Schweißsimulation und Wärmebehandlungssimulation
|
|
|
- Gitta Holst
- vor 5 Jahren
- Abrufe
Transkript


1 Herdweg 13, D Wössingen Lkr. Karlsruhe E-Post: Web: Mobil: +49 (0) Tel: +49 (0) Fax: +49 (0) Grundlagen der Schweißsimulation und Wärmebehandlungssimulation Anwendungsmöglichkeit und Benefits Dr.-Ing. Tobias Loose


 176 6126")
 7203 329")





2 Herdweg 13, D Wössingen Lkr. Karlsruhe E-Post: Web: Mobil: +49 (0) Tel: +49 (0) Fax: +49 (0) Numerical Simulation for Welding and Heat Treatment since 2004 Consulting Training Support Software Development Software Distribution for Welding Simulation and Heat Treatment Simulation Internet: DEeutsch: ENglisch: ESpanol: 2
3 Was leistet die Schweißsimulation 3
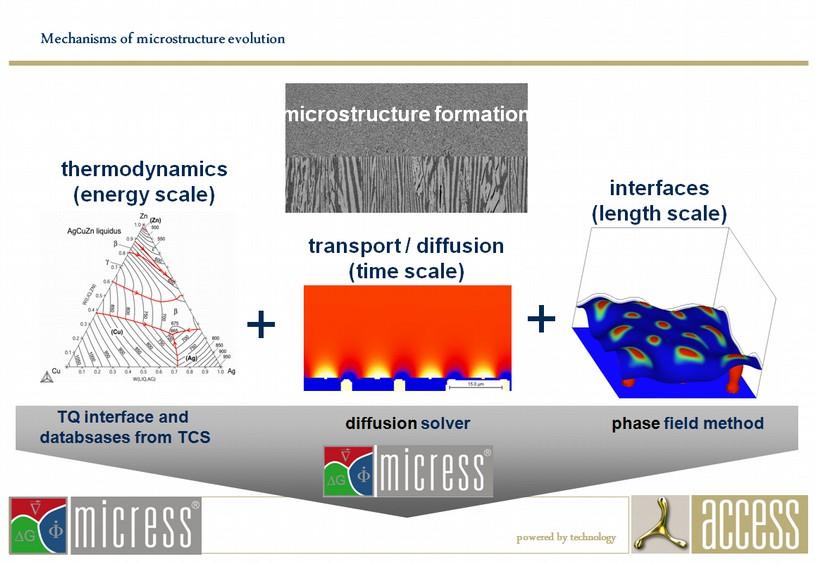
4 was leistet Schweißsimulation Mit der Schweißsimulation wird die Zustandsänderung eines Bauteils während des thermischen Fügens berechnet. Die Schweißsimulation gliedert sich in: Werkstoffsimulation Gefüge mechanische Kennwerte Prozeßsimulation Schmelzbadausbildung Wärmeeintrag lokales Temperaturfeld Struktursimulation Verzug Eigenspannung globales Temperaturfeld Werkstoff Simulation Simulation Schweißen und Wärmebehandlung Prozeß Simulation Struktur Simulation 4

5 was leistet Schweißsimulation Die Schweißsimulation gliedert sich in die Prozeßkettensimulation ein: Umformen - Wärmebehandeln - Fügen und dient damit der Auslegung der Fertigung Sie gliedert sich andererseits in die Festigkeitsberechnung ein und dient damit der Auslegung des Bauteils oder der Konstruktion 5
6 Benefits Verzugskontrolle treten während der Fertigung bezüglich Zusammenbau kritische Verformungen auf? Verzugskompensation Auslegung des Fertigungsprozesses, so daß nach Fertigung die Zielgeometrie erreicht wird. Einsparung von Richtkosten und Ausschußproduktion Prozeßauslegung Erzielung eines stabilen Fügeprozesses Erzielung gewünschter Schmelzbadgeometrie Vermeidung von Nahtfehlern (Einbrandkerben, ungenügende Durchschweißung) Vermeidung schädigender Überhitzung Qualitätssicherung Einstellung gewünschter mechanischer Eigenschaften im Nahtbereich Überwachung von Prozeßparametern oder des Prozesse. Festigkeitsauslegung Bestimmung der Grenztragfähigkeit oder des Tragverhaltens unter Gebrauchslast Beantwortung einer Vielzahl von individuellen Fragestellungen 6
7 Werkstoffdaten Gefüge - mechanische Kennwerte 7

8 WeldWare dient der Kalkulation der Wärmeführung vor Schweißbeginn an Stahl der Berechnung von Gefüge und mechanischen Kennwerten in der WEZ von Schweißnähten der Ermittlung notwendiger Vorwärmtemperaturen an realen Bauteilen nutzt Chargenübergreifende Regressionsgleichungen Gemessene Schweiß-ZTU-Schaubilder von der SLV Mecklenburg-Vorpommern GmbH Zugehörige Materialdaten 8


9 Gefügezusammensetzung berechnen Vorausberechnung des Gefüges in der WEZ aufgrund der Stahlsorte und der chemischen Zusammensetzung 9

 zur Vermeidung von Rissen infolge Martensit")
10 K30 Wert bestimmen und Schweiß-ZTU anzeigen der K30-Wert kennzeichnet die t8,5/5 Zeit bei der 30 % Martensit entstehen und gilt als Mindestwert der t8,5/5 Zeit (Abkühlzeit) zur Vermeidung von Rissen infolge Martensit und Aufhärtung 10


11 Abschätzung der zu erwartenden mechanischen Kennwerte in der WEZ... Härte Dehngrenze Zugfestigkeit Bruchdehnung Brucheinschnürung dient der Vermeidung technologischer Kerben im Vergleich zum ungeschweißten Grundwerkstoff 11
 am Beispiel einer Schweißaufgabe mit einer t8,5/5 Zeit von 5,9 s S355J2+N (1.")

12 Vergleich S355J2+N (1.0577) und S355MC (1.0976) am Beispiel einer Schweißaufgabe mit einer t8,5/5 Zeit von 5,9 s S355J2+N (1.0577) 0,2 % Kohlenstoff, 0,8 % Mangan K 30 = 9,1 s > t8,5/5 Zeit von 5,9 s Bruchdehnung : 10,2 % bei t8,5/5 = 5,9 s Härte: 318 HV30 Rp0.2: 629 N/mm² S355MC (1.0976) 0,12 % Kohlenstoff, 0,8 % Mangan K 30 = 4,4 s < t8,5/5 Zeit von 5,9 s Bruchdehnung : 19,1 % bei t8,5/5 = 5,9 s Härte: 281 HV30 Rp0.2: 642 N/mm² 12

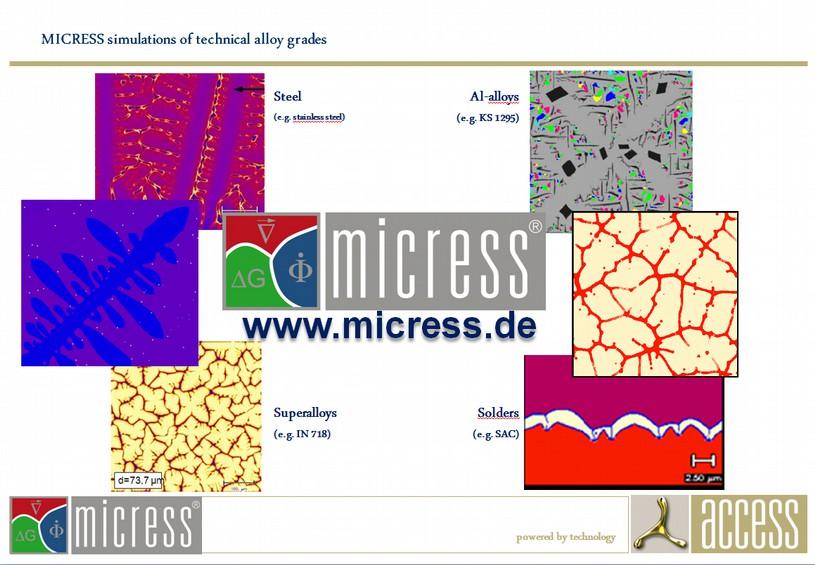
13 Simulation auf Mikroebene Erstarrung, Kornwachstum, Gefügeumwandlung 13
14 14
15 15

16 Schmelzbadberechnung Schweißparameterfindung (MSG) Berechnung der eingebrachten Energie 16

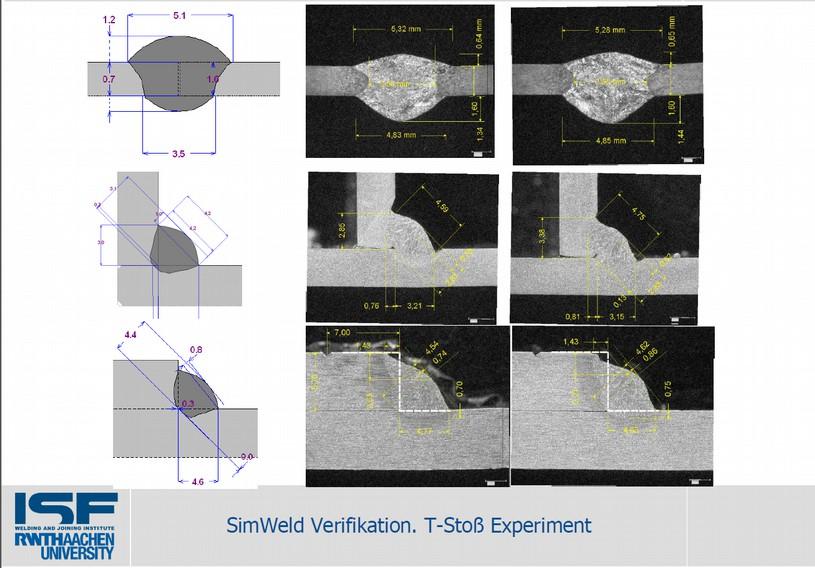
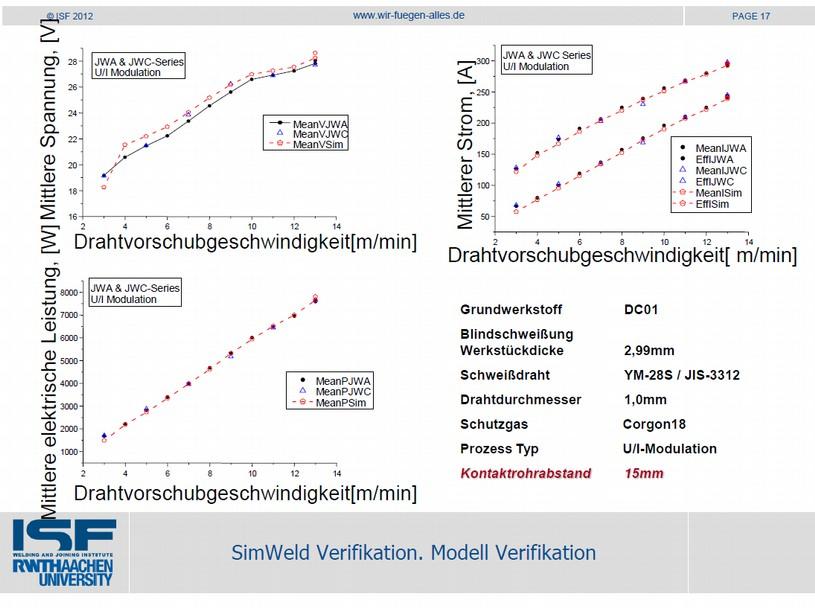
17 Ein- und Ausgabegrößen der Prozeßsimulation Eingabeparameter: Drahtvorschub Schutzgas Schweißgeschwindigkeit Stromstärke / Spannung Anstellwinkel Schweißposition und Bauteilgeometrie Ausgabeparameter: Nahtgeometrie Einbrand / Einbrandkerben Schweißbarkeit Temperaturverlauf und Tropfenablösung Kontrollgrößen: Schweißstrom, Spannung zwischen Bauteil und Brenner Berechnungszeit zwischen 0,5 und 2 Minuten 17
18 18
19 19

20 Lichtbogen, Tropfenablösung, Leistung 20

21 Kehlnaht Schweißgeschwindigkeit: Drahtvorschub: 25 cm/min 6 m/min 50 cm/min 10 m/min 21
22 Stumpfnaht Schweißgeschwindigkeit: Drahtvorschub: 50 cm/min 6 m/min 30 cm/min 10 m/min 22




23 Kopplung Prozeßsimulation Struktursimulation Transfer des berechneten Wärmeeintrages SimWeld LS-DYNA Funktion der äquivalenten Ersatzwärmequelle 23


24 DynaWeld Schweißstruktursimulation Eigenspannungen - Verzug - Temperatur im gesamten Bauteil 24

25 Schweißstruktursimulation mit der Methode der Finiten Elemente Methode der Finiten Elemente FEM Geometriebeschreibung des Bauteils - CAD Einteilung in Finte Elemente Vernetzen Werkstoff Materialeigenschaften Schweißen Definition der Ersatzwärmequelle Fertigungsprozeß Materialzuweisung, Schweißfolge, Spannvorrichtung, äußere Lasten 25



26 Die wichtigsten Aspekte der Schweißstruktursimulation Geometrie Material Temperaturabhängigkeit Verfestigung Rücksetzen der Verfestigung beim Aufschmelzen Gefügeumwandlung Umwandlungsdehnungen gefügeabhängige Änderung der Materialkennwerte Wärmequelle Geometrie und Wärmeeintragsfunktion Bahn und Bahngeschwindigkeit Mechanische Randbedingung Spannvorrichtung Kontakt Ergebnisgrößen Verformung Eigenspannung und Dehnung Gefügezusammensetzung und Härte 26



27 Gefügeumwandlung und Umwandlungseffekte ferritisches Gefüge krz austinitisches Gefüge kfz Volumenänderung bei der Gefügeumwandlung rechts: Animation thermische Dehnung und Umwandlungsdehnung beim Erwärmen und Abkühlen bei unterschiedlichen Abkühlraten (S355) unten rechts: Umwandlung Dilatation (1.4317) unten links: ATU-Diagramm S500 Abgleich Quelldaten und Simulation 27
28 Verzugsberechnung 28

29 Verzug während des Schweißens 29

30 Verzug während des Schweißens 30
31 Die wichtigsten Mechanismen Erwärmung Ausdehnen Abkühlen Zusammenziehen Während eines Schweißzyklus treten immer gegenläufige Bewegungen auf (oben unten, innen-außen) Weiche Bereiche werden von den Bewegungen der angrenzenden Bereiche gedehnt oder gestaucht, das Eingestauchte Material verursacht den Verzug. Warmumformung der weichen Bereiche: einfrieren eines Verformungszustandes nach dem Erstarren Ausschlaggebend ist nicht das Zusammenziehen der Schmelze sondern die Bewegung der Bereiche neben der Naht Die maßgebende Größe ist die Bauteilsteifigkeit, diese ändert sich. während des Schweißens ständig durch das Erstarren der Schweißraupen. 31
32 Querverzug Ausgangszustand Nebenbereiche dehnen sich aus und stauchen den Nahtbereich wegen Quereinspannung auf Abkühlen mit Schrumpf erzeugt Verkürzung oder bei verbleibender Einspannung Eigenspannungen Quellen: ESI : How to model Weld Distortion with shell elements, 2009 Dissertation von Leggatt

33 Beispiel Winkelverzug mehrlagiger Nähte 2D-Modell LS-DYNA - Simulationsmodell 2D ebener Dehnungszustand Platte: 300 x 80 mm Steife: 150 x 24 mm Kehlnaht: a = 13 mm Material: Heftnaht a = 1,4 mm mit Dehnungsversagen KFAIL = 0,25 m/m Anfangsspalt zwischen Steife und Platte: 0,1 mm Die Plate ist mit Symmetrierandbedingungen an der linken und rechten Seite gehalten. 33

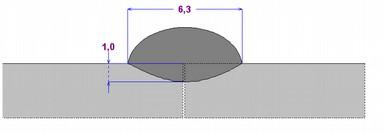
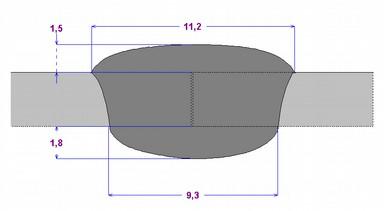
34 Beispiel Winkelverzug mehrlagiger Nähte 2D-Modell LS-DYNA - Temperaturfeld 34

35 Beispiel Winkelverzug mehrlagiger Nähte 2D-Modell LS-DYNA plastische Dehnungen 35

36 Validierung 36





37 Validierung IIW Round Robin Versuch Platte mit den Abmessungen 270 x 200 x 30 mm3 mit V/U-förmiger Nut Austenitischer Nichtrostender Stahl (316LNSPH, kf = 275 MPa) 2 Lagen, Zuschweißen der Nut mit artgleichem Zusatzmaterial 316L TIG Schweißung mit U = 9 V, I = 155 A, v = 0,67 mm/s Vergleich Meßwerte und Berechnungsergebnis Loose, T. ; Sakkiettibutra, J. ; Wohlfahrt, H. : New 3D-Calculations of residual stresses consistent with measured results of the IIW Round Robin Programme. In: Cherjak, H. (Ed.) ; Enzinger, N. (Ed.) : Mathematical Modelling of Weld Phenomena Bd. 9, Verlag der Technischen Universität Graz,



38 Validierung IIW Round Robin Versuch Quereigenspannung Längseigenspannung SYSWELD Welding direction LS-DYNA 38

39 Temperatur Vergleichspannung Quereigenspannung- Längseigenspannung 39

40 Validierung Nitschke-Pagel Versuch Verzug w: Messung: 0,34 mm Sysweld: 0,32 mm LS-DYNA: 0,34 mm Loose, T.: Einfluß des transienten Schweißvorganges auf Verzug, Eigenspannungen und Stabiltiätsverhalten axial gedrückter Kreiszylinderschalen aus Stahl, Diss, Karlsruhe,

41 Validierung Nitschke-Pagel Versuch 41
42 Ingenieurbüro Tobias Loose Herdweg 13, D Wössingen Lkr. Karlsruhe E-Post: Web: Mobil: +49 (0) , Tel: +49 (0) SimWeld - DynaWeld - LS-DYNA Benchmark Welding Distortion Analysis Volvo T-Joint Dr.-Ing. Tobias Loose

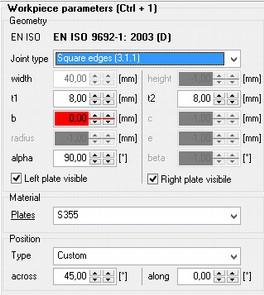
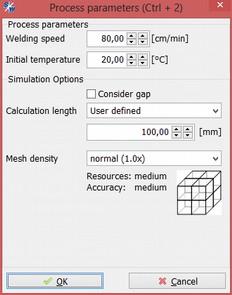
43 Welding Task Double sided T-Joint a = 4 mm Plate S355 thickness 8 mm 3 Tacks double sided Travel speed 80 cm/min Current: 390 A Voltage: 30 V Start Time Tack 1: 0 s Start Time Tack 2: 20 s Start Time Weld 1: 1000 s Start Time Weld 2: 1023 s Weld 1 and Weld 2 have the same travel direction Foto: Volvo 43
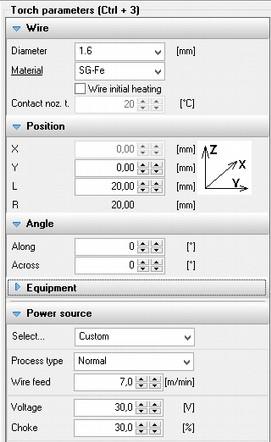
44 Process Simulation with SimWeld Input-Parameter SimWeld 44



45 SimWeld Results a = 4,4 mm I = 390 A V = 29,2 V 45


46 Equivalent Heat Source from SimWeld for the Welding Structure Analysis with LS-DYNA Result.ehs qf qr f r Check of heat input with LS-DYNA Logfile (tprint): 46


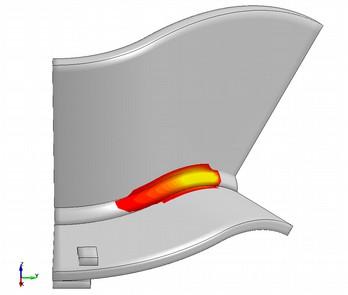
47 Temperature Tack 1 Weld 1 Tack 2 Weld 2 47
48 Microstructure Bainit Martensit 48


49 Boundary Conditon Dead Load 9,81 m/s² Friction Contact to Groundplate UY UZ UX UY UZ 49

50 z-distortion after Welding -7,5.. 7,5 mm 50


51 z-distortion along Evaluation Path transformed to flat left side 51

52 Danke! 52
Schweißsimulation Anwendungsmöglichkeit und Benefits
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
DYNAmore GmbH. Schweißsimulation und Wärmebehandlungssimulation. Grundlagen der. Anwendungsmöglichkeit und Benefits. Dr.-Ing. Tobias Loose 09.03.
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Dr.-Ing. Tobias Loose, Ingenieurbüro Tobias Loose Dr.-Ing. Ben Boese, ALSTOM Transport Deutschland GmbH
 Dr.-Ing. Tobias Loose, Ingenieurbüro Tobias Loose Dr.-Ing. Ben Boese, ALSTOM Transport Deutschland GmbH Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau 10. Fachtagung
Dr.-Ing. Tobias Loose, Ingenieurbüro Tobias Loose Dr.-Ing. Ben Boese, ALSTOM Transport Deutschland GmbH Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau 10. Fachtagung
Numerische Simulation und Engineering Software in der Schweißtechnik
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Numerische Simulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Numerische Simulation
Berechnung von Schweißeigenspannungen und Schweißverzug
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Anwendungsbeispiele. der Schweißsimulation und Wärmebehandlungssimulation. Dr.-Ing. Tobias Loose
 DynaWeld GmbH & Co. KG Süd: Herdweg 13, D-75045 Wössingen Nord: Hermann-Löns-Straße 3A, D-21382 Brietlingen E-Post: info@dynaweld.de Web: www.dynaweld.eu Anwendungsbeispiele der Schweißsimulation und Wärmebehandlungssimulation
DynaWeld GmbH & Co. KG Süd: Herdweg 13, D-75045 Wössingen Nord: Hermann-Löns-Straße 3A, D-21382 Brietlingen E-Post: info@dynaweld.de Web: www.dynaweld.eu Anwendungsbeispiele der Schweißsimulation und Wärmebehandlungssimulation
Materialdaten für die Schweißstruktursimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Materialdaten für die Schweißstruktursimulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Materialdaten für die Schweißstruktursimulation
Eigenspannungen berechnen mit Hilfe der Schweißsimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Numerische Bestimmung von Schweißeigenspannungen
 Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Berechnung von Schweißeigenspannungen und Verzug
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Schweißsimulation - Potentiale und Anwendungen Dr.-Ing. Tobias Loose Ingenieurbüro Tobias Loose, Wössigen (Lkr. Karlsruhe)
") Schweißsimulation - Potentiale und Anwendungen Dr.-Ing. Tobias Loose Ingenieurbüro Tobias Loose, Wössigen (Lkr. Karlsruhe) 1. Einleitung Mit Simulationen werden reale Vorgänge am Rechner numerisch berechnet.
Schweißsimulation - Potentiale und Anwendungen Dr.-Ing. Tobias Loose Ingenieurbüro Tobias Loose, Wössigen (Lkr. Karlsruhe) 1. Einleitung Mit Simulationen werden reale Vorgänge am Rechner numerisch berechnet.
Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles
 Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
DynaWeld. Preprocessor für Schweißen und Wärmebehandlung mit LS-Dyna. 1. Wärmebehandlungssimulation. Schweißstruktursimulation
 DynaWeld GmbH & Co. KG Süd: Herdweg 13, D-75045 Wössingen Nord: Hermann-Löns-Straße 3A, D-21382 Brietlingen E-Post: info@dynaweld.de Web: www.dynaweld.eu DynaWeld Preprocessor für Schweißen und Wärmebehandlung
DynaWeld GmbH & Co. KG Süd: Herdweg 13, D-75045 Wössingen Nord: Hermann-Löns-Straße 3A, D-21382 Brietlingen E-Post: info@dynaweld.de Web: www.dynaweld.eu DynaWeld Preprocessor für Schweißen und Wärmebehandlung
Thermische Zyklen beim Schweißen. t 8-5 -Zeit. Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz
 Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren
 Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren Dr.-Ing. Marcel Graf Dr.-Ing. Sebastian Härtel Dr.-Ing. André Hälsig Agenda 1. Einleitung 2. Werkstoffcharakterisierung 3.
Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren Dr.-Ing. Marcel Graf Dr.-Ing. Sebastian Härtel Dr.-Ing. André Hälsig Agenda 1. Einleitung 2. Werkstoffcharakterisierung 3.
Möglichkeiten der Schweißsimulation für dickwandige Strukturen zur Vorhersage von Verzug und Eigenspannungen Dr.
 12.05.2016 Möglichkeiten der Schweißsimulation für dickwandige Strukturen zur Vorhersage von Verzug und Eigenspannungen Dr. Andreas Pittner Gliederung 1. Einführung 2. Analysemöglichkeiten 3. Anwendbarkeit
12.05.2016 Möglichkeiten der Schweißsimulation für dickwandige Strukturen zur Vorhersage von Verzug und Eigenspannungen Dr. Andreas Pittner Gliederung 1. Einführung 2. Analysemöglichkeiten 3. Anwendbarkeit
Enfluss von Eigenspannungen auf das Verhalten von Fehlern in Schweißverbindungen
 Enfluss von Eigenspannungen auf das Verhalten von Fehlern in Schweißverbindungen Dieter Siegele Fraunhofer-Institut für Werkstoffmechanik, Freiburg Festkolloquium anlässlich des 75. Geburtstags von Professor
Enfluss von Eigenspannungen auf das Verhalten von Fehlern in Schweißverbindungen Dieter Siegele Fraunhofer-Institut für Werkstoffmechanik, Freiburg Festkolloquium anlässlich des 75. Geburtstags von Professor
Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit
 Thermostifte: Stift schmilzt wenn Vorwärmetemperatur erreicht ist. 4.4 Beispiel: Schweißtechnische Verarbeitung des S460N Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit 1.)
Thermostifte: Stift schmilzt wenn Vorwärmetemperatur erreicht ist. 4.4 Beispiel: Schweißtechnische Verarbeitung des S460N Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit 1.)
2.2 Schweißeigenspannungen, Verzug, Flammrichten. 1 Allgemeine Betrachtungen. Skript: Temperaturfeld beim Schweißen
 2.2 Schweißeigenspannungen, Verzug, Flammrichten 1 Allgemeine Betrachtungen Skript: Temperaturfeld beim Schweißen Skript: Einflussgrößen auf das Temperaturfeld (1) Skript: Einflussgrößen auf das Temperaturfeld
2.2 Schweißeigenspannungen, Verzug, Flammrichten 1 Allgemeine Betrachtungen Skript: Temperaturfeld beim Schweißen Skript: Einflussgrößen auf das Temperaturfeld (1) Skript: Einflussgrößen auf das Temperaturfeld
Wasserstoffunterstützte Risse an hochfesten Feinkornbaustählen
 11. Gefahrgut-Technik-Tage Berlin Wasserstoffunterstützte Risse an hochfesten Feinkornbaustählen Thomas Kannengießer, Arne Kromm Bundesanstalt für Materialforschung und -prüfung, Berlin Sicherheit gefügter
11. Gefahrgut-Technik-Tage Berlin Wasserstoffunterstützte Risse an hochfesten Feinkornbaustählen Thomas Kannengießer, Arne Kromm Bundesanstalt für Materialforschung und -prüfung, Berlin Sicherheit gefügter
tgt HP 1998/99-4: Biegevorrichtung
 Aus Blechstreifen werden V-förmige Winkel gebogen. Pos. Bezeichnung Werkstoff 1 Grundkörper EN-GJL-250 2 Blechwinkel S 235 JR 3 Biegestempel C 80 W1 4 Stempelhalter E 295 Teilaufgaben: 1 Die Werkstoffeigenschaften
Aus Blechstreifen werden V-förmige Winkel gebogen. Pos. Bezeichnung Werkstoff 1 Grundkörper EN-GJL-250 2 Blechwinkel S 235 JR 3 Biegestempel C 80 W1 4 Stempelhalter E 295 Teilaufgaben: 1 Die Werkstoffeigenschaften
WU Crash Experimente und Simulation des partiellen Presshärtens mit Werkzeugtemperierung. R. Helmholz, M. Medricky, D. Lorenz
 WU Crash Experimente und Simulation des partiellen Presshärtens mit Werkzeugtemperierung R. Helmholz, M. Medricky, D. Lorenz 11.11.2013 Agenda 1. Einleitung 2. Stand der Technik 3. Experimentelle Durchführung
WU Crash Experimente und Simulation des partiellen Presshärtens mit Werkzeugtemperierung R. Helmholz, M. Medricky, D. Lorenz 11.11.2013 Agenda 1. Einleitung 2. Stand der Technik 3. Experimentelle Durchführung
Simulation Aided Additive Manufacturing
 Simulation Aided Additive Manufacturing 10. Laser-Anwenderforum 23.-24.11.2016 Nils Keller Additive Manufacturing Additive Manufacturing 3D Druck-Verfahren als neue Herstellungstechnologien: - Fused Deposition
Simulation Aided Additive Manufacturing 10. Laser-Anwenderforum 23.-24.11.2016 Nils Keller Additive Manufacturing Additive Manufacturing 3D Druck-Verfahren als neue Herstellungstechnologien: - Fused Deposition
Moderne höchstfeste Stahlwerkstoffe für die Automobilindustrie
 Moderne höchstfeste Stahlwerkstoffe für die Automobilindustrie Dr.-Ing. habil. M. Schaper Dr.-Ing. habil. M. Schaper 04/2012 Spannung in MPa Dr.-Ing. habil. M..Schaper Seite 2 ideale Umformeigenschaften
Moderne höchstfeste Stahlwerkstoffe für die Automobilindustrie Dr.-Ing. habil. M. Schaper Dr.-Ing. habil. M. Schaper 04/2012 Spannung in MPa Dr.-Ing. habil. M..Schaper Seite 2 ideale Umformeigenschaften
Ermittlung von Schweißverfahrensfehlern durch Härteprüfung
 25. testxpo Fachmesse für Prüftechnik bei ZWICK in Ulm Ermittlung von Schweißverfahrensfehlern durch Härteprüfung Dr. S. Klaus, 13.10.2016 SLV Berlin-Brandenburg Die erste Schweißtechnische Lehr- und Versuchsanstalt
25. testxpo Fachmesse für Prüftechnik bei ZWICK in Ulm Ermittlung von Schweißverfahrensfehlern durch Härteprüfung Dr. S. Klaus, 13.10.2016 SLV Berlin-Brandenburg Die erste Schweißtechnische Lehr- und Versuchsanstalt
Bild 7.8: Beispielhafter Härteverlauf gemessen an einem Stumpfstoß, Beispiel Stumpfnaht geschweißt im Pilotunternehmen 1 (WERFT_SN_M5_S890_PA)
") Härteverlauf gemessen über der SV der Probe W8M5 500 450 0 350 HV10 300 250 200 GW WEZ SG1 SG2 SG3 SG4 SG5 WEZ GW 150 100 50 0 0 5 10 15 20 25 30 35 Abstand der Eindrücke in mm Bild 7.8: Beispielhafter
Härteverlauf gemessen über der SV der Probe W8M5 500 450 0 350 HV10 300 250 200 GW WEZ SG1 SG2 SG3 SG4 SG5 WEZ GW 150 100 50 0 0 5 10 15 20 25 30 35 Abstand der Eindrücke in mm Bild 7.8: Beispielhafter
Zur Wahl des Verfestigungsmodells bei der Berechnung von Schweißeigenspannungen
 Zur Wahl des Verfestigungsmodells bei der Berechnung von Schweißeigenspannungen Jens Sakkiettibutra 1), Tobias Loose 2), Frank Vollertsen 1), Helmut Wohlfahrt 3) 1) Bremer Institut für angewandte Strahltechnik
Zur Wahl des Verfestigungsmodells bei der Berechnung von Schweißeigenspannungen Jens Sakkiettibutra 1), Tobias Loose 2), Frank Vollertsen 1), Helmut Wohlfahrt 3) 1) Bremer Institut für angewandte Strahltechnik
Reinhard Müller, Adam Opel AG Martin Stillger, Adam Opel AG Paul Du Bois, Consultant.
 Das neue Material-Modell *MAT_251 und seine potentielle Anwendung für Materialien mit lokal unterschiedlichen Eigenschaften infolge partiellen Warmumformens (Tailored-Tempering) oder vordehnungsabhängigen
Das neue Material-Modell *MAT_251 und seine potentielle Anwendung für Materialien mit lokal unterschiedlichen Eigenschaften infolge partiellen Warmumformens (Tailored-Tempering) oder vordehnungsabhängigen
tgt HP 1999/00-4: Sense
 tgt HP 1999/00-4: Sense Werkstoffe: Sensenblatt: C60 Sensenholm: AISi1 Sensengriffe: AISi12 Befestigungsschraube: Festigkeitsklasse 5.6 Teilaufgaben: 1 Für den Sensenholm und für die Sensengriffe werden
tgt HP 1999/00-4: Sense Werkstoffe: Sensenblatt: C60 Sensenholm: AISi1 Sensengriffe: AISi12 Befestigungsschraube: Festigkeitsklasse 5.6 Teilaufgaben: 1 Für den Sensenholm und für die Sensengriffe werden
Bachelorprüfung. "Werkstofftechnik der Metalle" am
 Institut für Eisenhüttenkunde Department of Ferrous Metallurgy Bachelorprüfung "Werkstofftechnik der Metalle" am 24.07.2013 Name: Matrikelnummer: Aufgabe Maximale Punkte 1 6 2 4 3 5 4 6 5 4 6 3 7 4 8 4
Institut für Eisenhüttenkunde Department of Ferrous Metallurgy Bachelorprüfung "Werkstofftechnik der Metalle" am 24.07.2013 Name: Matrikelnummer: Aufgabe Maximale Punkte 1 6 2 4 3 5 4 6 5 4 6 3 7 4 8 4
Fragen und Antworten zum Webinar
 Fragen und Antworten zum Webinar 27. Oktober 2017 Wie ist generell die Vorgehensweise zur Durchführung einer Simulation mit CATIA FEM? Vereinfacht dargestellt (siehe auch Video) https://youtu.be/p3cy8sk_2g8
Fragen und Antworten zum Webinar 27. Oktober 2017 Wie ist generell die Vorgehensweise zur Durchführung einer Simulation mit CATIA FEM? Vereinfacht dargestellt (siehe auch Video) https://youtu.be/p3cy8sk_2g8
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen. 8., überarbeitete und erweiterte Auflage
 Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
FE-Simulation des induktiven Härtens. Jörg Neumeyer, CADFEM GmbH
 Titelmasterformat Vom Strom bis zum durch Gefüge Klicken bearbeiten FE-Simulation des induktiven Härtens Jörg Neumeyer, CADFEM GmbH 1 Vom Strom bis zum Gefüge - Überblick 1. Grundlagen Induktionserwärmung
Titelmasterformat Vom Strom bis zum durch Gefüge Klicken bearbeiten FE-Simulation des induktiven Härtens Jörg Neumeyer, CADFEM GmbH 1 Vom Strom bis zum Gefüge - Überblick 1. Grundlagen Induktionserwärmung
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Bachelorprüfung. Werkstofftechnik der Metalle
 Bachelorprüfung Werkstofftechnik der Metalle 05.09.2016 Name: Matrikelnummer: Unterschrift: Aufgabe Punkte: Erreichte Punkte: 1 6 2 5.5 3 6 4 5 5 9.5 6 6 7 8 8 10 9 9 10 8 11 5 12 7 13 6 14 4 15 5 Punkte
Bachelorprüfung Werkstofftechnik der Metalle 05.09.2016 Name: Matrikelnummer: Unterschrift: Aufgabe Punkte: Erreichte Punkte: 1 6 2 5.5 3 6 4 5 5 9.5 6 6 7 8 8 10 9 9 10 8 11 5 12 7 13 6 14 4 15 5 Punkte
COMTES FHT a.s. F&E in Metallen
 COMTES FHT a.s. F&E in Metallen 2 Komplexität Eine Idee auf Basis der Grundlagenund der angewandten Forschung Produkt oder Technologie mit neuem Mehrwert Simulation der Werkstoffeigens chaften und der
COMTES FHT a.s. F&E in Metallen 2 Komplexität Eine Idee auf Basis der Grundlagenund der angewandten Forschung Produkt oder Technologie mit neuem Mehrwert Simulation der Werkstoffeigens chaften und der
Untersuchungen zum Schutzgasschweißen von Magnesiumlegierungen für Konstruktionsbauteile im Automobilbau
 Untersuchungen zum Schutzgasschweißen von Magnesiumlegierungen für Konstruktionsbauteile im Automobilbau Von der Fakultät für Maschinenbau und Elektrotechnik der Technischen Universität Carolo-Wilhelmina
Untersuchungen zum Schutzgasschweißen von Magnesiumlegierungen für Konstruktionsbauteile im Automobilbau Von der Fakultät für Maschinenbau und Elektrotechnik der Technischen Universität Carolo-Wilhelmina
Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau
 Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau Dr.-Ing. Tobias Loose IWE, Wössingen (Lkr. Karlsruhe) Dr.-Ing. Ben Boese IWE, Salzgitter 1 Einleitung Die Bewältigung
Leistungsfähigkeit und Einsatzmöglichkeiten der Schweißsimulation im Schienenfahrzeugbau Dr.-Ing. Tobias Loose IWE, Wössingen (Lkr. Karlsruhe) Dr.-Ing. Ben Boese IWE, Salzgitter 1 Einleitung Die Bewältigung
Klausur Werkstofftechnologie II am
 Prof. Dr.-Ing. K. Stiebler Fachbereich MMEW FH Gießen-Friedberg Name: Matr.-Nr.: Studiengang: Punktzahl: Note: Klausur Werkstofftechnologie II am 11.07.2008 Achtung: Studierende der Studiengänge EST und
Prof. Dr.-Ing. K. Stiebler Fachbereich MMEW FH Gießen-Friedberg Name: Matr.-Nr.: Studiengang: Punktzahl: Note: Klausur Werkstofftechnologie II am 11.07.2008 Achtung: Studierende der Studiengänge EST und
1 Die elastischen Konstanten 10 Punkte
 1 Die elastischen Konstanten 10 Punkte 1.1 Ein Würfel wird einachsig unter Zug belastet. a) Definieren Sie durch Verwendung einer Skizze den Begriff der Spannung und der Dehnung. b) Der Würfel werde im
1 Die elastischen Konstanten 10 Punkte 1.1 Ein Würfel wird einachsig unter Zug belastet. a) Definieren Sie durch Verwendung einer Skizze den Begriff der Spannung und der Dehnung. b) Der Würfel werde im
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Bericht. AiF-Nr BG DVS-Nr
 Bericht AiF-Nr. 12.934 BG DVS-Nr. 1.029 Erarbeiten werkstoffkundlicher Kennwerte geschweißter Aluminiumbauteile in Abhängigkeit von der Wärmeeinbringung Der Bericht darf nur ungekürzt und unter Nennung
Bericht AiF-Nr. 12.934 BG DVS-Nr. 1.029 Erarbeiten werkstoffkundlicher Kennwerte geschweißter Aluminiumbauteile in Abhängigkeit von der Wärmeeinbringung Der Bericht darf nur ungekürzt und unter Nennung
Anwendungsgebiete und Chancen der Schweißsimulation
 Anwendungsgebiete und Chancen der Schweißsimulation n Dr. Marcus Brand, Ingenieurbüro für angewandte Wissenschaften (ifawiss), Ilsede, Deutschland n Dr. Tobias Loose, Ingenieurbüro, Wössingen (Lkr. Karlsruhe),
Anwendungsgebiete und Chancen der Schweißsimulation n Dr. Marcus Brand, Ingenieurbüro für angewandte Wissenschaften (ifawiss), Ilsede, Deutschland n Dr. Tobias Loose, Ingenieurbüro, Wössingen (Lkr. Karlsruhe),
Festigkeit und Versagen von Konstruktionswerkstoffen (FVK) SS2012
 SS2012") estigkeit und Versagen von Konstruktionswerkstoffen (VK) SS2012 Kassel, 30.08.2012 Vorname: Matrikelnr.: Nachname: Semesterzahl: Studiengang: Unterschrift: M. Diplom M. Bachelor Wi. Ing. Diplom Wi. Ing.
estigkeit und Versagen von Konstruktionswerkstoffen (VK) SS2012 Kassel, 30.08.2012 Vorname: Matrikelnr.: Nachname: Semesterzahl: Studiengang: Unterschrift: M. Diplom M. Bachelor Wi. Ing. Diplom Wi. Ing.
Verifizierung des Kopplungsalgorithmus analytisches Schrumpfkraftmodell mit numerischer FE-Berechnung
 Erweiterung eines analytisch-numerischen Hybridmodells für die Verzugssimulation von Großstrukturen Verifizierung des Kopplungsalgorithmus analytisches Schrumpfkraftmodell mit numerischer FE-Berechnung
Erweiterung eines analytisch-numerischen Hybridmodells für die Verzugssimulation von Großstrukturen Verifizierung des Kopplungsalgorithmus analytisches Schrumpfkraftmodell mit numerischer FE-Berechnung
tgt HP 1996/97-4: Spannvorrichtung
 Durch Drehen des Exzenters wird über den Winkelhebel das Werkstück gespannt. Position Teil Werkstoff 1 Winkelhebel GS-52 (0,35 % C) 2 Stößel C 15 3 Exzenter C 60 4 Buchse SnSb8 Teilaufgaben: 1 Der GS-52
Durch Drehen des Exzenters wird über den Winkelhebel das Werkstück gespannt. Position Teil Werkstoff 1 Winkelhebel GS-52 (0,35 % C) 2 Stößel C 15 3 Exzenter C 60 4 Buchse SnSb8 Teilaufgaben: 1 Der GS-52
OpVibFE Simulation der Eigenspannungsreduzierung von Bauteilen durch Vibrationsentspannung
 Zwischenbericht 14.08.2015 Aachen OpVibFE Simulation der Eigenspannungsreduzierung von Bauteilen durch Vibrationsentspannung Dipl.-Ing. D. Witter Dr.-Ing. R. Schelenz Univ. Prof. Dr.-Ing. G. Jacobs Gliederung
Zwischenbericht 14.08.2015 Aachen OpVibFE Simulation der Eigenspannungsreduzierung von Bauteilen durch Vibrationsentspannung Dipl.-Ing. D. Witter Dr.-Ing. R. Schelenz Univ. Prof. Dr.-Ing. G. Jacobs Gliederung
Härteprüfungen zur Qualitätssicherung von Schweißverbindungen
 testxpo Fachmesse für Prüftechnik 19. Oktober 2017 in Ulm Härteprüfungen zur Qualitätssicherung von Schweißverbindungen Dr.-Ing. Jörg Ellermeier, MPA-IfW, TU Darmstadt Zentrum für Konstruktionswerkstoffe
testxpo Fachmesse für Prüftechnik 19. Oktober 2017 in Ulm Härteprüfungen zur Qualitätssicherung von Schweißverbindungen Dr.-Ing. Jörg Ellermeier, MPA-IfW, TU Darmstadt Zentrum für Konstruktionswerkstoffe
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Schweißen en an Gusseisen. Stronger, with Castolin Eutectic
 Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
tgt HP 2000/01-3: Getriebewelle
 tgt HP 2000/01-3: Getriebewelle In einem Gehäuse (4) aus Grauguss ist die vereinfacht dargestellte Getriebewelle in zwei Buchsen (5) gelagert. Die Verzahnung (2) ist in die Getriebewelle (1) hineingefräst.
tgt HP 2000/01-3: Getriebewelle In einem Gehäuse (4) aus Grauguss ist die vereinfacht dargestellte Getriebewelle in zwei Buchsen (5) gelagert. Die Verzahnung (2) ist in die Getriebewelle (1) hineingefräst.
Ganzheitlicher Simulationsansatz zur Versagensprognose von widerstandspunktgeschweißten Stahlblechverbindungen
 Ganzheitlicher Simulationsansatz zur Versagensprognose von widerstandspunktgeschweißten Stahlblechverbindungen David Pieronek Forschungsgesellschaft Kraftfahrwesen Aachen mbh (fka) Rolf Peter Röttger AG
Ganzheitlicher Simulationsansatz zur Versagensprognose von widerstandspunktgeschweißten Stahlblechverbindungen David Pieronek Forschungsgesellschaft Kraftfahrwesen Aachen mbh (fka) Rolf Peter Röttger AG
Angewandte Prozesssimulation mit SimWeld 3 GMAW
 PAGE 1 ISF-Kolloquium, Praxisnahe Simulation in der Schweißtechnik, Aachen, 24.10.2012 Angewandte Prozesssimulation mit SimWeld 3 GMAW Dr.-Ing. Oleg Mokrov ISF Institut für Schweißen und Fügeverfahren
PAGE 1 ISF-Kolloquium, Praxisnahe Simulation in der Schweißtechnik, Aachen, 24.10.2012 Angewandte Prozesssimulation mit SimWeld 3 GMAW Dr.-Ing. Oleg Mokrov ISF Institut für Schweißen und Fügeverfahren
Hochleistungsschweißen auch in PC Zwangslage
 Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
Ermüdungsverhalten kranbautypischer Details aus ultrahochfesten Stählen unter Berücksichtigung des höherfrequenten Hämmerns
 Ermüdungsverhalten kranbautypischer Details aus ultrahochfesten Stählen unter Berücksichtigung des höherfrequenten Hämmerns Jörn Berg M.Sc. Jugend Forscht und Schweisst SLV Duisburg, 01. Dezember 2011
Ermüdungsverhalten kranbautypischer Details aus ultrahochfesten Stählen unter Berücksichtigung des höherfrequenten Hämmerns Jörn Berg M.Sc. Jugend Forscht und Schweisst SLV Duisburg, 01. Dezember 2011
Auswirkungen von Stutzenkräften auf den Tankmantel
 Auswirkungen von Stutzenkräften auf den Tankmantel Dipl.-Ing. Elke Feifel Prof. Dr.-Ing. Helmut Saal 1 Lokale Spannungen infolge Stutzenkräften Tankbauwerke sind Kräften und Momenten ausgesetzt, die von
Auswirkungen von Stutzenkräften auf den Tankmantel Dipl.-Ing. Elke Feifel Prof. Dr.-Ing. Helmut Saal 1 Lokale Spannungen infolge Stutzenkräften Tankbauwerke sind Kräften und Momenten ausgesetzt, die von
Material Facts. Dualphasen-Stähle. Complexphasen-Stähle
 ultralights by voestalpine Dualphasen-Stähle Complexphasen-Stähle Stand März 2017 Material Facts Mit jahrzehntelanger Erfahrung in der Entwicklung und Herstellung von Advanced High Strength Steels (=ahss)
ultralights by voestalpine Dualphasen-Stähle Complexphasen-Stähle Stand März 2017 Material Facts Mit jahrzehntelanger Erfahrung in der Entwicklung und Herstellung von Advanced High Strength Steels (=ahss)
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess
 Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
Zugversuch - Versuchsprotokoll
 Gruppe 13: René Laquai Jan Morasch Rudolf Seiler 16.1.28 Praktikum Materialwissenschaften II Zugversuch - Versuchsprotokoll Betreuer: Heinz Lehmann 1. Einleitung Der im Praktikum durchgeführte Zugversuch
Gruppe 13: René Laquai Jan Morasch Rudolf Seiler 16.1.28 Praktikum Materialwissenschaften II Zugversuch - Versuchsprotokoll Betreuer: Heinz Lehmann 1. Einleitung Der im Praktikum durchgeführte Zugversuch
Leseprobe. Werner Koehldorfer. Finite-Elemente-Methoden mit CATIA V5 / SIMULIA. Berechnung von Bauteilen und Baugruppen in der Konstruktion
 Leseprobe Werner Koehldorfer Finite-Elemente-Methoden mit CATIA V5 / SIMULIA Berechnung von Bauteilen und Baugruppen in der Konstruktion ISBN: 978-3-446-42095-3 Weitere Informationen oder Bestellungen
Leseprobe Werner Koehldorfer Finite-Elemente-Methoden mit CATIA V5 / SIMULIA Berechnung von Bauteilen und Baugruppen in der Konstruktion ISBN: 978-3-446-42095-3 Weitere Informationen oder Bestellungen
MATERIAL FACTS. Mit jahrzehntelanger Erfahrung in der Entwicklung und Herstellung von Advanced
 Dualphasen-Stähle Complexphasen-Stähle voestalpine Material facts Seite 1/8 Stand Dezember 2018 MATERIAL FACTS Mit jahrzehntelanger Erfahrung in der Entwicklung und Herstellung von Advanced High Strength
Dualphasen-Stähle Complexphasen-Stähle voestalpine Material facts Seite 1/8 Stand Dezember 2018 MATERIAL FACTS Mit jahrzehntelanger Erfahrung in der Entwicklung und Herstellung von Advanced High Strength
2. Stabelektroden zum Schweißen hitzebeständiger Stähle
 2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
7.4 Mechanische Eigenschaften
 7.4 Mechanische Eigenschaften Die mechanischen Eigenschaften an gegossenen Mikroteilen wurden durch Mikrohärtemessungen und Mikrozugversuche bestimmt. 7.4.1 Mikrohärte An den Proben mit 23 µm Durchmesser
7.4 Mechanische Eigenschaften Die mechanischen Eigenschaften an gegossenen Mikroteilen wurden durch Mikrohärtemessungen und Mikrozugversuche bestimmt. 7.4.1 Mikrohärte An den Proben mit 23 µm Durchmesser
Übung 4: Flachkerbzugprobe
 Übung 4: Lernziele: Geometrie importieren und bearbeiten Symmetrierandbedingungen Tetraeder- und Hexaedervernetzung Netzverfeinerung Ergebnisdarstellung 1 März: Juli 2014 1. Bauteilstruktur Eine ebene
Übung 4: Lernziele: Geometrie importieren und bearbeiten Symmetrierandbedingungen Tetraeder- und Hexaedervernetzung Netzverfeinerung Ergebnisdarstellung 1 März: Juli 2014 1. Bauteilstruktur Eine ebene
Warmblechumformung auf dem Vormarsch
 Warmblechumformung auf dem Vormarsch Dr.-Ing. Ingo Neubauer simufact.engineering Niederlassung Baunatal Ingo.Neubauer@simufact.de Umformverfahren für höchstfeste Blechbauteile Kaltumformung Extrem hohe
Warmblechumformung auf dem Vormarsch Dr.-Ing. Ingo Neubauer simufact.engineering Niederlassung Baunatal Ingo.Neubauer@simufact.de Umformverfahren für höchstfeste Blechbauteile Kaltumformung Extrem hohe
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
PLANAL 5083 / 6082 / 7075
 PLANAL 5083 / 6082 / 7075 PLANAL-Werkstoffe sind beidseitig e Aluminium-Walzplatten. Die hohe Festigkeit in Verbindung mit der Präzision einer en Platte ist kennzeichnend für diese Gruppe von Werkstoffen.
PLANAL 5083 / 6082 / 7075 PLANAL-Werkstoffe sind beidseitig e Aluminium-Walzplatten. Die hohe Festigkeit in Verbindung mit der Präzision einer en Platte ist kennzeichnend für diese Gruppe von Werkstoffen.
C Si Mn P S Cr 0,23 0,30-0,70 1,2-1,7 0,025 0,010 1,0 1,6. Die folgenden Elemente sind je nach Dicke einzeln oder in Kombination zulegiert:
 325 L Luftgehärteter, verschleißfester Stahl Werkstoffblatt, Ausgabe April 2016 1 DILLIDUR 325 L wird von den Kunden vorzugsweise dort eingesetzt, wo erhöhter Verschleißwiderstand bei gleichzeitig guter
325 L Luftgehärteter, verschleißfester Stahl Werkstoffblatt, Ausgabe April 2016 1 DILLIDUR 325 L wird von den Kunden vorzugsweise dort eingesetzt, wo erhöhter Verschleißwiderstand bei gleichzeitig guter
Gefügeumwandlung in Fe-C-Legierungen
 Werkstoffwissenschaftliches Grundpraktikum Versuch vom 18. Mai 2009 Betreuer: Thomas Wöhrle Gefügeumwandlung in Fe-C-Legierungen Gruppe 3 Protokoll: Simon Kumm, uni@simon-kumm.de Mitarbeiter: Philipp Kaller,
Werkstoffwissenschaftliches Grundpraktikum Versuch vom 18. Mai 2009 Betreuer: Thomas Wöhrle Gefügeumwandlung in Fe-C-Legierungen Gruppe 3 Protokoll: Simon Kumm, uni@simon-kumm.de Mitarbeiter: Philipp Kaller,
Heißrissuntersuchungen mit dem Programmierten Verformungs-Riss-(PVR-)Test
Test") Heißrissuntersuchungen mit dem Programmierten Verformungs-Riss-(PVR-)Test INSTITUT FÜR WERKSTOFF- UND FÜGETECHNIK Otto-von-Guericke-Universität Magdeburg Universitätsplatz 2 39106 Magdeburg iwf@uni-magdeburg.de
Heißrissuntersuchungen mit dem Programmierten Verformungs-Riss-(PVR-)Test INSTITUT FÜR WERKSTOFF- UND FÜGETECHNIK Otto-von-Guericke-Universität Magdeburg Universitätsplatz 2 39106 Magdeburg iwf@uni-magdeburg.de
Fachgerechte Auswahl von Edelstahl Rostfrei. Verarbeitung alternativer Edelstahlgüten und deren praktische Umsetzung
 von Edelstahl Rostfrei Verarbeitung alternativer Edelstahlgüten und deren praktische Umsetzung Wolf-Berend Busch Handwerkskammer der Pfalz; Handwerks Technikum Kaiserslautern, 23. Februar 2012 1 neue Werkstoffe
von Edelstahl Rostfrei Verarbeitung alternativer Edelstahlgüten und deren praktische Umsetzung Wolf-Berend Busch Handwerkskammer der Pfalz; Handwerks Technikum Kaiserslautern, 23. Februar 2012 1 neue Werkstoffe
9. Tutorium zur Werkstoffkunde für Maschinenbauer im WS 2010/2011
 9. Tutorium zur Werkstoffkunde für Maschinenbauer im WS 2010/2011 Aufgabe 1 Die mechanischen Eigenschaften von Werkstoffen sind bei Konstruktionen zu berücksichtigen. Meist kann ein kompliziertes makroskopisches
9. Tutorium zur Werkstoffkunde für Maschinenbauer im WS 2010/2011 Aufgabe 1 Die mechanischen Eigenschaften von Werkstoffen sind bei Konstruktionen zu berücksichtigen. Meist kann ein kompliziertes makroskopisches
QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN
 QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN Fertigungsübersicht Additive Fertigung Formloser Aufbau Stoffeigenschaften ändern Fertigungsverfahren Urformen Umformen Trennen Fügen Beschichten Stoffeigenschaften
QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN Fertigungsübersicht Additive Fertigung Formloser Aufbau Stoffeigenschaften ändern Fertigungsverfahren Urformen Umformen Trennen Fügen Beschichten Stoffeigenschaften
TEHL Simulation of Gear Contacts
 Thomas Lohner, Andreas Ziegltrum, Karsten Stahl COMSOL Conference 216 12-14 October 216 Munich, Germany 671-1-46 1 Outline Introduction Problem Description Model Implementation Exemplarily Results Conclusion
Thomas Lohner, Andreas Ziegltrum, Karsten Stahl COMSOL Conference 216 12-14 October 216 Munich, Germany 671-1-46 1 Outline Introduction Problem Description Model Implementation Exemplarily Results Conclusion
Laserstrahlschweißen von Edelstählen
 HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
Zugversuch. Carsten Meyer. Raum 110. Telefon: Institut für Werkstoffanwendungen im Maschinenbau
 Carsten Meyer c.meyer@iwm.rwth-aachen.de Raum 110 Telefon: 80-95255 F F S 0 σ F S 0 äußere Kraft Spannung ( innere Kraft ) Jeder noch so kleine Teil des Querschnittes überträgt einen noch so kleinen Teil
Carsten Meyer c.meyer@iwm.rwth-aachen.de Raum 110 Telefon: 80-95255 F F S 0 σ F S 0 äußere Kraft Spannung ( innere Kraft ) Jeder noch so kleine Teil des Querschnittes überträgt einen noch so kleinen Teil
Unlegiertes Gußeisen mit Kugelgraphit
 6 I Unlegiertes Gußeisen mit Kugelgraphit 1 Werkstoffübersicht... 3 2 Herstellung... 9 2.1 Gefüge und Eigenschaften... 9 2.2 Auswahl der Einsatzstoffe... 14 2.3 Verfahrensschritte zur Herstellung... 16
6 I Unlegiertes Gußeisen mit Kugelgraphit 1 Werkstoffübersicht... 3 2 Herstellung... 9 2.1 Gefüge und Eigenschaften... 9 2.2 Auswahl der Einsatzstoffe... 14 2.3 Verfahrensschritte zur Herstellung... 16
Entwicklung eines hochlegierten Metallpulverfülldrahtes für die Verbindung hochfester Stähle
 Entwicklung eines hochlegierten Metallpulverfülldrahtes für die Verbindung hochfester Stähle R. Vallant, K. Kerschbaumer (TU Graz, IWS); J. Ziegerhofer (BSGA, Kapfenberg) ; H. Basalka, M. Staufer (SZA,
Entwicklung eines hochlegierten Metallpulverfülldrahtes für die Verbindung hochfester Stähle R. Vallant, K. Kerschbaumer (TU Graz, IWS); J. Ziegerhofer (BSGA, Kapfenberg) ; H. Basalka, M. Staufer (SZA,
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN. "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen."
 WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
tgt HP 1996/97-3: Fahrradrahmen
 tgt HP 1996/97-3: Fahrradrahmen Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften
tgt HP 1996/97-3: Fahrradrahmen Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften
Mechanische Berechnung von faserverstärkten Kunststoffbauteilen und Ermüdungserscheinungen unter realen Zuständen. Referent: Simon Gekeler
 Mechanische Berechnung von faserverstärkten Kunststoffbauteilen und Ermüdungserscheinungen unter realen Zuständen Referent: Simon Gekeler Investitionsgüter Konsumgüterdesig Designmanageme n Visualisierungnt
Mechanische Berechnung von faserverstärkten Kunststoffbauteilen und Ermüdungserscheinungen unter realen Zuständen Referent: Simon Gekeler Investitionsgüter Konsumgüterdesig Designmanageme n Visualisierungnt
Gekoppelte Simulation von Lichtbogen, Materialtransfer und Schmelzbad
 Fakultät Maschinenwesen Institut für Fertigungstechnik Professur Fügetechnik und Montage Workshop Lichtbogenphysik O.-v.-G.-Universität Magdeburg 12.03.2013 Gekoppelte Simulation von Lichtbogen, Materialtransfer
Fakultät Maschinenwesen Institut für Fertigungstechnik Professur Fügetechnik und Montage Workshop Lichtbogenphysik O.-v.-G.-Universität Magdeburg 12.03.2013 Gekoppelte Simulation von Lichtbogen, Materialtransfer
Simulation von pressgehärtetem Stahl mit *MAT_GURSON_JC
 Simulation von pressgehärtetem Stahl mit *MAT_GURSON_JC www.opel.com Reinhard Müller, Adam Opel GmbH Silvia Schmitt, TU Darmstadt Mit steigender Fließgrenze bzw. Zugfestigkeit abnehmende Bruchdehnung Motivation
Simulation von pressgehärtetem Stahl mit *MAT_GURSON_JC www.opel.com Reinhard Müller, Adam Opel GmbH Silvia Schmitt, TU Darmstadt Mit steigender Fließgrenze bzw. Zugfestigkeit abnehmende Bruchdehnung Motivation
Entdecken Sie die Vielfalt
 Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Titan wurde erstmals 1791 in England entdeckt. Etwa 150
Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Titan wurde erstmals 1791 in England entdeckt. Etwa 150
Eigenspannungen und Formänderungen in Schweißkonstruktionen
 Hänsch Krebs Eigenspannungen und Formänderungen in Schweißkonstruktionen Grundlagen und praktische Anwendungen Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Zielstellung und Inhalt... 1 1.2 Eigenspannungen
Hänsch Krebs Eigenspannungen und Formänderungen in Schweißkonstruktionen Grundlagen und praktische Anwendungen Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Zielstellung und Inhalt... 1 1.2 Eigenspannungen
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen
 Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Bachelorprüfung. Werkstofftechnik der Metalle. am
 Institut für Eisenhüttenkunde Departmend of Ferrous Metallurgy Bachelorprüfung Werkstofftechnik der Metalle am 01.09.2014 Name: Matrikelnummer: Unterschrift: Aufgabe Maximal erreichbare Punkte: 1 5 2 4
Institut für Eisenhüttenkunde Departmend of Ferrous Metallurgy Bachelorprüfung Werkstofftechnik der Metalle am 01.09.2014 Name: Matrikelnummer: Unterschrift: Aufgabe Maximal erreichbare Punkte: 1 5 2 4
HP 1996/97-3: Fahrradrahmen
 HP 1996/97-3: Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften
HP 1996/97-3: Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften
Kompendium der SchweiBtechnik
 Beckert Herold Kompendium der SchweiBtechnik Band 3: Eignung metallischer Werkstoffe zum Schweißen Herausgeber: Behnisch, überarbeitete Auflage Inhaltsverzeichnis Geleitwort zur Auflage Vorwort zur Auflage
Beckert Herold Kompendium der SchweiBtechnik Band 3: Eignung metallischer Werkstoffe zum Schweißen Herausgeber: Behnisch, überarbeitete Auflage Inhaltsverzeichnis Geleitwort zur Auflage Vorwort zur Auflage
Von der Carbonfaser zum Bauteil
 Von der Carbonfaser zum Bauteil Dipl.-Ing. Thomas Mertin Speed-Canard / Eurotrainer THM Faserverbund- Technologie GmbH THM Faserverbund- Technologie GmbH THM Faserverbund- Technologie GmbH THM Faserverbund-
Von der Carbonfaser zum Bauteil Dipl.-Ing. Thomas Mertin Speed-Canard / Eurotrainer THM Faserverbund- Technologie GmbH THM Faserverbund- Technologie GmbH THM Faserverbund- Technologie GmbH THM Faserverbund-
1. Zug und Druck in Stäben
 1. Zug und Druck in Stäben Stäbe sind Bauteile, deren Querschnittsabmessungen klein gegenüber ihrer änge sind: D Sie werden nur in ihrer ängsrichtung auf Zug oder Druck belastet. D Prof. Dr. Wandinger
1. Zug und Druck in Stäben Stäbe sind Bauteile, deren Querschnittsabmessungen klein gegenüber ihrer änge sind: D Sie werden nur in ihrer ängsrichtung auf Zug oder Druck belastet. D Prof. Dr. Wandinger
Harzer Forum Material und Prozesstechnik
 Harzer Forum Material und Prozesstechnik Praxisbeispiele geförderter Kooperationsprojekte zwischen Unternehmen und Universität Instandsetzen von Werkzeugen, Formen und Gussteilen mit Hilfe des Laserhandschweißens
Harzer Forum Material und Prozesstechnik Praxisbeispiele geförderter Kooperationsprojekte zwischen Unternehmen und Universität Instandsetzen von Werkzeugen, Formen und Gussteilen mit Hilfe des Laserhandschweißens
legierungsbedingte Einflussfaktoren Tieftemperaturzähigkeit
 Mechanismen und legierungsbedingte Einflussfaktoren der Tieftemperaturzähigkeit von ferritisch-austenitischen Duplex-Stählen Dissertation zur Erlangung des Grades Doktor-Ingenieurin der Fakultät der Maschinenbau
Mechanismen und legierungsbedingte Einflussfaktoren der Tieftemperaturzähigkeit von ferritisch-austenitischen Duplex-Stählen Dissertation zur Erlangung des Grades Doktor-Ingenieurin der Fakultät der Maschinenbau