Dr.-Ing. Tobias Loose, Ingenieurbüro Tobias Loose Dr.-Ing. Ben Boese, ALSTOM Transport Deutschland GmbH
|
|
|
- Irmgard Beck
- vor 6 Jahren
- Abrufe
Transkript

1 Dr.-Ing. Tobias Loose, Ingenieurbüro Tobias Loose Dr.-Ing. Ben Boese, ALSTOM Transport Deutschland GmbH Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau 10. Fachtagung Fügen und Konstruieren im Schienenfahrzeugbau in Halle

 176 6126 8671 Tel: +49 (0) 7203")




2 Herdweg 13, D Wössingen Lkr. Karlsruhe E-Post: Web: Mobil: +49 (0) Tel: +49 (0) Fax: +49 (0) Numerische Simulationen für Schweißen und Wärmebehandlung Dienstleistung - Schulung - Support Vertrieb von Software für die Schweißsimulation und Wärmebehandlungssimulation Schweißsimulationen seit 2004 Berechnung von Verzug und Eigenspannungen an großen Baugruppen unsere Partner 2. Vorsitzender FA I2 des DVS 2. Vorsitzender Förderverein Wärmebehandlung und Schweißen Internet: DEeutsch: ENglisch: ESpanol: 2


3 Software für die Schweißsimulation 3

4 Motivation Disziplinen der Schweißsimulation 4


5 Wozu Simulieren? Nach dem Schweißen ist nicht vor dem Schweißen Die Materialeigenschaft, die Form und der Spannungszustand sind verändert. Schweißbarkeitsprobe Rheinbrücke Breisach St 37 von 1962 Schweißpunktbiegeversuch nach Steidl 5
6 Disziplinen der Schweißsimulation das Radaj-Dreieck Festigkeiten in Abhängigkeit des Gefüges Schmelzen und Erstarren Gefügeumwandlung Kristallbildung Korngrößenwachstum WeldWare JmatPro Micress Material Simulation Schmelzbad Tropfenablösung Strom, Spannung, Drahtvorschub Schutzgas Temperaturfeld in Schmelzbadnähe SimWeld Prozeß Simulation SchweißSimulation Eigenspannungen Verzug globales Temperaturfeld SYSWELD Simufact.welding Struktur Simulation 6

7 WeldWare Schweißtechnologisches Beratungssystem Streckenenergie - Vorwärmtemperatur - Gefüge 7

8 WeldWare dient der Kalkulation der Wärmeführung vor Schweißbeginn an Stahl der Berechnung von Gefüge und mechanischen Kennwerten in der WEZ von Schweißnähten der Ermittlung notwendiger Vorwärmtemperaturen an realen Bauteilen nutzt Chargenübergreifende Regressionsgleichungen Gemessene Schweiß-ZTU-Schaubilder aus eigenem Hause, der SLV Mecklenburg-Vorpommern GmbH Zugehörige Materialdaten 8

9 Materialdaten auswählen Datenbank Vorgabe der DB-Auslese, überschreibbar chemischen Zusammensetzung kann modifiziert werden Kontrolle, ob die Daten innerhalb gültiger Regressionsgrenzen liegen Chargenverwaltung Datenexport FEM mit Weld Ware fortfahren 9

10 Chargenverwaltung Eingabe weiterer Chargen unter definierter Chargennummer / Chargenname. Beliebige Chargen können gespeichert und später auch wieder abgerufen werden. 10


11 Gefügezusammensetzung berechnen Vorausberechnung des Gefüges in der WEZ aufgrund der Stahlsorte und der chemischen Zusammensetzung 11

 zur Vermeidung von Rissen infolge Martensit")
12 K30 Wert bestimmen Schweiß-ZTU anzeigen der K30-Wert kennzeichnet die t8,5/5 Zeit bei der 30 % Martensit entstehen und gilt als Mindestwert der t8,5/5 Zeit (Abkühlzeit) zur Vermeidung von Rissen infolge Martensit und Aufhärtung 12


13 Abschätzung der zu erwartenden mechanischen Kennwerte in der WEZ... Härte Dehngrenze Zugfestigkeit Bruchdehnung Brucheinschnürung dient der Vermeidung technologischer Kerben im Vergleich zum ungeschweißten Grundwerkstoff 13

 über dem K30-Wert liegt.")
14 Abkühlzeit abschätzen Abschätzung der Abkühlzeit aus den Schweißparametern zur Überprüfung ob die Mindesabkühlzeit (t8,5/5 Zeit) über dem K30-Wert liegt. t8,5/5 Zeit = 5,9 s 14
 0,2 % Kohlenstoff, 0,8 % Mangan K 30 = 9,1 s > t8,5/5 Zeit von 5,9 s Bruchdehnung : 10,2 % bei t8,5/5 = 5,9 s Härte: 318 HV30 Rp0.2: 629 N/mm² S355MC (1.")
15 Vergleich S355J2+N (1.0577) und S355MC (1.0976) S355J2+N (1.0577) 0,2 % Kohlenstoff, 0,8 % Mangan K 30 = 9,1 s > t8,5/5 Zeit von 5,9 s Bruchdehnung : 10,2 % bei t8,5/5 = 5,9 s Härte: 318 HV30 Rp0.2: 629 N/mm² S355MC (1.0976) 0,12 % Kohlenstoff, 0,8 % Mangan K 30 = 4,4 s < t8,5/5 Zeit von 5,9 s Bruchdehnung : 19,1 % bei t8,5/5 = 5,9 s Härte: 281 HV30 Rp0.2: 642 N/mm² 15

16 SimWeld Schweißprozeßsimulation Berechnung des Schmelzbades 16

17 Ein- und Ausgabegrößen der Prozeßsimulation Eingabeparameter: Drahtvorschub Schutzgas Schweißgeschwindigkeit Stromstärke / Spannung Anstellwinkel Schweißposition und Bauteilgeometrie Ausgabeparameter: Nahtgeometrie Einbrand / Einbrandkerben Schweißbarkeit Temperaturverlauf und Tropfenablösung Kontrollgrößen: Schweißstrom, Spannung zwischen Bauteil und Brenner Berechnungszeit zwischen 0,5 und 2 Minuten 17
18 Qualitätssicherung: Tropfenablösung, Spannungs- und Stromstärkenverlauf Spannungs- und Stromstärkenverlauf aus der Simulation können zur Prozeßüberwachung in der Fertigung verwendet werden 18

19 Beispiel Nahtgüte einer Kehlnaht: Bewertungsgruppen nach DIN EN ISO


20 Kehlnaht - Eingabeparameter Variante 1 20

21 Kehlnaht - Lichtbogen und Tropfenablösung 21

22 Kehlnaht - Ergebnis Variante 1 Bewertungsgruppe D: 1 + 0,25b = 1 + 0,25 x 6,7 = 2,68 mm Bewertungsgruppe C: 1 + 0,15b = 1 + 0,15 x 6,7 = 2,01 mm Bewertungsgruppe B: 1 + 0,10b = 1 + 0,10 x 6,7 = 1,67 mm 22

23 Temperaturverlauf 23

24 Kehlnaht - Eingabeparameter Variante 2 Erhöhung der Schweißgeschwindigkeit von 25 cm/min auf 50 cm/min Erhöhung des Drahtvorschubes von 6 m/min auf 10 m/min 24
25 Kehlnaht - Ergebnis Variante 2 Bewertungsgruppe D: 1 + 0,25b = 1 + 0,25 x 6,7 = 2,68 mm Bewertungsgruppe C: 1 + 0,15b = 1 + 0,15 x 6,7 = 2,01 mm Bewertungsgruppe B: 1 + 0,10b = 1 + 0,10 x 6,7 = 1,67 mm 25
26 Vergleich Kehlnaht Variante 1 - Variante 2 Schweißgeschwindigkeit: Drahtvorschub: 25 cm/min 6 m/min 50 cm/min 10 m/min 26

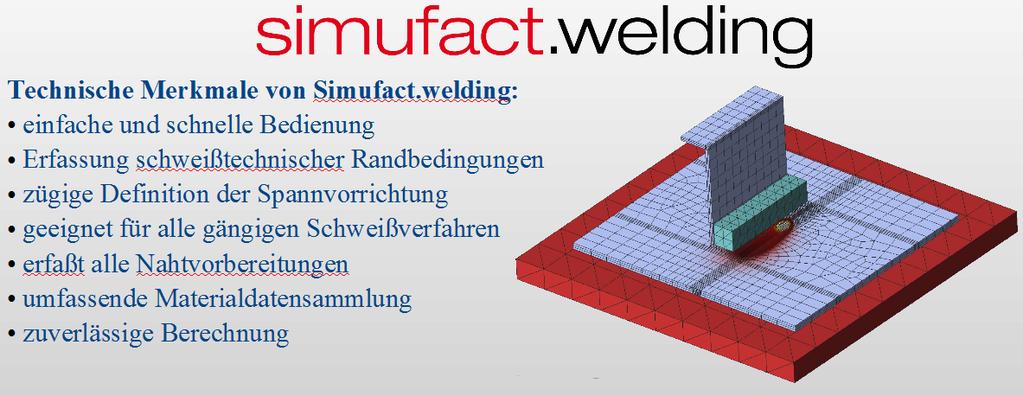
27 Simufact.welding Schweißstruktursimulation Verzug - Eigenspannungen - Gefüge 27

28 Simufact.welding anwenderfreundliche übersichtliche Benutzeroberfläche Die vom simufact Team unter Leitung von Jens Rohbrecht entwickelte GUI ist anwenderfreundlich und speziell ausgerichtet auf die schweißtechnischen Belange 28

29 Grundlagen der Schweißstruktursimulation Wesentliche Modellierungsaspekte 29
30 Schweißstruktursimulation Modellierungsablauf Methode der Finiten Elemente FEM Geometriebeschreibung des Bauteils - CAD Einteilung in Finte Elemente Vernetzen Werkstoff Materialeigenschaften Schweißen Definition der Ersatzwärmequelle Prozeß und Setup Materialzuweisung, Schweißfolge, Spannvorrichtung, äußere Lasten 30


31 Die wichtigsten Aspekte der Schweißstruktursimulation Geometrie Material Temperaturabhängigkeit Verfestigung Rücksetzen der Verfestigung beim Aufschmelzen Gefügeumwandlung Umwandlungsdehnungen gefügeabhängige Änderung der Materialkennwerte Wärmequelle Geometrie und Wärmeeintragsfunktion Bahn und Bahngeschwindigkeit Mechanische Randbedingung Spannvorrichtung Kontakt 31





32 Bestimmung der Ersatzwärmequelle Methoden der Kalibrierung des Wärmeeintrages Prozeßkette Schnittstelle zur Prozeßsimulation (SimWeld) Übernahme der Wärmeeintragsfunktion aus einer vorgeschalteten Prozeßsimulation Schliffbildkalibrierung Kalibrierung der Ersatzwärmequelle anhand vorhandener Schliffbilder Streckenenergie Definition der Ersatzwärmequelle anhand geschätzter Schmelzbadabmessung und eingebrachter Streckenenergie (Stomstärke, Spannung, Wirkungsgrad) 32






33 Kontakt Berücksichtigung des thermischen und mechanischen Kontaktes Insbesondere der mechanische Kontakt muß korrekt abgebildet werden um zutreffende Ergebnisse für den Verzug zu erhalten. Reibkontakt muß bei Erreichen der Schmelztemperatur in Festkontakt umgeschaltet werden (Verschweißen). 5-fach überhöht 33

34 Validierung der Berechnung Schweißstruktursimulation 34
, Nr. 2, S.")
35 Validierung Schweißverzug (Banke et al. 2003) Versuch und Meßdaten aus: BANKE, F. ; SCHMIED, J. ; SCHULZ, U.: Der Einfluß von Schweißeigenspannung und Schweißverformungen auf das Beulverhalten von axialgedr uckten Zylinderschalen. In: Stahlbau 72 (2003), Nr. 2, S Meßwerte: Banke et al. Berechnung: Dr. Loose 35

36 IIW Round Robin Versuch Vergleich Meßwerte und Berechnungsergebnis 36
37 Nitschke-Pagel Versuch 37

38 Schweißverzugsimulation eines Drehgestellangträgers 38


39 Simulationsmodell 2,8 m Bauteillänge ca Elemente 24 zu verschweißende Bauteile mit einlagigen bis 4-lagigen Nähten 69 Heftnähte 118 Schweißnähte 223 Einzelschweißraupen 9138 s Schweißzeit ca Berechnungszeitschritte s Gesamtprozeßzeit 39




40 Berechnungszeit Transiente Berechnung des Gesamtmodells mit Domain Decomposition Methode (DDM) bei Berechnung auf 9 Domains derzeit ca. 25 Tage! bei Berechnungsschritten geplante Maßnahmen zur Reduzierung der Berechnungszeit: Zeitschrittoptimierung und Berechnung mit 32 Domains Zielgröße: < 10 Tage Berechnungszeit Anwendung der metatransienten Methode Zielgröße: < 5 Tage Berechnungszeit 40





41 Vernetzungsstrategie Reduzierung des Vernetzungsaufwandes Grobes Netz für die Bauteile, nicht konforme Netze, automatische Netzverfeinerung Der Kontakt zwischen Bauteilen Zusatzmaterial Spanner, Auflager Wird automatisch gefunden und berücksichtigt. Automatische Vernetzung des Zusatzmaterials einlagiger Kehlnähte mit dem Fillet Generator Mehrlagige Nähte werden derzeit noch manuell vernetzt, zukünftig wird es dafür auch einen Fillet Generator geben. 41

42 Der Prozeßplan Der Prozessplan ist ein simulationsgerecht abgewandelter Arbeitsplan, mit Schwerpunkt auf den Schweißprozessparametern wie Lage, Strom, Spannung, Vorschubgeschwindigkeit. Die benötigten schweißtechnischen Informationen gehen über das übliche nicht hinaus und entsprechen etwa den im Merkblatt [DVS 1610] empfohlenen Angaben. Der Prozeßplan ist der Eingabeplan für den Aufbau des Simulationsmodells. 42


43 Roboter-Dialog und Schweißmonitor Entsprechend den Angaben aus dem Prozeßplan erfolgt die Eingabe der Schweißprozesse über den Roboter-Dialog. Die Bestimmung der Ersatzwärmequelle erfolgt mit der Streckenenergie-Methode. Damit soll gezeigt werden, daß auch eine Vorausberechnung anhand der Angaben in den Schweißanweisungen (WPS) zutreffende Ergebnisse liefert. Der Schweißmonitor zeigt die Spitzentemperatur im Nahtqueschnitt, also die Schmelzbadausbildung in der Simulation (Hinweis zur Grafik: Im ersten Rechenlauf wurde die Netzverfeinerung der Bauteile unterdrückt.) 43
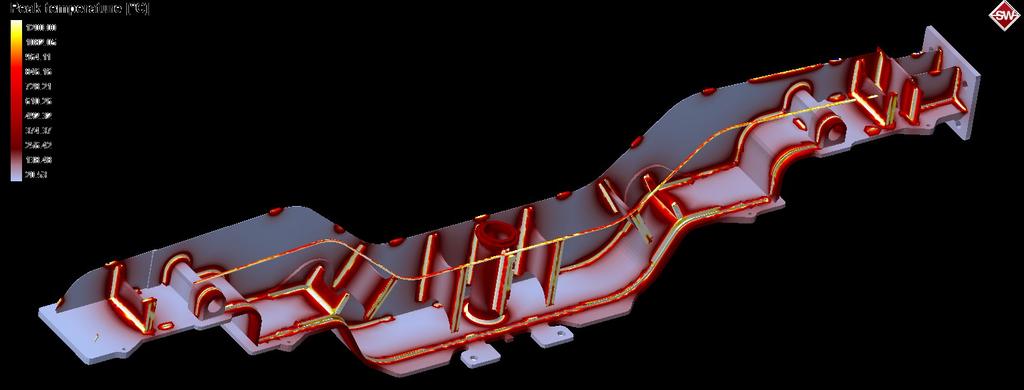
44 Spitzentemperatur nach 9350 s 44
45 Vergleichsspannung (von Mises) nach 9350 s 45


46 Skalar des Verzugsvektors nach 9350 s 46
47 der Film... 47

48 Zusammenfassung 48
49 Zusammenfassung Die numerische Simulation ist ein modernes Hilfsmittel, das in vielen Bereichen zur Auslegung von Bauteilen und zur Auslegung von Fertigungsprozessen genutzt wird. Im Bereich des Schweißens steht die industrielle Nutzung noch am Anbeginn. Mittlerweile ist die Schweißsimulation technologisch soweit gereift, daß sie industriell anwendbar ist. Bauteile in den Dimensionen des Schienenfahrzeugbau können derzeit schon berechnet werden. Die Schweißsimulation eröffnet ein neues Kapitel in der Qualitätssicherung und -überwachung: direkt als Überwachungsinstrument oder indirekt in dem die Schweißsimulation eine präzise Beschreibung des Fügeprozesses verlangt. 49


50 Zusammenfassung Mit der Schweißsimulation erhalten Sie Ergebnisse bevor Sie beginnen zu fertigen und Sie können somit den Fertigungsprozeß kostensparender und qualitativ hochwertiger planen und ausführen, sehen Sie in Ihr Bauteil hinein und erhalten Aussagen über Zustandsgrößen an jeder beliebigen Stelle, also auch dort wo Sie nicht messen können, können Sie den Schweißprozeß und seine Auswirkungen visualisieren, damit verstehen und zielorientiert verbessern, schaffen Sie mit der Simulation Fakten und klare Aussagen, damit verkürzen langwierige Diskussionsrunden, und können den Experten-Meinungen mit fundierten Daten entgegentreten. schulen Sie Schweißaufsichtspersonen und Schweißer und verbessern das Prozeßverständnis 50

51 Vielen Dank für Ihre Aufmerksamkeit! 51
Eigenspannungen berechnen mit Hilfe der Schweißsimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
DYNAmore GmbH. Schweißsimulation und Wärmebehandlungssimulation. Grundlagen der. Anwendungsmöglichkeit und Benefits. Dr.-Ing. Tobias Loose 09.03.
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Berechnung von Schweißeigenspannungen und Verzug
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Numerische Bestimmung von Schweißeigenspannungen
 Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles
 Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau
 Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau Dr.-Ing. Tobias Loose IWE, Wössingen (Lkr. Karlsruhe) Dr.-Ing. Ben Boese IWE, Salzgitter 1 Einleitung Die Bewältigung
Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau Dr.-Ing. Tobias Loose IWE, Wössingen (Lkr. Karlsruhe) Dr.-Ing. Ben Boese IWE, Salzgitter 1 Einleitung Die Bewältigung
Thermische Zyklen beim Schweißen. t 8-5 -Zeit. Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz
 Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Qualitätssicherung in der Schweißtechnik
 Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Ermittlung von Schweißverfahrensfehlern durch Härteprüfung
 25. testxpo Fachmesse für Prüftechnik bei ZWICK in Ulm Ermittlung von Schweißverfahrensfehlern durch Härteprüfung Dr. S. Klaus, 13.10.2016 SLV Berlin-Brandenburg Die erste Schweißtechnische Lehr- und Versuchsanstalt
25. testxpo Fachmesse für Prüftechnik bei ZWICK in Ulm Ermittlung von Schweißverfahrensfehlern durch Härteprüfung Dr. S. Klaus, 13.10.2016 SLV Berlin-Brandenburg Die erste Schweißtechnische Lehr- und Versuchsanstalt
Roboter und Schweissanlage als Einheit Eine Entwicklung von Leipold, YASKAWA Motoman und SKS Welding Systems
 Made for Robots. E= UxI v Roboter und Schweissanlage als Einheit Eine Entwicklung von Leipold, YASKAWA Motoman und SKS Welding Systems Synchroweld, der innovative Regelmechanismus für eine konstante Streckenenergie,
Made for Robots. E= UxI v Roboter und Schweissanlage als Einheit Eine Entwicklung von Leipold, YASKAWA Motoman und SKS Welding Systems Synchroweld, der innovative Regelmechanismus für eine konstante Streckenenergie,
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
CAD-FEM-MKS, CAD FEM MKS. von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell
 CAD-FEM-MKS, 24.11.16 CAD FEM MKS von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell der erste Schritt zum digitalen Zwilling im Rahmen von Industrie 4.0 Bocholt,
CAD-FEM-MKS, 24.11.16 CAD FEM MKS von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell der erste Schritt zum digitalen Zwilling im Rahmen von Industrie 4.0 Bocholt,
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Laserstrahlschweißen von Edelstählen
 HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
Additive Fertigung von Metallbauteilen:
 Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH SLV Halle GmbH Köthener Straße 33a 06118 Halle (Saale) PSF 600106 06036 Halle (Saale) Tel. (0345)5246-370 Fax (0345)5246-372 Informationen zur Zertifizierung
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH SLV Halle GmbH Köthener Straße 33a 06118 Halle (Saale) PSF 600106 06036 Halle (Saale) Tel. (0345)5246-370 Fax (0345)5246-372 Informationen zur Zertifizierung
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN
 HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Klaus Palme Tel. +49 (0) Fax Nr. +49 (0)
 Fax Nr. +49 (0)") Datum 06.12.2011 Bericht Auftraggeber 2011/016-B-5 / Kurzbericht Palme Solar GmbH Klaus Palme Tel. +49 (0) 73 24-98 96-433 Fax Nr. +49 (0) 73 24-98 96-435 info@palme-solar.de Bestellungsnummer 7 Auftragnehmer
Datum 06.12.2011 Bericht Auftraggeber 2011/016-B-5 / Kurzbericht Palme Solar GmbH Klaus Palme Tel. +49 (0) 73 24-98 96-433 Fax Nr. +49 (0) 73 24-98 96-435 info@palme-solar.de Bestellungsnummer 7 Auftragnehmer
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Automatische Zuschnittgenerierung und Strukturfixierung für textile Verstärkungsstrukturen
 Automatische Zuschnittgenerierung und Strukturfixierung für textile Verstärkungsstrukturen Dr.-Ing. Gliederung 1. Einleitung. Ermittlung der Materialkennwerte der textilen Strukturen 3. Implementierung
Automatische Zuschnittgenerierung und Strukturfixierung für textile Verstärkungsstrukturen Dr.-Ing. Gliederung 1. Einleitung. Ermittlung der Materialkennwerte der textilen Strukturen 3. Implementierung
Herzlich Willkommen zum Fachvortrag:
 15. jähriges Firmenjubiläum der Firma Click Plastics AG Herzlich Willkommen zum Fachvortrag: Einblicke in die Spritzgießsimulation A. Schötz Kurzvorstellung Referent: Andreas Schötz Dipl.-Ing. (FH) Kunststofftechnik
15. jähriges Firmenjubiläum der Firma Click Plastics AG Herzlich Willkommen zum Fachvortrag: Einblicke in die Spritzgießsimulation A. Schötz Kurzvorstellung Referent: Andreas Schötz Dipl.-Ing. (FH) Kunststofftechnik
Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen. 8., überarbeitete und erweiterte Auflage
 Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH Beeinflussung des metallurgischen Verhaltens strahlgeschweißter ter Verbindungen an Stählen durch prozessspezifische Einflussgröß ößen Jugend Forscht
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH Beeinflussung des metallurgischen Verhaltens strahlgeschweißter ter Verbindungen an Stählen durch prozessspezifische Einflussgröß ößen Jugend Forscht
Info-Sheet Materialdaten
 Aufbereitung eines Werkstoffdatensatzes zur Berechnung von Schweißverzügen und Eigenspannungen Schweißstruktursimulationen basieren auf gekoppelten thermo-mechanischen Simulationen unter Berücksichtigung
Aufbereitung eines Werkstoffdatensatzes zur Berechnung von Schweißverzügen und Eigenspannungen Schweißstruktursimulationen basieren auf gekoppelten thermo-mechanischen Simulationen unter Berücksichtigung
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Neue Marktchancen und kundenspezifische Lösungsansätze durch den Einsatz optimierter Lichtbogentechnologien. Jens Steinbach / PlaTec GmbH
 Neue Marktchancen und kundenspezifische Lösungsansätze durch den Einsatz optimierter Lichtbogentechnologien Jens Steinbach / PlaTec GmbH FASTARCSPEEDWELD HIGHSPEEDCONTROLWELDING ROOTPASINGHYBRIDDIGITAL
Neue Marktchancen und kundenspezifische Lösungsansätze durch den Einsatz optimierter Lichtbogentechnologien Jens Steinbach / PlaTec GmbH FASTARCSPEEDWELD HIGHSPEEDCONTROLWELDING ROOTPASINGHYBRIDDIGITAL
Verschleißfeste Stähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH
 Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Möglichkeiten der FEM Simulation. Druckguss. Merkmale der Druckguss-Simulation für verschiedene Werkstoffe:
 Druckguss Merkmale der Druckguss-Simulation für verschiedene Werkstoffe: Aufbau und Wärmehaushaltberechnung des kompletten Werkzeugsystems Simulation für Kaltkammer - Warmkammersysteme Formfüllung Druckguss
Druckguss Merkmale der Druckguss-Simulation für verschiedene Werkstoffe: Aufbau und Wärmehaushaltberechnung des kompletten Werkzeugsystems Simulation für Kaltkammer - Warmkammersysteme Formfüllung Druckguss
Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2
 Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2 Schwerter Qualitätstage 25.-26.09.2013 Dr.-Ing. Lorenz Gerke W.S. Werkstoff Service GmbH 1 / 29 DIN EN 1090-2
Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2 Schwerter Qualitätstage 25.-26.09.2013 Dr.-Ing. Lorenz Gerke W.S. Werkstoff Service GmbH 1 / 29 DIN EN 1090-2
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
LGA Bautechnik GmbH KompetenzZentrum Metall
 Zertifizierung von Betrieben nach DIN EN ISO 3834 Merkblatt In der Normenreihe DIN EN ISO 3834 sind die Qualitätsanforderungen festgelegt, die ein Hersteller von schmelzgeschweißten Bauteilen und Konstruktionen
Zertifizierung von Betrieben nach DIN EN ISO 3834 Merkblatt In der Normenreihe DIN EN ISO 3834 sind die Qualitätsanforderungen festgelegt, die ein Hersteller von schmelzgeschweißten Bauteilen und Konstruktionen
Arbeitsunterlagen für das Baustoffkunde-Praktikum. Stahlwerkstoffe
 Arbeitsunterlagen für das Baustoffkunde-Praktikum Stahlwerkstoffe 0 Deckblatt 1 Aufgabenstellung 2 Prüfvorschriften 3 Anleitungen zur Durchführung für die Prüfungen 4 Literaturhinweise 5 Auswertungsblätter
Arbeitsunterlagen für das Baustoffkunde-Praktikum Stahlwerkstoffe 0 Deckblatt 1 Aufgabenstellung 2 Prüfvorschriften 3 Anleitungen zur Durchführung für die Prüfungen 4 Literaturhinweise 5 Auswertungsblätter
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Schweißen im bauaufsichtlichen Bereich
 Ahrens. Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 3., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 3. Auflage 1 1.1 1.2 1.3 1.4 1.5 2 2.1
Ahrens. Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 3., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 3. Auflage 1 1.1 1.2 1.3 1.4 1.5 2 2.1
Schweißanweisung (WPS)
") EN 287-1 Schweißanweisung (WPS) FB S01 Schweißanweisung: 135-K/ 1 Art der Vorbereitung: Heftschweißen WPQR Nr. 001 / 2011 Art der Reinigung: Schleifen Art des Tropfenübergangs: feintröpfig Grundwerkstoff:
EN 287-1 Schweißanweisung (WPS) FB S01 Schweißanweisung: 135-K/ 1 Art der Vorbereitung: Heftschweißen WPQR Nr. 001 / 2011 Art der Reinigung: Schleifen Art des Tropfenübergangs: feintröpfig Grundwerkstoff:
Sichtprüfung von Schweißverbindungen
 Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbh, SLV Duisburg GSI Gesellschaft für Schweißtechnik International mbh, NL SLV Duisburg 1 Durchführung der Sichtprüfung
Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbh, SLV Duisburg GSI Gesellschaft für Schweißtechnik International mbh, NL SLV Duisburg 1 Durchführung der Sichtprüfung
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817
 GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817 Schweißen Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen)
GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817 Schweißen Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen)
CAE INFORMATION DAY W. Krach FEM in der Produktentwicklung
 CAE INFORMATION DAY 2011 Seite 1 Agenda / Vortragende CAE Simulation & Solutions Nikolaus Friedl Wolfgang Krach MSC Software Cornelia Thieme Bernd Ruschlau Seite 2 CAE Info-Day Ansfelden 9.6.2011 FEM in
CAE INFORMATION DAY 2011 Seite 1 Agenda / Vortragende CAE Simulation & Solutions Nikolaus Friedl Wolfgang Krach MSC Software Cornelia Thieme Bernd Ruschlau Seite 2 CAE Info-Day Ansfelden 9.6.2011 FEM in
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Engspaltschweißen. Dickblechschweißen revolutioniert. Weld your way.
 Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN. "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen."
 WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
Beschaffung und Instandsetzung von geschweißten Teilen und Baugruppen für Schienenfahrzeuge der BVG
 Ausgabe 006 vom 05.01.2017 Beschaffung und Instandsetzung von geschweißten Teilen und Baugruppen für Schienenfahrzeuge der BVG Inhaltsverzeichnis 1. Verteiler 2. Anwendungsbereich 3. Beschreibung 4. Vorgaben
Ausgabe 006 vom 05.01.2017 Beschaffung und Instandsetzung von geschweißten Teilen und Baugruppen für Schienenfahrzeuge der BVG Inhaltsverzeichnis 1. Verteiler 2. Anwendungsbereich 3. Beschreibung 4. Vorgaben
Prüfbericht Nr. 2315-140-2005
 Seite 1 von 11 Prüfbericht Nr. 2315-140-2005 Wärmebrückenanalyse einer Rollladenkasten-Einbausituation für eine entsprechende Wärmebrückenbewertung gemäß EnEV, Anhang 1 Nr. 2.5, Absatz b) Antragsteller
Seite 1 von 11 Prüfbericht Nr. 2315-140-2005 Wärmebrückenanalyse einer Rollladenkasten-Einbausituation für eine entsprechende Wärmebrückenbewertung gemäß EnEV, Anhang 1 Nr. 2.5, Absatz b) Antragsteller
Einsatz der passiven Thermografie für die Bewertung der Güte metallschutzgasgeschweißter Feinblechverbindungen
 Thermographie-Kolloquium 2015 Vortrag 5 Einsatz der passiven Thermografie für die Bewertung der Güte metallschutzgasgeschweißter Feinblechverbindungen Eberhard VOREIN 1, Sven JÜTTNER 2, Ulrike SIEMER 1,
Thermographie-Kolloquium 2015 Vortrag 5 Einsatz der passiven Thermografie für die Bewertung der Güte metallschutzgasgeschweißter Feinblechverbindungen Eberhard VOREIN 1, Sven JÜTTNER 2, Ulrike SIEMER 1,
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
IIIIIIIII. Schweißen im bauaufsichtlichen Bereich. Erläuterungen mit Berechnungsbeispielen. 2., überarbeitete und erweiterte Auflage.
 Ahrens Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 2., überarbeitete und erweiterte Auflage HLuHB Darmstadt IIIIIIIII 14798927 Inhalt Vorwort zur 2. Auflage 1 Zusammenhang
Ahrens Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 2., überarbeitete und erweiterte Auflage HLuHB Darmstadt IIIIIIIII 14798927 Inhalt Vorwort zur 2. Auflage 1 Zusammenhang
Stahlbau 1. Name:... Matr. Nr.: Geschraubter Kopfplattenstoß Gleitfeste Verbindung im Grenzzustand der Gebrauchstauglichkeit
 1/1 Name:... Matr. Nr.:... A. Rechnerischer steil 1. Geschraubter Kopfplattenstoß Gleitfeste Verbindung im Grenzzustand der Gebrauchstauglichkeit Die beiden Biegeträger werden mit Hilfe von 6 vorgespannten
1/1 Name:... Matr. Nr.:... A. Rechnerischer steil 1. Geschraubter Kopfplattenstoß Gleitfeste Verbindung im Grenzzustand der Gebrauchstauglichkeit Die beiden Biegeträger werden mit Hilfe von 6 vorgespannten
Bericht 5137/2005. AiF-Nr. 13.597 N. DVS-Nr. 05.030
 Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
HP 1996/97-3: Fahrradrahmen
 HP 1996/97-3: Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften
HP 1996/97-3: Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN
 WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
Gliederung: Einleitung konstruktive Besonderheiten zur Wärmebehandlung (WBH) von Flachprodukten Reduzierung von Verzügen weitere Möglichkeiten M
 von Flachprodukten Reduzierung von Verzügen weitere Möglichkeiten M") FHK Flachstahl-Härterei Köllner GmbH Referent Gliederung Einleitung konstruktive Besonderheiten zur Wärmebehandlung (WBH) von Flachprodukten weitere Möglichkeiten M für f r Verzugsreduzierung Zusammenfassung
FHK Flachstahl-Härterei Köllner GmbH Referent Gliederung Einleitung konstruktive Besonderheiten zur Wärmebehandlung (WBH) von Flachprodukten weitere Möglichkeiten M für f r Verzugsreduzierung Zusammenfassung
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Schweißen en an Gusseisen. Stronger, with Castolin Eutectic
 Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Integrierte Informationen und Werkzeuge für Simulationsprojekte
 Pressemitteilung der MAGMA GmbH MAGMA GmbH Kackertstraße 11 D-52072 Aachen Telefon +49 241 8 89 01-0 Fax +49 241 8 89 01-60 info@magmasoft.de www.magmasoft.de MAGMA 5, die neue Software-Generation für
Pressemitteilung der MAGMA GmbH MAGMA GmbH Kackertstraße 11 D-52072 Aachen Telefon +49 241 8 89 01-0 Fax +49 241 8 89 01-60 info@magmasoft.de www.magmasoft.de MAGMA 5, die neue Software-Generation für
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Reparaturen an großen Gussstücken durch Schweißen
 Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes
 Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Sammy Zein El Dine (Autor) Ermüdungssicherheit der Schweißnähte an Ringflanschverbindungen in turmartigen Stahlbauten
 Ermüdungssicherheit der Schweißnähte an Ringflanschverbindungen in turmartigen Stahlbauten") Sammy Zein El Dine (Autor) Ermüdungssicherheit der Schweißnähte an Ringflanschverbindungen in turmartigen Stahlbauten https://cuvillier.de/de/shop/publications/1583 Copyright: Cuvillier Verlag, Inhaberin
Sammy Zein El Dine (Autor) Ermüdungssicherheit der Schweißnähte an Ringflanschverbindungen in turmartigen Stahlbauten https://cuvillier.de/de/shop/publications/1583 Copyright: Cuvillier Verlag, Inhaberin
- Roheisen a) weißes Roheisen Mangan b) graues Roheisen - Silicium - Gichtgas ( für Heizzwecke der Winderhitzer )
 weißes Roheisen Mangan b) graues Roheisen - Silicium - Gichtgas ( für Heizzwecke der Winderhitzer )") Werkstofftechnologie 1. Teilen Sie Werkstoffe nach ihren Eigenschaften ein. a. Physikalische Eigenschaften: wichtig für die Verwendung Dichte, Härte, Festigkeit, Dehnung, Schmelzpunkt, Elastizität und
Werkstofftechnologie 1. Teilen Sie Werkstoffe nach ihren Eigenschaften ein. a. Physikalische Eigenschaften: wichtig für die Verwendung Dichte, Härte, Festigkeit, Dehnung, Schmelzpunkt, Elastizität und
Zeit und Geld sparen mit qualifizierten Schweißprozessen. Halle. Zertifizierung nach EN 1090 leicht gemacht!
 EN 1090 WPQR-Paket Zeit und Geld sparen mit qualifizierten Schweißprozessen Halle EN 1090 WPQR-Paket jetzt kostenlos! * * Beim Kauf eines entsprechenden Schweißgerätes. Weitere Informationen finden Sie
EN 1090 WPQR-Paket Zeit und Geld sparen mit qualifizierten Schweißprozessen Halle EN 1090 WPQR-Paket jetzt kostenlos! * * Beim Kauf eines entsprechenden Schweißgerätes. Weitere Informationen finden Sie
Dipl.-Ing. Horst Gers Aluminium-Legierungen für höchste Anforderungen in Karosserieanwendungen
 Dipl.-Ing. Horst Gers Aluminium-Legierungen für höchste Anforderungen in Karosserieanwendungen Kennzahlen Martinrea Honsel: Einer der weltweit führenden Hersteller von Leichtmetallkomponenten Gegründet
Dipl.-Ing. Horst Gers Aluminium-Legierungen für höchste Anforderungen in Karosserieanwendungen Kennzahlen Martinrea Honsel: Einer der weltweit führenden Hersteller von Leichtmetallkomponenten Gegründet
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm
 Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
MATERIALS CENTER LEOBEN FORSCHUNG GMBH. Wärmebehandlungslabor ZERTIFIZIERT S O KOMPETENZ & ZUVERLÄSSIGKEIT
 MATERIALS CENTER LEOBEN FORSCHUNG GMBH KOMPETENZ & ZUVERLÄSSIGKEIT I ISO 91 ZERTIFIZIERT S O 9 1 MATERIALS CENTER LEOBEN WÄRMEBEHANDLUNGSLABOR Unsere Expertise ist Ihr Gewinn Das Materials Center Leoben
MATERIALS CENTER LEOBEN FORSCHUNG GMBH KOMPETENZ & ZUVERLÄSSIGKEIT I ISO 91 ZERTIFIZIERT S O 9 1 MATERIALS CENTER LEOBEN WÄRMEBEHANDLUNGSLABOR Unsere Expertise ist Ihr Gewinn Das Materials Center Leoben
Laufrad für einen radialen Verdichter mit optimaler Geometrie nach der Festigkeitsanalyse mit der Methode der Finiten Elemente
 Laufrad für einen radialen Verdichter mit optimaler Geometrie nach der Festigkeitsanalyse mit der Methode der Finiten Elemente Geometrieoptimierung eines schnellläufigen Radiallaufrades Allgemeines Laufräder
Laufrad für einen radialen Verdichter mit optimaler Geometrie nach der Festigkeitsanalyse mit der Methode der Finiten Elemente Geometrieoptimierung eines schnellläufigen Radiallaufrades Allgemeines Laufräder
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
Entwicklung einer netzbasierten Methodik zur Modellierung von Prozessen der Verdunstungskühlung
 Institut für Energietechnik - Professur für Technische Thermodynamik Entwicklung einer netzbasierten Methodik zur Modellierung von Prozessen der Verdunstungskühlung Tobias Schulze 13.11.2012, DBFZ Leipzig
Institut für Energietechnik - Professur für Technische Thermodynamik Entwicklung einer netzbasierten Methodik zur Modellierung von Prozessen der Verdunstungskühlung Tobias Schulze 13.11.2012, DBFZ Leipzig
Wir leben Präzision.
 Wir leben Präzision. Produktidee Entwicklung Konstruktion Prototypenbau Werkzeugfertigung Kleinserienfertigung Großserienfertigung Baugruppen Leistungen im Bereich Entwicklung Beratung bei der Produktentwicklung
Wir leben Präzision. Produktidee Entwicklung Konstruktion Prototypenbau Werkzeugfertigung Kleinserienfertigung Großserienfertigung Baugruppen Leistungen im Bereich Entwicklung Beratung bei der Produktentwicklung
Antrag auf Zertifizierung zum Schweißen von Schienenfahrzeugen und -fahrzeugteilen nach EN
 Gesellschaft für Schweißtechnik International mbh Antrag auf Zertifizierung zum Schweißen von Schienenfahrzeugen und fahrzeugteilen nach EN 150852 Unternehmen: Straße, Nr.: PLZ, Ort:........... Telefon:..
Gesellschaft für Schweißtechnik International mbh Antrag auf Zertifizierung zum Schweißen von Schienenfahrzeugen und fahrzeugteilen nach EN 150852 Unternehmen: Straße, Nr.: PLZ, Ort:........... Telefon:..
ANLAGEN. zum. Abschlußbericht zum Projekt S 516:
 ANLAGEN zum Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle A0 3. Stand der bisherigen Forschung bzw. Technik
ANLAGEN zum Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle A0 3. Stand der bisherigen Forschung bzw. Technik
Alloy 15-5 PH UNS S15500
 Aushärtbarer nichtrostender CrNiCu-Stahl für Bauteile, die hohe Korrosionsbeständigkeit und gute Festigkeitseigenschaften bei Temperaturen bis etwa 300 C aufweisen sollen. Enpar Sonderwerkstoffe GmbH Betriebsweg
Aushärtbarer nichtrostender CrNiCu-Stahl für Bauteile, die hohe Korrosionsbeständigkeit und gute Festigkeitseigenschaften bei Temperaturen bis etwa 300 C aufweisen sollen. Enpar Sonderwerkstoffe GmbH Betriebsweg
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
FVK Kontrollfragen. 2. Nennen Sie aus werkstofftechnischer Sicht mögliche Versagensarten.
 Institut für Werkstofftechnik Metallische Werkstoffe Prof. Dr.-Ing. Berthold Scholtes FVK Kontrollfragen Abschnitt 1 1. Erläutern Sie den Zusammenhang zwischen Werkstoff, Fertigung, konstruktiver Gestaltung,
Institut für Werkstofftechnik Metallische Werkstoffe Prof. Dr.-Ing. Berthold Scholtes FVK Kontrollfragen Abschnitt 1 1. Erläutern Sie den Zusammenhang zwischen Werkstoff, Fertigung, konstruktiver Gestaltung,
Indirekte Bestimmung magnetischer Werkstoffkennwerte aus dem Vergleich von Messung und FE-Berechnung , Martin Baun und Kim Städtler
 Indirekte Bestimmung magnetischer Werkstoffkennwerte aus dem Vergleich von Messung und FE-Berechnung 29.10.2015, Martin Baun und Kim Städtler Inhalt 1) Motivation 2) Beschreibung des Verfahrens 3) Nutzung
Indirekte Bestimmung magnetischer Werkstoffkennwerte aus dem Vergleich von Messung und FE-Berechnung 29.10.2015, Martin Baun und Kim Städtler Inhalt 1) Motivation 2) Beschreibung des Verfahrens 3) Nutzung
Leseprobe. Werner Koehldorfer. Finite-Elemente-Methoden mit CATIA V5 / SIMULIA. Berechnung von Bauteilen und Baugruppen in der Konstruktion
 Leseprobe Werner Koehldorfer Finite-Elemente-Methoden mit CATIA V5 / SIMULIA Berechnung von Bauteilen und Baugruppen in der Konstruktion ISBN: 978-3-446-42095-3 Weitere Informationen oder Bestellungen
Leseprobe Werner Koehldorfer Finite-Elemente-Methoden mit CATIA V5 / SIMULIA Berechnung von Bauteilen und Baugruppen in der Konstruktion ISBN: 978-3-446-42095-3 Weitere Informationen oder Bestellungen
Das kleine WPS 1x1. 1. Einleitung. 2. Verfahrensqualifikation. 2.1 Ablauf einer Verfahrensqualifikation. Roland Latteier, Würzburg
 Das kleine WPS 1x1 Roland Latteier, Würzburg 1. Einleitung Nachfolgend geht es um schweißtechnische Voraussetzungen bzw. Bestandteile der Qualitätssicherung, die für die Fertigung im bauaufsichtlichen
Das kleine WPS 1x1 Roland Latteier, Würzburg 1. Einleitung Nachfolgend geht es um schweißtechnische Voraussetzungen bzw. Bestandteile der Qualitätssicherung, die für die Fertigung im bauaufsichtlichen
Empfehlungen für das Schweißen von N-A-XTRA
 Empfehlungen für das Schweißen von N-A-XTRA 1 Einleitung SE_N-A-XTRA_deutsch_Sept2004.doc N-A-XTRA ist ein niedriglegierter Baustahl, der im flüssigkeitsvergüteten Zustand geliefert und üblicherweise in
Empfehlungen für das Schweißen von N-A-XTRA 1 Einleitung SE_N-A-XTRA_deutsch_Sept2004.doc N-A-XTRA ist ein niedriglegierter Baustahl, der im flüssigkeitsvergüteten Zustand geliefert und üblicherweise in
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
Informationen zur Zertifizierung von Schweißbetrieben im Schienenfahrzeugbau nach DIN EN
 Informationen zur Zertifizierung von Schweißbetrieben im Schienenfahrzeugbau nach DIN EN 15085-2 Zertifikat nach DIN EN 15085-2 Zum 01.04.2008 wurden die Normen DIN EN 15085-1 bis -5 durch die Nationale
Informationen zur Zertifizierung von Schweißbetrieben im Schienenfahrzeugbau nach DIN EN 15085-2 Zertifikat nach DIN EN 15085-2 Zum 01.04.2008 wurden die Normen DIN EN 15085-1 bis -5 durch die Nationale
Gips als nachwachsender Rohstoff? Verfahren zur Hydratisierung von Anhydrit
 Gips als nachwachsender Rohstoff? Verfahren zur Hydratisierung von Anhydrit Dr. Gerald Dehne Geotekt GbR Matthias Schwotzer Forschungszentrum Karlsruhe GmbH Vergipsung von Anhydrit -Das Ziel -Die Reaktion
Gips als nachwachsender Rohstoff? Verfahren zur Hydratisierung von Anhydrit Dr. Gerald Dehne Geotekt GbR Matthias Schwotzer Forschungszentrum Karlsruhe GmbH Vergipsung von Anhydrit -Das Ziel -Die Reaktion
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen