als Online Formulare werden in Word Vorlagen bezeichnet, welche neben einem gleichbleibenden Standard-Text auch
WO.021, Version 1.0 5.10.2015 Kurzanleitung Word 2010 Online Formulare mit Vorversionstools Als Online Formulare werden in Word Vorlagen bezeichnet, welche neben einem gleichbleibenden Standard-Text auch