G15. P i c t u r e s
|
|
|
- Laura Schulze
- vor 5 Jahren
- Abrufe
Transkript
1 G15 P i c t u r e s
2 und eine HH01. Produktion
3 präsentieren:
4 Nikolai Andreev und Christian Grobelin
5 in Das a Group Projekt 1 Film
6 Sie Sollten entstand Sie mit und diesem basiert Meisterwerk sich auf Fakten und dem unzufrieden Die Handlung Wissen sein, der dieser Zivilisation so mögen Präsentation im Sie Jahre es für ist 003, frei Sich 13. behalten erfunden Dezember, und entspricht der 7. Stunde nicht in der Wahrheit Früh und dem 7. Kaffee (mit Milch und Zucker) n.ch.
7 Gruppe 1: Christian Grobelin Nikolai Andreev Das Schneidwerkzeug Themenschwerpunkte: Lage des Einspannzapfens, Werkstoffauswahl, Wärmebehandlung Ausführlich: Kopfplatte, Druckplatte / Stempelhalteplatte, Stempelplatte
8 MENÜ AUFGABENLISTE Technologie Bauart / Normalien Kenndaten / Werkstoffe Konstruktion / Kalkulation Dokumentation
9 Wie ist der Schneidvorgang zu beschreiben: Beim Schneiden wird der Werkstoff durch den eindringenden Stempel zunächst gestaucht. Dabei wird der Werkstoff zur des Stempels hin eingezogen; es entstehen Einziehungsrundungen, deren Größe vom Werkstoff, der Blechdicke und dem Schneidspalt abhängt. Beim weiteren Eindringen des Stempels beginnt der Werkstoff zu fließen. Nach Überschreiten der Scherfestigkeit reißt er an den Schnittflächen auseinander.
10 Dokumentation
11 Wie wird die Schneidarbeit beeinflusst? Die Schneidarbeit wird beeinflusst durch......die Schneidkraft, der Blechdicke & dem Schneidspalt
12 Welche Einflüsse bestien die auftretende Schneidkraft? Die auftretende Schneidkraft hängt von der max. Scherfestigkeit des Werkstoffes und der Schnittfläche des Teils ab. Rückfederung des Werkstoffes, Schneidenausbildung, Änderungen des Schneidspaltes, Schmierung, Verschleißerscheinungen an den Werkzeugen u.a. Faktoren machen eine exakte Berechnung der aufzubringenden Kraft unmöglich.
13 Welche Bauarten gibt es? Die Schneidwerkzeuge unterteilt man nach Ihrer Führungsart und nach dem Fertigungsablauf..ohne Führung..Einverfahrenwerkzeuge..mit Plattenführung..Folgeschneidwerkzeuge..mit Schneidplattenführung..Gesamtschneidwerkzeuge..mit Säulenführung..Feinschneidwerkzeuge
14 Welche Bauart ist anzuwählen? Folgeschneidwerkzeug mit Plattenführung! Weil das Werkstück in zwei Hüben hergestellt wird.. Es gilt: Werkzeuge, die verschiedene Fertigungsverfahren in direkter Folge in mehreren Hüben nacheinander ausführen, werden als Folgeschneidwerkzeuge bezeichnet und Weil wir eine mittlere Genauigkeit ( ± 0,1) und eine mittlere Stückzahl produzieren möchten.. Es gilt: Durch die Plattenführung wird die Standmenge dieser Werkzeuge erhöht. Die Schnittteile sind genauer als bei Werkzeugen ohne Führung
15 Welche Normalien werden für das Bauvorhaben benötigt? Folgende: Pos. Menge Einheit Benennung Norm-Kurzbezeichnung Werkstoff 1 1 Flachstahl SN ( ) 1 Flachstahl SN ,4-80,3 X155CrMoV Flachstahl SN (1. 84) 4 1 Anschlag Ø1x30 C Einspannzapfen DIN d1 5 E Zyl.-schraube DIN EN ISO 476 M4x Zyl.-schraube DIN EN ISO 476 M6X Zyl.-schraube DIN EN ISO 476 M5x Zyl.-schraube DIN EN ISO 476 M5x Zylinderstift DIN EN ISO m6x Zylinderstift DIN EN ISO m6x Senkschraube DIN EN ISO 009 M4x8 5.8

16 Welche Vorschubbegrenzung ist zu wählen? Bei Gesamtschneid- und Folgeschneidwerkzeugen hat die Vorschubbegrenzung keinen Einfluss auf die Lagegenauigkeit der Lochungen zum Ausschnitt. Wichtiger ist hierbei die Werkstoffersparnis. Dafür genügen aber ein einfaches Vorschubbegrenzungselement wie ein Anlagestift, der am Werkzeugausgang positioniert wird. Für den Weitertransport des Streifens muss dieser angehoben, über das Vorschubbegrenzungselement bewegt und an demselben wieder angeschlagen werden. Quelle: Metalltechnologie Fachkenntnisse Werkzeugmechaniker / Handwerk und Technik, Seite 366
17 Kenndaten & Werkstoffe
18 Welche Werte ergeben sich für: Schneidkraft Flächenpressung Schraubenquerschnittberechnung Schnittfläche Stegbreite / Randbreite Scherfestigkeit des Werkstoffes Welche Abmessung ist erforderlich für: Schneidspalt Stempeln Durchbrüche Streifenbild Einspannzapfenlage
19 Schraubenquerschnittberechnung Rückzugskraft Für die Rückzugskraft sind 0-30% der Schneidkraft zu berechnen. Lochstempel: Ausschneidstempel: F1 9451N / 4 F 18656N / 4 F 363N F 4664N Gesamtkraft: Fg 8107N / 4 Fg 706N Für Schrauben 3513N
20 Lage des Einspannzapfen Linie Länge X lx Y ly ,5-31, ,5-31, ,7-38,4-60,9, ,3-34,4-491, , 7 9,4-38, ,9 55,5 8 14,3-4,4-606, , S 159,7 S -3387,1 ² S 97,9² X0 Slx / Sl X0-3387,1²/ 159,7 X0-1, Y0 Sly / Sl Y0 97,9²/ 159,7



21 Allgemeine Informationen zur Berechnung des Schneidstempel & Schneidplattenmaße Quelle: Metall Technologie S.340 Quelle: Metall Technologie: S.343 Seite 1

22 Allgemeine Informationen zur Berechnung des Schneidstempels & Schneidplatte Quelle: Tabellenbuch S. 9 Seite
23 Formeln zur Berechnung des Schneidstempels & der Schneidplatte Mindestmaß des Werkstücks: L8,1 B5,1 Schneidplattendurchbruch & Stempel Formel + Lösung Schlüsselloch & Stempel Formel und Lösung
24 Durchbruch und der Stempel Schneidstempeldurchbruch Stempelmaß Mindestmaß+ 0, Toleranz Mindestmaß Toleranz Mindestmaß des Ausschnitts: 5,1 8,1 Werkstücktoleranz: 0,1 0,1 Schneidspalt: 0,015 0,015 Schneidplattendurchbruch: 5,1 8,1 Stempelmaß: 5,09 8,09
25 Schlüsselloch und der Stempel Schneidstempeldurchbruch Stempelmaß + Schneidstempel Stempelmaß Höchstmaßdes Schüssellochs 0, Toleranz Höchstmaß des Schlüssellochs: Werkstücktoleranz: Schneidspalt: Schneidplattendurchbruch: Stempelmaß: 14, 0,1 0,015 14,1 14,18
26 Werkstoffbestiung:
27 Der Einspannzapfen Mit Hilfe der Einspannzapfen, die nach DIN 9859 ( Werkstoff: E95 / ) genormt sind, werden die Oberteile kleiner und mittlerer Werkzeuge mit dem Pressenkopf/Pressenstößel verbunden. Sie können in der Kopfplatte eingeschraubt, angeschraubt oder in sie eingepresst sein. Quelle: Metalltechnik Der Werkzeugbau / EUROPA Lehrmittel, Seite 30 und 41
28 Kopfplatte Druckplatte Stempelplatte
29 Die Kopfplatte Die Kopfplatte / Oberteil nit einerseits den Einspannzapfen auf, andererseits stützt sie die Stempel gegen die Schneidkraft ab. Schnitteilstoffe hoher Festigkeit und großer Dicke verursachen große Schneidkräfte. Dabei besteht die Gefahr, dass sich Stempel mit kleiner Kopfquerschnittsfläche in die Kopfplatte einarbeiten. Sie verlieren dadurch ihren sicheren halt. Sie ergibt sich aus der Beziehung: p F S s St Die Erfahrung zeigt, dass 50 N sein sollte! In unserem Falle beträgt die Fächenpressung einen Höchstwert von : Die Druckplatte ist daher nicht erforderlich. Geeignete Werkstoffe: N 56,748

30 Die Plattendicke beträgt 1 bis 5. Als Werkstoff wird E95 (St 50-) gewählt. Wird nicht gehärtet. Quelle: Metalltechnik-Der Werkzeugbau / EUROPA Lehrmittel, Seite 30 Quelle: Metall Technologie- Fachkenntnisse Werkzeugmechaniker / Handwerk und Technik, Seite 358 Aus wirtschaftlichen Gründen werden die Kopfplatte, Stempelhalteplatte, Stempelplatte die Streifenführungsplatten sowie die Grundplatte aus C45W gefertigt.
31 Die Flächenpressung am Stempelkopf ergibt sich aus: p F S s St F 9453, s 1 31 N S St 1 194, 91 Stempel 1 p p , 61 56,31,748 N N F s 18761, 6N S St 700 Stempel p p 18761,6 N 700 N 6,80 zurück zur Kenndaten
32 Berechnung der Stempelschaftquerschnittsfläche: Stempel 1: ,61 14,14 8,3 84,9 39, ,15 14, S S S St St st π π Stempel : S S St St

33 Die Druckplatte Durch hohe Schneidkräfte kann es bei dünnen Lochstempeln zu überhöhter Flächenpressung koen, wodurch sich die Stempel in die weiche Kopfplatte eindrücken. Man muss deshalb bei einer Flächenpressung von mehr als eine gehärtete Druckplatte 50 N aus C105W1 vorsehen. Die Dicke der Druckplatte beträgt etwa 5 und ist meist auf 45-58HRC gehärtet. In der Regel wird heute für jedes anspruchsvolle Schneidwerkzeug eine Druckplatte verwendet. Quelle: Metalltechnik- Der Werkzeugbau / EUROPA Lehrmittel, Seite 30 Quelle: Metall Technologie- Fachkenntnisse Werkzeugmechaniker / Handwerk und Technik, Seite 358 Da die zulässige Flächenpressung bei unserem Vorhaben nicht überschritten wird, entfällt die Druckplatte. An Stelle der Druckplatte wird von uns aus Fertigungsgründen eine Stempelhalteplatte verwendet. Aus wirtschaftlichen Gründen werden die Kopfplatte, Stempelhalteplatte, Stempelplatte die Streifenführungsplatten sowie die Grundplatte aus C45W gefertigt.

34 Die Stempelplatte In der Stempelplatte, die die gleichen Durchbrüche wie die Führungsplatte hat, werden die Schneidstempel befestigt. Sie werden stra passend und genau senkrecht in die Durchbrüche eingepasst. Die Größe der Stempelplatte kann meist seitlich etwas kleiner gewählt werden als die der Grundplatte, was die Demontage der Führungsplatte erleichtert. Die Plattendicke beträgt 1 bis 5. Als Werkstoff wird E95 (St50-) gewählt. Wird nicht gehärtet. Quelle: Metalltechnik- Der Werkzeugbau / EUROPA Lehrmittel, Seite 30 Quelle: Metalltechnologie-Fachkenntnisse Werkzeugmechaniker / Handwerk und Technik, Seite 35
35 Schneidstempel
36 Die Schneidstempel Die Schneidstempel werden durch die Schneidkraft unter anderem auf Druck beansprucht. Beim Abziehen des Werkstoffes vom Stempel beim Rückhub wird dann eine Zugbeanspruchung wirksam. Die wechselnden Beanspruchungen sind die hauptsächlichste Ursache für Stempelbruch. Daher ist die Auswahl des Werkstoffes und die Gestaltung (Form) von großer Bedeutung. Es werden die gleichen Werkstoffe wie bei der Schneidplatte verwendet. Allerdings sind die Stempel vielfach mit einer etwas höheren Härte (6...64±HRC) an der Schneide versehen. Hingegen wird der Kopf bei angekopften Schneidstempeln, problematischen Stempelquerschnitten, oder auch handelsüblichen Lochstempelnormalien in der Härte (ca HRC) gemildert. Dadurch können die nicht geringen Rückzugskräfte besser aufgenoen werden. Quelle: Metalltechnologie Fachkenntnisse Werkzeugmechaniker, Seite 355

37 Die Schneidplatte Die Schneidkräfte beanspruchen die Platte unter anderem auf Biegung und Flächenpressung. Aus diesen Beanspruchungen leiten sich Forderungen an die Eigenschaften ihres Werkstoffes ab, wie z.b. Druckbelastbarkeit und Zähigkeit. Für den Zerteilvorgang sollte der Werkstoff entsprechende Härte, Durchhärtbarkeit und Verschleißfestigkeit zeigen. Für die Schneidplatten werden in der Regel folgende Werkstoffe eingesetzt: Quelle: Metalltechnologie Fachkenntnisse Werkzeugmechaniker / Handwerk und Technik, Seite 353 Aus wirtschaftlichen Gründen werden in unserem Falle die Schneidstempel und die Schneidplatte aus dem Werkstoff X155CrMoV1-1 gefertigt und wird nicht gehärtet.
38 Schneidplatte Grundplatte / Spannplatte
39 Die Grundplatte / Spannplatte Die Grundplatte stellt die Verbindung zwischen dem dem Werkzeugunterteil / Schneidplatte und dem Pressentisch dar. Sie ist 5 bis 60 dick und kann aus St, GG, oder Alu-Legierungen gefertigt werden und wird nicht gehärtet. Zum Festspannen des Unterteils auf dem Pressentisch können an der Grundlatte ein Spannrand, Querbohrungen oder Spannschlitze vorgesehen werden. Quelle: Metalltechnik Der Werkzeugbau / EUROPA Lehrmittel, Seite 4 Quelle: Metalltechnologie Fachkenntnisse Werkzeugmechaniker, Seite 369
40 Führungsplatte Streifenführung

41 Die Führungsplatte Bei dem säulengeführten Folgeschneidwerkzeug geschieht die Stempelführung mittelbar, bei einem Plattenführungsschneidwerkzeug unmittelbar zum Werkzeugunterteil durch eine Führungsplatte. Dabei werden die Stempel gegen über Querkräften abgestützt, die Gefahr des Ausknickens wird verringert. Da die Führung relativ kurz sein kann, neigt sie unter Umständen zu einem großen Verschleiß Quelle: Metalltechnologie Fachkenntnisse Werkzeugmechaniker, Seite 364 Als Werkstoff eignet sich C45W. Sie wird nur in Ausnahmefällen gehärtet. Quelle:Metalltechnik Der Werkzeugbau, Seite 7 Aus wirtschaftlichen Gründen werden unsere die Kopfplatte, Stempelhalteplatte, Stempelplatte die Streifenführungsplatten sowie die Grundplatte aus C45W gefertigt.
42 Die Streifenführung Der Schnittstreifen muss nun zu den Schneidstempeln so geführt werden, dass kein seitlicher Versatz der Innenkonturen zu Außenkonturen am Schnittteil möglich ist. Diese Aufgabe der Fixierung übernehmen die beiden Führungsleisten. Da die Gleitflächen der Leisten großem Verschleiß unterzogen sind, muss der Werkstoff dahingehend ausgewählt werden. Möglich sind St50, C45W oder 90MnCrV8 (1.84) gehärtet auf ca. 58HRC. Quelle: Metalltechnologie Fachkenntnisse Werkzeugmechaniker / Handwerk und Technik, Seite 365 Aus wirtschaftlichen Gründen werden unsere die Kopfplatte, Stempelhalteplatte, Stempelplatte die Streifenführungsplatten sowie die Grundplatte aus C45W gefertigt.
43 Kosten-Grundplatte Materialkosten Mat.-Nr (C45W3) Flachstahl: 0x100x10 Bearbeitung: Sägeschnitt 3 + Planfräsen Materiallänge Gesamt: 15 1 Materiallänge(0x100) entsprechen 0,15 Materialkosten: 18,75 Rabatt 15%:,81 Materialkosten mit Rabatt: 15,94 Sue incl. Mehrwertsteuer 16%: 18,49 Gesamtkosten Stempelplatte Tabelle
44 Grundplatte Azubi Geselle 1.1Materialeinzelkosten 18,49 18,49 1.Materialgemeinkosten 10% 1,85 1,85 1. Materialkosten 18,49 18,49 Stundenlohn 7,00 50,00 Arbeitsstunden 5,5 5,5 Lohngemeinkosten 10% 14,85 7,50.1Lohneinzelkosten 163,35 30,50 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 4 4 Maschinengemeinkosten 0% 80,00 80,00..1Maschinenkosten beim Erodieren 480,00 480,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 1,5 1,5 Maschinengemeinkosten 15% 18,00 18,00..Maschinenkosten Fräsen 138,00 138,00. Fertigungsgemeinkosten 781,35 90,50 3. Herstellkosten 799,84 938,99 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 799,84 938,99
45 Kosten-Führungsplatte Mat.-Nr (C45W3) Materialkosten Flachstahl: 0x100x100 Bearbeitung: Sägeschnitt 3 + Planfräsen 4 Materiallänge Gesamt: Materiallänge (0x100) entsprechen 0,15 Materialkosten: 16,05 Rabatt 15%:,41 Materialkosten mit Rabatt: 13,64 Sue incl. Mehrwertsteuer 16%: 15,8 Gesamtkosten Stempelplatte Tabelle
46 Führungsplatte Azubi Geselle 1.1 Materialeinzelkosten 15,8 15,8 1. Materialgemeinkosten 10% 1,58 1,58 1 Materialkosten 15,8 15,8 Stundenlohn 7,00 50,00 Arbeitsstunden 6,5 6,5 Lohngemeinkosten 10% 17,55 3,5,1 Lohneinzellkosten 193,05 357,50 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 5,5 5,5 Maschinengemeinkosten 0% 110,00 110,00..1Maschinenkosten Erodieren 660,00 660,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 1 1 Maschinengemeinkosten 15% 1,00 1,00..Maschinenkosten Fräsen 9,00 9,00. Fertigungsgemeinkosten 945, ,50 3. Herstellkosten 960, ,3 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 960, ,3
47 Kosten-Stempelplatte Materialkosten Mat.-Nr (C45W3) Flachstahl: 0x80x50 Bearbeitung: Sägeschnitt 3 + Planfräsen 4 Materiallänge Gesamt: 57 1 Materiallänge (0x100) entsprechen 0,15 Materialkosten: 8,55 Rabatt 15%: 1,8 Materialkosten mit Rabatt: 7,7 Sue incl. Mehrwertsteuer 16%: 8,43 Gesamtkosten Stempelplatte Tabelle
48 Stempelplatte Azubi Geselle 1.1Materialeinzelkosten 8,43 8,43 1.Materialgemeinkosten10% 0,84 0,84 1. Materialkosten 9,7 9,7 Stundenlohn 7,00 50,00 Arbeitsstunden 7,5 7,5 Lohngemeinkosten 10% 0,5 37,50.1Lohneinzelkostenl 0,50 375,00 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 6 6 Maschinengemeinkosten 0% Maschinenkosten Erodieren 70,00 70,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 1,5 1,5 Maschinengemeinkosten 15% Maschinenkosten Fräsen 138,00 138,00. Fertigungsgemeinkosten 1.060, ,00 3. Herstellkosten 1.069,77 1.4,7 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 1.069,77 1.4,7
49 Kosten-Kopfplatte Materialkosten Mat.-Nr (C45W3) Flachstahl: 0x80x50 Bearbeitung: Sägeschnitt 3 + Planfräsen 4 Materiallänge Gesamt: 57 1 Materiallänge (0x100) entsprechen 0,15 Materialkosten: 8,55 Rabatt 15%: 1,8 Materialkosten mit Rabatt: 7,7 Sue incl. Mehrwertsteuer 16%: 8,43 Gesamtkosten Kopfplatte Tabelle
50 Kopfplatte Azubi Geselle 1.1Materialeinzelkosten 8,43 8,43 1.Materialgemeinkosten10% 0,84 0,84 1. Materialkosten 9,7 9,7 Stundenlohn 7,00 50,00 Arbeitsplatz 1,5 1,5 Lohngemeinkosten 10% 4,05 7,50.1Lohneinzellkosten 44,55 8,50 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 0 0 Maschinengemeinkosten 0% Maschinenkosten Erodieren 0,00 0,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 1,5 1,5 Maschinengemeinkosten 15% 18,00 18,00.. Maschinenkosten Fräsen 138,00 138,00. Fertigungsgemeinkosten 18,55 0,50 3. Herstellkosten 191,8 9,77 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 191,8 9,77
51 Kosten-Führungsleisten Materialkosten Mat.-Nr Flachstahl: 4x5x x5x15 Bearbeitung: Sägen 6 + Planfräsen 6 Materiallänge Gesamt: 37 1 Materiallänge (5x5) 1.84 entsprechen 0,03 Materialkosten: 7,11 Rabatt 15%: 1,07 Materialkosten mit Rabatt: 6,04 Sue incl. Mehrwertsteuer 16%: 7,01 Gesamtkosten Führungsleisten Tabelle
52 Führungsleiste Azubi Geselle 1.1Materialeinzelkosten 7,01 7,01 1.Materialgemeinkosten 10% 0,70 0,70 1. Materialkosten 7,71 7,71 Stundenlohn 7,00 50,00 Arbeitsstunden 0,5 0,5 Lohngemeinkosten 10% 1,35 1,35.1Lohneinzelkostenl 14,85 6,35 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 0 0 Maschinengemeinkosten 0% 0,00 0,00..1Maschinenkosten Erodieren 0,00 0,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 0,5 0,5 Maschinengemeinkosten 15% 6,00 6,00..Maschinenkosten Fräsen 46,00 46,00. Fertigungsgemeinkosten 60,85 7,35 3. Herstellkosten 68,56 80,06 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 68,56 80,06
53 Kosten-Schneidplatte Materialkosten Mat.-Nr Flachstahl: 5,4x80x100 Bearbeitung: Sägen 3 + Planfräsen Materiallänge Gesamt: Materiallänge (5,4x80,3) entsprechen 0,38 Materialkosten: 39,90 Rabatt 15%: 5,99 Materialkosten mit Rabatt: 33,91 Sue incl. Mehrwertsteuer 16%: 39,34 Gesamtkosten Schneidplatte Tabelle
54 Schneidplatte Azubi Geselle 1.1Materialeinzelkosten 39,34 39,34 1.Materialgemeinkosten 10% 3,94 3,94 1. Materialkosten 43,8 43,8 Stundenlohn 7,00 50,00 Arbeitsplatz 6,5 6,5 Lohngemeinkosten 10% 17,55 3,50.1Lohneinzellkosten 193,05 357,50 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 5,5 5,5 Maschinengemeinkosten 0% 110, Maschinenkosten Erodieren 660,00 660,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 1 1 Maschinengemeinkosten 15% 1,00 1,00.. Maschinenkosten Fräsen 9,00 9,00. Fertigungsgemeinkosten 945, ,50 3. Herstellkosten 988, ,78 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 988, ,78
55 Kosten-Schneidstempeln Materialkosten Mat.-Nr Radius-Längen-Kontur: 1x80x10 + 5x80x5 Bearbeitung: Sägen 6 + Planfräsen 6 Materiallänge Gesamt: 47 1 Materiallänge (5,4x80,3) entsprechen 0,38 Materialkosten: 17,86 Rabatt 15%:,68 Materialkosten mit Rabatt: 15,18 Sue incl. Mehrwertsteuer 16%: 17,61 Gesamtkosten Schneidstempel Tabelle
56 Schneidstempel Azubi Geselle 1.1Materialeinzelkosten 17,61 17,61 1.Materialgemeinkosten 10% 1,76 1,76 1. Materialkosten 19,37 19,37 Stundenlohn 7,00 50,00 Arbeitsstunden 7 7 Lohngemeinkosten 10% 18,90 35,00.1Lohneinzelkostenl 07,90 385,00 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 7 7 Maschinengemeinkosten 0% 140,00 140,00..1Maschinenkosten Erodieren 840,00 840,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 0 0 Maschinengemeinkosten 15% 0,00 0,00..Maschinenkosten Fräsen 0,00 0,00. Fertigungskosten 1.047,90 1.5,00 3. Herstellkosten 1.067,7 1.44,37 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 1.067,7 1.44,37
57 Sonstiges Material Werkstück Einheit Preis / Einheit in Betrag in SN 3450 M6x0- Zylinderschraube 1 0,06 0,06 SN 3450 M5x40- Zylinderschraube 0,09 0,18 SN 3450 M5x50- Zylinderschraube 4 0,5 1 SN 3450 M4x8- Zylinderschraube 0, 0,4 SN 3450 M4x18- Zylinderschraube 1 0,07 0,07 SN m6x50- Zylinderstift 0,3 0,46 SN m6x60- Zylinderstift 4 0,31 1,4 Sn x1,5- Einspannzapfen 1 10,8 10,8 Gesamtbetrag: 14,1 Rabatt 15%:,13 Betrag mit Rabatt: 1,08 Mehrwertsteuer 16%: 1,93 Sue: 14,01
58 Kosten-Stempelhalteplatte Mat.-Nr Materialkosten Flachstahl: 10x80x50 Bearbeitung: Sägen 3 + Planfräsen Materiallänge Gesamt: 55 1 Materiallänge (0x100) entsprechen 0,15 Materialkosten: 8,5 Rabatt 15%: 1,4 Materialkosten mit Rabatt: 7,01 Sue incl. Mehrwertsteuer 16%: 8,13 Gesamtkosten Stempelhalteplatte Tabelle
59 Stempelhalteplatte Azubi Geselle 1.1 Materialeinzelkosten 8,13 8,13 1. Materialgemeinkosten 10% 0,81 0,81 1 Materialkosten 8,13 8,13 Stundenlohn 7,00 50,00 Arbeitsstunden 1 1 Lohngemeinkosten 10%,70 5,00,1 Lohneinzellkosten 7,00 50 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine 0 0 Maschinengemeinkosten 0% 0,00 0,00..1Maschinenkosten Erodieren 0,00 0,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine 1 1 Maschinengemeinkosten 15% 1,00 1,00..Maschinenkosten Fräsen 9,00 9,00. Fertigungsgemeinkosten 119,00 14,00 3. Herstellkosten 17,13 150,13 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion 5.3 Vertrieb 5. Sondereinzelkosten 6. Selbstkosten 17,13 150,13
60 Materialbestellschein der Gruppe 1:


61 Schneidkraft Quelle: Tab.-Buch Metall, Seite 43 kn N F F F F N F N F N F N F S S S S S S S S S S 14, 8 91, 814 6, , 53 31, , 6 3, ,


62 Stegbreite / Randbreite Stegbreite 0,9 / Randbreite 1 Quelle: Tab.-Buch Metall, Seite 9

63 Der Schneidspalt Der Schneidspalt ist der Abstand der Schneiden von eingetauchtem Schneidstempel zur Schneidplatte. Die Messung des Schneidspaltes erfolgt rechtwinklig zur Schneidebene. Der Schneidspalt ist abhängig von der Werkstückdicke s und der Scherfestigkeit U τ s ab τ ab s N 35 0,5 Quelle: Metall Technologie / Fachkenntnisse Werkzeugmechaniker, Seite 343 U s 0, 015

64 Schnittflächenberechnung , 53 5, 0 6, , 6 5, 0 715, 53, , 0 315, , 160 6, , 53 6, 106 3, 50 3, 56, 15 5, , 53 58, 8 45, 9 708, 15 A A A A A A l l l l l l l l l l l l l l Geraden R R Quelle: Metall Technologie/Fachkenntnisse Werkzeugmechaniker, Seite 340
 kann dies gerechtfertigt werden.")
65 Gestaltung des Durchbruches (der α -Freiwinkel) Aus fertigungstechnischen Gründen (einfache Herstellung mit Drahterosion) wird der Durchbruch von der Schneide konisch ausgebildet. Trotz Vergrößerung des Schneidspaltes beim Nachschleifen und der daraus entstehenden Folgen (vgl. Schneidspalt) kann dies gerechtfertigt werden. Eine Konizität von 15` bei 1 Abschliff der Schneidplatte bedeutet eine Spaltvergrößerung von nur 0,004 Es gilt: Für durchfallende Schnitteile ist nach unten zu erweitern, um ein Ausfallen zu erleichtern und somit einen störungsfreien Betrieb zu erleichtern. Der α -Freiwinkel 30`

66 Scherfestigkeit des Werkstoffes Werkstoff: CuZn37 (CW508L) Quelle: Tab. -Buch Metall, Seite 43 Quelle: Tab. -Buch Metall, Seite 159 τ τ ab ab max max 0, N N
67 Gruppe 1: Drahterodieren Christian Grobelin und Nikolai Andreev Werkstück: Stempelplatte Konturen: Stempeldurchbrüche Kontur 1: Progr.Nr.: 1 Kontur : Progr.Nr.: 11

68 Drahterodieren Progra Nr. 11 Wz-Projekt Drahterodieren im Werkzeugbau Gruppe: Bearbeiter: Werkstück: Kontur: Progranuer: 1 Christian Grobelin, Nikolai Andreev Stempelplatte Viereck L11 Konturskizze: Nr. N01 N0 N03 N04 N05 N06 N07 N08 N09 N10 N11 N1 N13 N14 N15 N16 N17 N18 N19 Code M80 M8 M84 G90 G9 X0 Y0 G01 X-1,555 Y0 G4 G01 X-1,555 Y13,855 G0 X-1,355 Y14,055 I0, J0 G01 X1,355 Y14,055 G0 X1,555 Y13,855 I0 J-0, G01 X1,555 Y-13,855 G0 X1,355 Y-14,055 I-0, J0 G01 X-1,355 Y-14,055 G0 X-1,555 Y-13,855 I0 J0, G01 X-1,555 Y0 M01 G01 X0 Y0 G40 G3 M0 Koentar Dielektrikum EIN Drahtvorschub EIN Bearbeitung EIN Absolutmeßsystem Festlegung des Nullpunktes Drahtdurchmesser-Korrektur (rechts) Lineare Interpolation Kreisinterpolation (rechts) Lineare Interpolation Kreisinterpolation (rechts) Lineare Interpolation Kreisinterpolation (rechts) Lineare Interpolation Kreisinterpolation (rechts) Lineare Interpolation Optionaler Stop Aufheben von Drahtdurchmesser-Korrektur Verlassen Unterprogra Prograende
69 Drahterodieren - Progra Nr. 1 Drahterodieren im Werkzeugbau Gruppe: Bearbeiter: Werkstück: Kontur: Progranuer: 1 Christian Grobelin, Nikolai Andreev Stempelplatte Schlüsselloch L1 Konturskizze: Nr. N01 N0 N03 N04 N05 N06 N07 N08 N09 N10 N11 N1 N13 N14 N15 Code M80 M8 M84 G90 G9 X0 Y0 G01 X-4,014 Y-0,573 G4 G01 X-5,004 Y6,366 G0 X5,004 Y6,366 I5,004 J0,714 G01 X3,04 Y-7,511 G0 X-3,04 Y-7,511 I-3,04 J0,431 G01 X-4,014 Y-0,573 M01 G01 X0 Y0 G40 G3 M0 Koentar Dielektrikum EIN Drahtvorschub EIN Bearbeitung EIN Absolutmeßsystem Festlegung des Nullpunktes Drahtdurchmesser-Korrektur (rechts) Lineare Interpolation Kreisinterpolation (rechts) Lineare Interpolation Kreisinterpolation (rechts) Lineare Interpolation Optionaler Stop Aufheben Drahtdurchmesserkorrektur Verlassen Unterprogra / Bildrotation Prograende
70 Zeichnungen Kopfplatte Druckplatte / Stempelhalteplatte Stempelplatte Gesamtzeichnung Stückliste Kosten Kopfplatte Stempelhalteplatte Stempelplatte Führungsplatte Führungsleisten Schneidplatte Grundlatte Schneidstempeln Sonstige Teile Gesamtkosten
71 Gesamtwerkzeug Azubi Geselle 1.1 Materialeinzelkosten 13,6 13,6 1. Normteilkosten 14,01 14,01 1. Sue Materialkosten 137,7 13,6 Stundenlohn 7,00 50,00 Arbeitsstunden Lohneinzelkosten 97, ,00 kosten pro stunden der Maschine 100,00 100,00 Arbeitsstunden der Maschine Maschinenkosten Erodieren.800,00.800,00 kosten pro stunde der Maschine 80,00 80,00 Arbeitsstunden der Maschine Maschinenkosten Fräsen 640,00 640,00. Fertigungsgemeinkosten 4.41, ,00 3. Herstellkosten 4.549, ,6 4. Kosten für Verwaltung und Vertrieb 5.1 Fertigung 5.Entwicklung und Konstruktion(Std.) Vertrieb 5. Sondereinzelkosten 3.40, ,00 6. Selbstkosten 7.789, ,6
72 Fac h gr up p e W e rk ze u gb a u M aße oh n e To le ran z a ng a be D IN IS O 7 68 m O b er fl ä ch e D IN I SO 13 0 M a ßsta b W e rk s to f f B ea rb. G ep r. N ot e Gru p pe 1 B en e n nu n g Zu s t. Ä n d e ru ng D a tu m N a me St a at li ch e Ge w e rb e sc h u le Fert ig u ng s - u n d Flug z e ug t e c hn ik E rn st Mit t elb a ch G 15 - H am b urg D at ein am e M 1 : 1 C 4 5W 3 St em pel pla tt e. p rt B la t t 1
73 Fac h gr up p e W e rk ze u gb a u M aße oh n e To le ran z a ng a be D IN IS O 7 68 m O b er fl ä ch e D IN I SO 13 0 B ea rb. G ep r. N ot e Gru p pe 1 Zu s t. Ä n d e ru ng D a tu m N a me St a at li ch e Ge w e rb e sc h u le Fert ig u ng s - u n d Flug z e ug t e c hn ik E rn st Mit t elb a ch G 15 - H am b urg M a ßsta b W e rk s to f f B en e n nu n g D at ein am e M 1 : 1 C 4 5W 3 Ko p fp latte.pr t B la t t 1
74
75
76 Stückliste Pos. Menge Einheit Benennung Norm-Kurzbezeichnung Werkstoff 1 1 Grundplatte 100x0x14 C45W3 1 Schneidplatte 100x0x84 X155CrMoV Führungsleiste kurz 5x4x104 C45W3 4 1 Führungsleiste lang 5x4x19 C45W3 5 1 Auflageblech 5x4x59 C45W3 6 1 Führungsplatte 100x0x84 C45W3 7 1 Lochstempel 80,3x30,3x150 X155CrMoV Ausschneidstempel 80,3x30,3x150 X155CrMoV Stempelhalteplatte 80x10x50 C45W Kopfplatte 80x0x50 C45W3 1 1 Anschlag Ø1x30 C Einspannzapfen DIN d1 5 E Zyl.-schraube DIN EN ISO 476 M4x Zyl.-schraube DIN EN ISO 476 M6X Zyl.-schraube DIN EN ISO 476 M5x Zyl.-schraube DIN EN ISO 476 M5x Zylinderstift DIN EN ISO m6x Zylinderstift DIN EN ISO m6x Senkschraube DIN EN ISO 009 M4x Stempelplatte 80x0x50 c45w3
77 Lage des Einspannzapfens Bei der Herstellung von Werkstücken mit Schneid- und Umformwerkzeugen sind oft Sehr große Kräfte von der Presse auf das Werkzeug zu übertragen. Bei kleineren Pressen erfolgt diese Kraftübertragung auf Pressenstößel und Werkzeug an einem Punkt, deshalb muss die Lage des Einspannzapfen dem so genannten Kräftemittelpunktes entsprechen. Der Kräftemittelpunkt liegt in der Wirkungslinie der resultierenden Kraft aus allen Schneidkräften. Das hat zur folge das im Werkzeug und im Pressenstößel keine Kippmomente auftreten können. Sowohl in den Führungen des Werkzeuges, als auch in der Stößelführung hätten Kippmomente eine erhöhte einseitige Abnutzung zur Folge. Eine einseitig erhöhte Abnutzung hätte zur Folge das der Schneidspalt bei Schneidwerkzeugen verändert wird. Also ist bei Folgeschneidwerkzeugen eine sehr genaue Lageberechnung des Kräftemittelpunktes notwendig. Bei allen Berechnungsarten wird der Kräftemittelpunkt mit Hilfe des Hebelgesetzes ermittelt. Man betrachten die Stempelplatte dabei als Hebel. Wir legen die Drehachse des Hebels zweckmäßig so, dass alle Stempelkräfte in einem Drehsinn wirken und die äußerste rechte oder linke Kraft durch den Drehpunkt geht. Diese Momente der Stempelkräfte wirken dem Moment aus gesamter Schneidkraft und gesuchter Hebellänge x entgegen.
78 Lageberechnung mit den Kräften der Stempel Lageberechnung mit den Schwerpunkten der Stempelumfänge Lageberechnung mit den Lienenschwerpunkten Lageberechnung mit den Flächenschwerpunkten bei Biege- und Prägewerkzeugen
 F 30,57kN ( Schneidkraft für das Lochen) A 8 ( Abstand Mitte Lochstempel bis Mitte Ausschneidstempel; entspricht dem Vorschub V) X abstand")
79 Lageberechnung mit den Schneidkräften Sind mehrere Stempelkräfte wirksam, so ergibt sich als allgemeine Berechnungsformel: x F 1 a 1 + F F + F 1 a + + F 3 F a 3... Beispiel: F1 16,kN (Schneidkraft für das Ausschneiden) F 30,57kN ( Schneidkraft für das Lochen) A 8 ( Abstand Mitte Lochstempel bis Mitte Ausschneidstempel; entspricht dem Vorschub V) X abstand des Einspannzapfens vom gewählten Drehpunkt F1, F Schneidkräfte der einzelnen Stempel a1, a abstand der Stempelschwerpunkte vom gewählten Drehpunkt Lösung Quelle: EUROPA Lehrmittel Metalltechnik / Der Werkzeugbau, Seite 47
80 Für die Lösung wird angenoen, das der Drehpunkt des Hebels auf der Wirkungslinie der Schneidkraft für das Ausschneiden liegt. M links M rechts F x F1 a1 + F a F1 a1 + F a F a1 + F a x F F1 + F 16,kN ,75 kn 8 x 16,kN + 30,75 kn x 9,17 9,17

81 Meist ist das Berechnen der Schneidkräfte für die Lage des Einspannzapfens nicht erforderlich. Man kann dessen Lage auch nach den Schwerpunkten der Stempelumfänge berechnen. Nit man an, dass die Dicke des Streifens gerade so groß ist, das man für das Trenne von 1 Schnittkantenlänge 1N Schneidkraft benötigt. Das heißt die Schneidkräfte werden so groß wie die Schnittkantenlänge ( Stempelumfänge). Man kann also anstelle der Schneidkräfte der Stempel deren Umfänge (U1, U...) und für die gesamte Pressenkraft die sue der Stempelumfänge(U1+U+...) setzen. U Sue aller Stempelumfänge U1, U Umfänge der einzelnen Stempel a1, a abstände der Schwerpunkte der Stempelumfänge vom gewählten Drehpunkt Die Formel: x U 1 a1 + U a + U 3 a U + U + U Quelle: EUROPA Lehrmittel / Metalltechnik Der Werkzeugba Seite48 Lösung für unser Werkzeug Lösung des Beispiels
82 Lösung :des Beispiels Π 8 U ,1 4 U Π 8 50, U 1 a1 + U a x U 1 + U (103,1* 0) + (50, * 8 ) x 9,17 (103,1 + 50,)
83 Y Y U U U U b U b U b U b U Y X X U U U U a U a U a U a U X 0 366, ,3 8, ,3 0 8, ,3 366,6 6357,6 8,3 8, ,3 8 8, Weitere Lösung: U1 (3+6)190 a10; a36; a38; a444 U (4+36)10 b11; b8; b30; b40 U3U48,3 Lösung 3 und die Wertetabelle
84 Wichtig! Die obige Formel gilt nur für geometrisch einfache, geschlossene Stempelquerschnitte mit bekannten Schwerpunkten wie z. B. Quadrat, Rechteck, Dreieck, Raute, Vollkreis, Ellipse. Bei unsyetrisch angeordneten Stempeln fällt der Kräftemittelpunkt meist nicht auf eine Mittelachse. In solchen Fällen werden die Abstände x und y des Kräftemittelpunkteszweckmäßig in zwei rechtwinklig zueinander stehenden Richtungen berechnen. Lösung


85 it einer Berechungstabelle lassen sich die Werte leichter und übersichtlicher berechnen! z.b.: Quelle des Beispiels und der Tabelle: EUROPA Lehrmittel Metalltechnik / Der Werkzeugbau, Seite 48,49 ΣU ΣU a ΣU b X Y Σ U -Sue aller Umfänge -Sue aller Produkte, also Sue aller Momente mit den Hebelarmen a -Sue aller Momente mit den Hebelarmen b Σ U Σ U Σ U b a , 6,6, 6 U a 0 17, 3

86 Lageberechnung mit den Linienschwerpunke Bilden die Schneidkanten der Stempel zusaengesetzte Lienenketten, dann fällt der Kräftemittelpunkt mit dem Linienschwerpunkt aller Schneidkanten zusaen. Auch hier nehmen wir an das wir für das Trennen von 1 Werkstofflänge eine Kraft von 1N benötigen. Die Schneidkanten werden in Linienabschnitte mit bekannten Linienschwerpunkt zerlegt.( gerade Linien, Kreisbögen) Die Schneidkantenlänge (l1, l, l3,...) setzen wir dann als Teilkräfte, den senkrechten abstand ihrer Schwerpunkte von einer angenoenen Drehachse als Hebelarme(a1, a, a3;...)in die Rechnung ein und berechnen nach dem Hebelgesetz den abstand x für die Gesamtkraft. Bezeichnungen: x Abstand des Einspannzapfen s vom gewählten Drehpunkt Formel: l1, l... Länge der einzelnen Schneidkanten a1, a... Abstand der Schneidkantenschwerpunkte vom gewählten x l 1 Drehpunkt a1 + l a + l3 l + l + l a Quelle:Metalltechnik-Der Werkzeugbau / EUROPA Lehrmittel, Seite 49 Die Lösung
87 Lösung: als Drehachse nehmen wir die 46 lange gerade Kante an l l l l a 9 58 a Π d Π 46 7,3 a + l + l 176,3 a l 9 14,5 l + 0,6366 r 9 + 0, ,6 Berechnung: x x x l 1 a 1 + l 46 0,7 l 1 + a l + l + 3 l 3 a ,5 176, ,3 43, 7 Sind in einem Schneidwerkzeug Seitenschneider angebracht, so sind auch deren Schneidkanten zu berücksichtigen.
88 Lageberechnung mit den Flächenschwerpunkte Diese Berechnungsart zur Lage des Einspannzapfens wird bei Biege- und Prägearbeiten angewandt, weil meistens die Stempelkraft senkrecht zur Werkstückfläche wirkt. Um den Kräftemittelpunkt zu berechnen zu können nehmen wir die Teilflächen als Kräfte(A1, A, A3...).Für die Hebelarme nehmen wir die senkrechte Entfernung a1, a, a3 vom Schwerpunkt der Teilflächen zur gewählten Drehachse. Für die Entfernung des Kräftemittelpunktes von dieser Drehachse erhält man nach dem Hebelgesetz die Formel. X Abstand des Einspannzapfens vom Gewählten Drehpunkt A1, A Größe der einzelnen Teilflächen a1, a Abstände der Teilflächenschwerpunkte zum gewählten Drehpunkt Formel: x A 1 a 1 + A 1 A + A a + + A 3 A a Bei Biegearbeiten liegen die Flächen des Werkstückes oft Schräg zur Wirkungsrichtung der Stempelkraft. Man setzt dann die senkrechten Projektionen der Flächen und ihrer Hebelarme auf die Ebene des Pressentisches in diese Gleichung ein.
89 Blechstreifen
90 Vollbestellschein der Klasse
91 Arbeitsauftrag Bei der Fertigung dieses Folgeschneidwerkzeugs sind folgende Punkte unbedingt zu beachten: - Zum Drahterodieren der Durchbrüche sind Startlochbohrungen( 3) gemäß der Einzelteilzeichnungen für jeden Durchbruch anzufertigen - Zum anfahren der Koordinaten sind an alle Platten, bis auf die Grundplatte, Bezugsflächen im zusaengebauten Zustand zu schleifen (gemäß der Gesamtzeichnung). Die Grundplatte wird auf der Länge 100 im montierten Zustand und auf der Breite 10 im demontierten Zustand an ihren Bezugsflächen geschliffen. -Gewinde des Einspanzapfens auf 18 kürzen - Bis auf die Durchbrüche können alle Arbeitsgänge getätigt werden
92 Zeichnungen mit Bezeichnungen in Englisch Vorderansicht Seitenansicht Draufsicht Tabelle mit Bezeichnungen Funktionsbeschreibung in Englisch Werkzeugaufbau in Englisch
93 glisch Vorderansicht 1. pun ch sha nk. pun ch plate 3. p re ssure plate 6. P ie cin g Pu nch 4. punch h older 5. blanking punc h 7. stripper plate 8. stopper 9. die b lo ck 10. d ie holder
94 glisch Draufsicht s pacer scrap strip support plate
95 glisch Seitenansicht 1. bolt 11. front spacer 13. dowel
96 Nuer Deutsch Englisch 1 Einspanzapfen Shank Punch Kopfplatte Punch Plate 3 Stempelhalteplatte Pressure Plate 4 Stempelplatte Punch Holder Plate 5 Schneidstempel Blanking Punch 6 Lochstempel Piercing Punch 7 Führungsplatte Stripper Plate 8 Anschlag Stopper 9 Schneidplatte Die Block 10 Grundplatte Die Holder Plate 11 vordere Führungsleiste Front Spacer 1 Schraube Bolt 13 Zylinderstift Dowel 14 Stützblech Support Plate 15 hintere Führungsleiste Back Gage
97 Funktion Description Of a stamp die The upper part is consist of the punch plate, pressure plate and punch holder plate.at first we fasten the punch shank in the punch holder plate and than in the press.the heading perpendicularly moves up and down. We fastened the three plates with hexagonal screws together. Our group are assembles the blanking and the piercing punch with the pressure plate. The punch holder plate is fix the position of the punches. The lower part of our stamp die consists of the stripper plate, die block, die holder, stop stick, back gage, front spacer, guide sheet Metal. The function of the stripper plate is to holds the right position during the movements. The die block, blanking punch and piercing punch are made of hardened steel because this parts are strongly stressed. We must be mount the die holder on the holster plate of the press with two hexagonal screws.the press presses the Blanking punch in to the die block and cuts the first form in the sheet metal. Afterwards the Blanking punch is lifted. The sheet metal is moved against the stop stick. If the sheet metal moved against the stop stick the piercing punch move down and our second form is pressed.
98 The Die design At first we must answered the construction questions. For example: Which material is to choose, which feed rate limitation is to choose or which die design is to select. Now we calculated the forces to choose the press and to adjudicate if we need a punch plate. After we had answered the question had make the draft of the total die. Than we made the component part drawings and write the part list. When the groups are finished with the previous things, we had to compare the dies and chose the best. Now we could ordered the needful material. Before we could to erode we had a briefing in eroding machine. After this briefing we wrote the programs, tested it and entered it into the machine. Then we had to erode the breakthroughs in the punch holder plate.
99 Materialbestellschein der Gruppe 1 Materialbestellschein der Klasse Technisches Englisch Erodieren der Stempelplatte Arbeitsauftrag Visuelle Dokumentation Text Dokumentation
100 Hauptquartier, Hamburg-Harburg, 15. Dezember,.30 Uhr Bild: Wir kannten keinen Feierabend denn die Ansprüche waren hoch!
101 Irgend wo, irgend wann und wenn keiner zu sah...


102 ...ohne Führung

103 ...mit Plattenführung

104 ...mit Schneidplattenführung


105 ...mit Säulenführung
106 Nikolai Andreev & Erste Phase: In der ersten Woche des Projekts begnügten wir uns fast gangzeitig mit physikalischen Berechnungen, die wir mit Hilfe des Microsoft Formel-Editors 3.0 in unsere PP-Präsentation übertragen haben. Leider Gottes besaß ich die Frechheit mich mit einer Sekunde Unachtsamkeit zu bereichern und löschte, wie vom Teufel geritten, die mühsam erarbeitete Daten ohne Widerruf. Kurzeitig waren wir durch das fürchterliche Geschehen am Boden zerstört und noch nicht einmal ein Herr Schnurr, auch wenn er mit Engelsflügen, die im kühlen Schein der Dezembersonne wie das heilig leitende Licht der Hoffnung das in der tiefdunklen Nacht des Zorns und Unlabilität erscheint, zu uns ans Fenster der Lehranstalt geflattert kot, hätte die müden Krieger nicht auf die Siegesstrasse führen können. Im inneren gab ich nicht auf. So geschah in der nächsten Woche des Projekts das, was geschehen musste! Ich übernahm Verantwortung! Nun lief vieles anders. Wir teilten uns die Aufgaben auf: der eine Knecht rechnet und der andere überträgt das gerechnete in die Maschine mit der Künstlichen Intelligenz. Um keine Routine aufkoen zu lassen tauschten wir untereinander die Rollen... In der ersten Phase wurde von uns die Einzelteilzeichnungen, die Gesamtzeichnung, die Berechnungen zur Schneidkraft usw. sowie die Bestellliste, die Stückliste und Teile der Präsentation fertig gestellt.
107 Nikolai Andreev Zweite Phase: In der ersten Woche des erfreuten wir uns die Prograierung und die Herstellung unseres Werkstückes an der Erodiermaschine. Die Arbeit war sehr Interessant. Die Vervollständigung der Präsentation und deren Gestaltung beanspruchte von mir sehr viel Zeit und Geduld welche ich nie hatte und soweit um diese zu haben sie neu erlernen musste (einwenig Langweilig). Die meisten Schwierigkeiten, die unsere Gruppe in die Urzeiten der Zivilisation und der Produktivität ab und an führten, ergaben sich aus der Handhabung der Prograen am PC. Diese mussten in kleinen mühsamen Stritten und einsamen Nächten erlernt werden. Bei Erstellung der Dokumentation, deren angestrebter Inhalt uns allen wahrscheinlich bis heute nicht wirklich geläufig ist, begann der zweite Albtraum: die Dokumentation aller unserer Aktivitäten, Gedanken und persönliche homogene Entwicklungen sollten als ein Text, als ein Meisterwerk, oder wenigstens als ein genialer Gedankenfluss auf dem Papier festgehalten werden. Es stellte sich aber raus, dass dieser Plan der Selbstverwirklichung zu realisieren unmöglich sein wird. Grund: alle durch emotionale Erfahrungen entstandene kreative Ideen wurden geklaut. Aus der schrecklichen Bedrohung des Verrats und Nachahmung, ließen wir von unserem Vorhaben ab und beließen uns somit bei einem überragenden Standart. Dis Projektarbeit ist eine Bereicherung für meinen aufgeschlossenen Geist und meine zarte Seele.Für diese Zeit, Vielen Dank! (Der Text ist maschinell und auch ohne Unterschrift ungültig)
Gruppe 5 Arbeitsteilung:
 Gruppe 5 Arbeitsteilung: Stefan: Zeichnung Stempel, Zeichnung Kopfplatte, Gesamtzeichnung, Abstreifkräfte, Erodierprogramm, Präsentation, Zeichnung Druckplatte, Zeichnung Stempelhalteplatte Sabine: Zeichnung
Gruppe 5 Arbeitsteilung: Stefan: Zeichnung Stempel, Zeichnung Kopfplatte, Gesamtzeichnung, Abstreifkräfte, Erodierprogramm, Präsentation, Zeichnung Druckplatte, Zeichnung Stempelhalteplatte Sabine: Zeichnung
Nur für Unterrichtszwecke!
 Nur für Unterrichtszwecke! Alle Rechte vorbehalten! Quelle : Voelkner, W. : UZT, TU Dresden Quelle : STEINEL : Normalien Stand : 25.02.2013 Stanzereitechnik Verfahren und Werkzeuge Folie- Nr.: 1 Nur für
Nur für Unterrichtszwecke! Alle Rechte vorbehalten! Quelle : Voelkner, W. : UZT, TU Dresden Quelle : STEINEL : Normalien Stand : 25.02.2013 Stanzereitechnik Verfahren und Werkzeuge Folie- Nr.: 1 Nur für
Abstand des Kräftemittelpunktes
 Abstand des Kräftemittelpunktes n ln in mm an in mm la x an in mm 1 14,140 7,500 106,050 2 9,425 12,500 117,813 3 15,708 12,500 196,350 4 14,140 15,500 219,170 5 28,000 25,900 725,200 6 25,000 38,400 960,000
Abstand des Kräftemittelpunktes n ln in mm an in mm la x an in mm 1 14,140 7,500 106,050 2 9,425 12,500 117,813 3 15,708 12,500 196,350 4 14,140 15,500 219,170 5 28,000 25,900 725,200 6 25,000 38,400 960,000
Dokumentation Gruppe 4
 Dokumentation Gruppe 4 Schneidplatte & Vorschubbegrenzung Daniel Ahmad Reinhold Kiptschuk Daniel Wippermann Dokumentation Unsere Vorgaben Vorgabe war ein zweistufiges, plattengeführtes Folgeschneidwerkzeug,
Dokumentation Gruppe 4 Schneidplatte & Vorschubbegrenzung Daniel Ahmad Reinhold Kiptschuk Daniel Wippermann Dokumentation Unsere Vorgaben Vorgabe war ein zweistufiges, plattengeführtes Folgeschneidwerkzeug,
Dokumentation Projekt Schneidwerkzeug Gruppe 4
 Dokumentation Projekt Schneidwerkzeug Gruppe 4 Inhaltsverzeichnis Seite Thema 3-5 Zeichnungen 6-12 Aufgaben 13-16 Bau und Normteile 17-19 WG 20-22 Englisch 23 Wettbewerb 24 Warmbehandlung & Qualität 25-32
Dokumentation Projekt Schneidwerkzeug Gruppe 4 Inhaltsverzeichnis Seite Thema 3-5 Zeichnungen 6-12 Aufgaben 13-16 Bau und Normteile 17-19 WG 20-22 Englisch 23 Wettbewerb 24 Warmbehandlung & Qualität 25-32
BBS Technik Idar-Oberstein Schneidwerkzeug mit Plattenführung LF 11.1
 Schneidwerkzeug mit Plattenführung LF 11.1 1. Erkläre die Funktionsweise des Werkzeuges. Der Blechstreifen wird bis zum Anschlag (Pos.10) geschoben. Die Kopfplatte (Pos.9) wird nach unten gedrückt. Lochstempel
Schneidwerkzeug mit Plattenführung LF 11.1 1. Erkläre die Funktionsweise des Werkzeuges. Der Blechstreifen wird bis zum Anschlag (Pos.10) geschoben. Die Kopfplatte (Pos.9) wird nach unten gedrückt. Lochstempel
Fahrplan Fertigteil, Schnittkasten, Streifenbild Normteil- und Stückliste Bestellung Kontur- und Lochstempel Zeichnung zum Erodierprogramm schreiben E
 Drahterodieren im Werkzeugbau Thema: Kontur- und Lochstempel Von Daniel N., Michael S., Daniel B.und Marc-P. Z. Fahrplan Fertigteil, Schnittkasten, Streifenbild Normteil- und Stückliste Bestellung Kontur-
Drahterodieren im Werkzeugbau Thema: Kontur- und Lochstempel Von Daniel N., Michael S., Daniel B.und Marc-P. Z. Fahrplan Fertigteil, Schnittkasten, Streifenbild Normteil- und Stückliste Bestellung Kontur-
Dennis Jost Christoph Patzwald, Aleksej Meier, Marcus Fricke
 Dennis Jost Christoph Patzwald, Aleksej Meier, Marcus Fricke Gliederung 1.Schneidtechnik 1.1Abscherkraft 1.2 Rechnungen 1.2.1 Stempel 1.2.2 Durchbrüche 1.2.3 Maximale Scherfestigkeit 1.2.4 Schneidkraft
Dennis Jost Christoph Patzwald, Aleksej Meier, Marcus Fricke Gliederung 1.Schneidtechnik 1.1Abscherkraft 1.2 Rechnungen 1.2.1 Stempel 1.2.2 Durchbrüche 1.2.3 Maximale Scherfestigkeit 1.2.4 Schneidkraft
Leseprobe. Nelli Kaufmann, Heinrich Krahn, Dieter Eh, Harald Vogel Konstruktionsbeispiele Werkzeugbau
 Leseprobe Nelli Kaufmann, Heinrich Krahn, Dieter Eh, Harald Vogel 000 Konstruktionsbeispiele Werkzeugbau Umformtechnik, Schneidetechnik, Fügetechnik ISN: ----0 Weitere Informationen oder estellungen unter
Leseprobe Nelli Kaufmann, Heinrich Krahn, Dieter Eh, Harald Vogel 000 Konstruktionsbeispiele Werkzeugbau Umformtechnik, Schneidetechnik, Fügetechnik ISN: ----0 Weitere Informationen oder estellungen unter
Lernsituation Folgeschneidwerkzeug
 LEARN. CREATE. SUCCEED. SolidWorks Lehrunterlagen Lernsituation Folgeschneidwerkzeug Einteilung in Lernfelder nach den aktuellen Rahmenlehrplänen Abändern von Baugruppen und Auswahl geeigneter Wärmebehandlungsverfahren.
LEARN. CREATE. SUCCEED. SolidWorks Lehrunterlagen Lernsituation Folgeschneidwerkzeug Einteilung in Lernfelder nach den aktuellen Rahmenlehrplänen Abändern von Baugruppen und Auswahl geeigneter Wärmebehandlungsverfahren.
Folgeschneidwerkzeug Einhängeanschlag
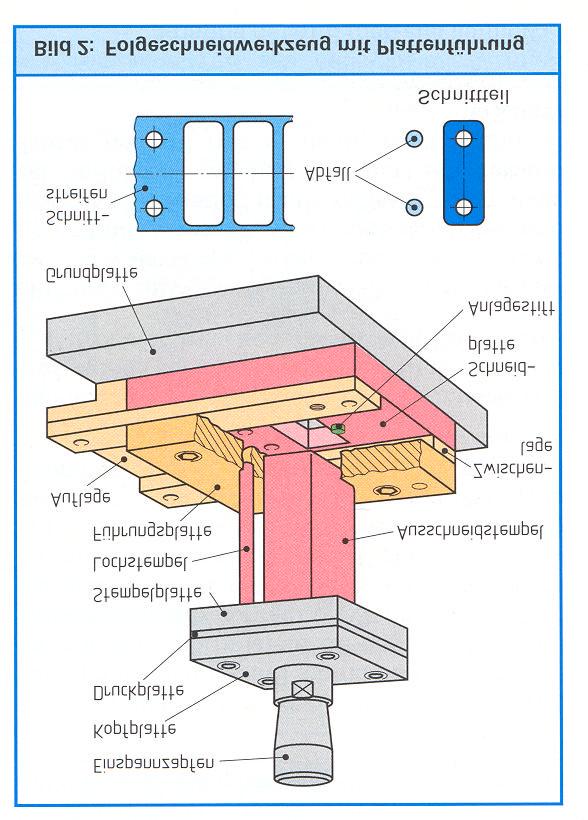
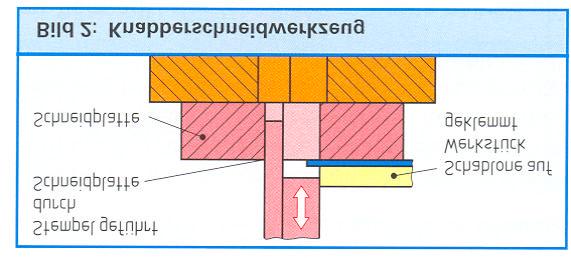
 . Mehrfachwerkzeuge Folgeschneiden, Gesamtschneiden Folgeschneidwerkzeug Einhängeanschlag ild 8 ild 8 0 8 9 Kopfplatte, Druckplatte, Stempelhalteplatte, Schutzkorb, Ausschneidstempel, Führungsplatte, Zwischenlage,
. Mehrfachwerkzeuge Folgeschneiden, Gesamtschneiden Folgeschneidwerkzeug Einhängeanschlag ild 8 ild 8 0 8 9 Kopfplatte, Druckplatte, Stempelhalteplatte, Schutzkorb, Ausschneidstempel, Führungsplatte, Zwischenlage,
Projekt Wz 07. Plattengeführtes Folgeschneidwerkzeug. Vom bis
 Projekt Wz 07 Plattengeführtes Folgeschneidwerkzeug Vom 14.09.2009 bis 18.12.2009 Von Gruppe 2 Tim Scholle, Tobias Schmidt, Simon Weigel und Patrik Zehle Inhaltsverzeichnis 1. Arbeitsauftrag 2. Einleitung
Projekt Wz 07 Plattengeführtes Folgeschneidwerkzeug Vom 14.09.2009 bis 18.12.2009 Von Gruppe 2 Tim Scholle, Tobias Schmidt, Simon Weigel und Patrik Zehle Inhaltsverzeichnis 1. Arbeitsauftrag 2. Einleitung
Leseprobe. Klaus Lochmann. Formelsammlung Fertigungstechnik. Formeln - Richtwerte - Diagramme ISBN:
 Leseprobe Klaus Lochmann Formelsammlung Fertigungstechnik Formeln - Richterte - Diagramme ISBN: 978-3-446-450-0 Weitere Informationen oder Bestellungen unter http://.hanser.de/978-3-446-450-0 soie im Buchhandel.
Leseprobe Klaus Lochmann Formelsammlung Fertigungstechnik Formeln - Richterte - Diagramme ISBN: 978-3-446-450-0 Weitere Informationen oder Bestellungen unter http://.hanser.de/978-3-446-450-0 soie im Buchhandel.
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter
 Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 120 Metallwerkstätte Raum: W020/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 120 Metallwerkstätte Raum: W020/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Dokumentation der Gruppe Nr. 2. Schoheib Hassani, Felix Elvers, Tomislav Cvitanovic, Lars Jakobsen und Christin Lorenz
 Dokumentation der Gruppe Nr. 2 Schoheib Hassani, Felix Elvers, Tomislav Cvitanovic, Lars Jakobsen und Christin Lorenz Das Projekt Unsere Klasse hat die Aufgabe erhalten ein eigenes Schneidwerkzeug zu konstruieren.
Dokumentation der Gruppe Nr. 2 Schoheib Hassani, Felix Elvers, Tomislav Cvitanovic, Lars Jakobsen und Christin Lorenz Das Projekt Unsere Klasse hat die Aufgabe erhalten ein eigenes Schneidwerkzeug zu konstruieren.
Die Schneidplatte bekommt einen oder mehrere Durchbrüche, die in ihrer Form mit den Formen der dazugehörenden Schneidstempel übereinstimmen.
 1.4 BAUTEILE FÜR SCHNEIDWERKZEUGE! Die Herstellung von Schneidwerkzeugen erfolgt im allgemeinen in Einzelfertigung. Um eine serienmäßige Herstellung einzelner Bauteile zu ermöglichen wurde deshalb für
1.4 BAUTEILE FÜR SCHNEIDWERKZEUGE! Die Herstellung von Schneidwerkzeugen erfolgt im allgemeinen in Einzelfertigung. Um eine serienmäßige Herstellung einzelner Bauteile zu ermöglichen wurde deshalb für
GRUPPE 1 WZ07. Werkzeugbauprojekt. Christoph Schütte, Derk Meyer, Sebastian Herrmann, Sven Rüssel
 GRUPPE 1 WZ07 Werkzeugbauprojekt Christoph Schütte, Derk Meyer, Sebastian Herrmann, Sven Rüssel 1 Gliederung Erläuterung des Werkzeugbauprojekts Zeitplan Leitfragen zu dem Projekt Antworten der Leitfragen
GRUPPE 1 WZ07 Werkzeugbauprojekt Christoph Schütte, Derk Meyer, Sebastian Herrmann, Sven Rüssel 1 Gliederung Erläuterung des Werkzeugbauprojekts Zeitplan Leitfragen zu dem Projekt Antworten der Leitfragen
WIKI Zum Feinschneiden Lexikon mit Fachbegriffen für Neugierige und Profis
 WIKI Zum Feinschneiden Lexikon mit Fachbegriffen für Neugierige und Profis 1 Wiki Feinschneiden Scherschneiden Scherschneiden ist Zerteilen von Werkstücken zwischen zwei Schneiden, die sich aneinander
WIKI Zum Feinschneiden Lexikon mit Fachbegriffen für Neugierige und Profis 1 Wiki Feinschneiden Scherschneiden Scherschneiden ist Zerteilen von Werkstücken zwischen zwei Schneiden, die sich aneinander
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik
 Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik Ort WIFI Innsbruck Egger Lienz Straße 120 Metallwerkstätte Raum: C020/C040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle bekanntgegeben. Prüfungsablauf
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik Ort WIFI Innsbruck Egger Lienz Straße 120 Metallwerkstätte Raum: C020/C040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle bekanntgegeben. Prüfungsablauf
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter
 Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 20 Metallwerkstätte Raum: W020/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 20 Metallwerkstätte Raum: W020/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Projekt Schneidwerkzeug
 Gruppe 3 Wz01.1 Sascha, Alexandre, Kamil Projekt Schneidwerkzeug Unser Projektablauf Einführung Schwerpunkt: Vorschubregelung / Anordnung der Werkstücke im Streifen Aufgetretene Probleme Feedback Einführung
Gruppe 3 Wz01.1 Sascha, Alexandre, Kamil Projekt Schneidwerkzeug Unser Projektablauf Einführung Schwerpunkt: Vorschubregelung / Anordnung der Werkstücke im Streifen Aufgetretene Probleme Feedback Einführung
Gliederung und Planung des Projektes
 Gliederung und Planung des Projektes Von Breitsprecher, Grundei, Siegert Gliederung und Planung des Projektes Selbständiger Entwurf und Fertigung eines Schneidwerkzeuges Gliederung und Planung des Projektes
Gliederung und Planung des Projektes Von Breitsprecher, Grundei, Siegert Gliederung und Planung des Projektes Selbständiger Entwurf und Fertigung eines Schneidwerkzeuges Gliederung und Planung des Projektes
Fertigungstechnik: Schnittwerkzeuge David
 Schnittwerkzeuge 1. Allgemein: Das Trennen (siehe Bild 1) 1.1 Zerteilen Zerteilen ist mechanisches Trennen von Werkstücken ohne Entstehen von formlosem Stoff, also auch ohne Späne (spanlos). Es bezieht
Schnittwerkzeuge 1. Allgemein: Das Trennen (siehe Bild 1) 1.1 Zerteilen Zerteilen ist mechanisches Trennen von Werkstücken ohne Entstehen von formlosem Stoff, also auch ohne Späne (spanlos). Es bezieht
WZ 07 Gruppe 4 Nico Wullenweber, Jan Komarek, Evgenij Medvedev, Christian Schötz
 WZ 07 Gruppe 4 Nico Wullenweber, Jan Komarek, Evgenij Medvedev, Christian Schötz 1 Einleitung Wir sind Nico Wullenweber, Jan Komarek, Evgenij Medvedev und Christian Schötz und bilden für das Projekt Schneidwerkzeug
WZ 07 Gruppe 4 Nico Wullenweber, Jan Komarek, Evgenij Medvedev, Christian Schötz 1 Einleitung Wir sind Nico Wullenweber, Jan Komarek, Evgenij Medvedev und Christian Schötz und bilden für das Projekt Schneidwerkzeug
1.3.1 Welche Einteilungen nach dem Fertigungsverfahren sind uns bekannt? 1.3.2 Was verstehen wir unter dem Begriff Ausschneiden?
 1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
Projekt Schneidwerkzeug Wz 07
 Projekt Schneidwerkzeug Wz 07 Gruppe 5 Oliver Meinel, Jan Pionke, Nils Aschenbrenner, Hüseyin Kabak Seite 1 von 50 Gliederung o Einleitung ( 3 4) o Zeitplan ( 5 8 ) o Datenblatt ( 9 10) o Leitfragen /
Projekt Schneidwerkzeug Wz 07 Gruppe 5 Oliver Meinel, Jan Pionke, Nils Aschenbrenner, Hüseyin Kabak Seite 1 von 50 Gliederung o Einleitung ( 3 4) o Zeitplan ( 5 8 ) o Datenblatt ( 9 10) o Leitfragen /
Säulengestelle aus Stahl und Aluminium
 Säulengestelle aus Stahl und Aluminium In genormten Größen ab Lager oder in beliebiger Form und nach Ihren Zeichnungen Gestelle spannungsfrei geglüht, Flächen planparallel geschliffen. Durchbrüche, Ausfräsungen,
Säulengestelle aus Stahl und Aluminium In genormten Größen ab Lager oder in beliebiger Form und nach Ihren Zeichnungen Gestelle spannungsfrei geglüht, Flächen planparallel geschliffen. Durchbrüche, Ausfräsungen,
Spanlose Fertigung: Stanzen
 Waldemar Hellwig Erwin Semlinger Spanlose Fertigung: Stanzen Mit 151 Bildern 6., verbesserte Auflage vieweg VI Inhaltsverzeichnis 1 Einleitung 1 2 Verfahren und Begriffe der Stanztechnik 3 3 Grundlagen
Waldemar Hellwig Erwin Semlinger Spanlose Fertigung: Stanzen Mit 151 Bildern 6., verbesserte Auflage vieweg VI Inhaltsverzeichnis 1 Einleitung 1 2 Verfahren und Begriffe der Stanztechnik 3 3 Grundlagen
A-A B-B. Schneidwerkzeug Benennung ISO 2768-Km. are forbidden without express authority. All rights reserved.
 F 2 3 4 5 6 7 8 - - 5 3 6 9 2 6 7 2 4 3 4 7 8 8 5 9 0 in mm imensions in millimeters Zul. bw. f. ohne Toleranzang. General tolerances earb. rawn heck. Norm ppr. ISO 2768-Km ate Fertigzustand finished cond.
F 2 3 4 5 6 7 8 - - 5 3 6 9 2 6 7 2 4 3 4 7 8 8 5 9 0 in mm imensions in millimeters Zul. bw. f. ohne Toleranzang. General tolerances earb. rawn heck. Norm ppr. ISO 2768-Km ate Fertigzustand finished cond.
Projekt Schneidwerkzeug
 Projekt Schneidwerkzeug WZ01.1 Dokumentation Gruppe1 Damian Demps, Mathias Greiner, Marion Kock Die im Lo-Net eingestellten Dateien wurden erstellt von: Die Dateien wurden von Mathias Greiner in.pdf-dateien
Projekt Schneidwerkzeug WZ01.1 Dokumentation Gruppe1 Damian Demps, Mathias Greiner, Marion Kock Die im Lo-Net eingestellten Dateien wurden erstellt von: Die Dateien wurden von Mathias Greiner in.pdf-dateien
Dokumentation Schneidplatte Gruppe 4. Inhaltsverzeichnis. technische Beschreibung zur Schneidtechnik. Schneidwerkzeuge. Bauteile für Schneidwerkzeuge
 Dokumentation Schneidplatte Gruppe 4 Inhaltsverzeichnis technische Beschreibung zur Schneidtechnik Allgemein Schneidvorgang Schneidwerkzeuge Einteilung nach Fertigungsverfahren Einteilung nach Fertigungsablauf
Dokumentation Schneidplatte Gruppe 4 Inhaltsverzeichnis technische Beschreibung zur Schneidtechnik Allgemein Schneidvorgang Schneidwerkzeuge Einteilung nach Fertigungsverfahren Einteilung nach Fertigungsablauf
Leseprobe. Klaus Lochmann. Aufgabensammlung Fertigungstechnik. Beispiele - Übungen - Anwendungen ISBN:
 Leseprobe Klaus Lochmann Aufgabensammlung Fertigungstechnik Beispiele - Übungen - Anwendungen ISBN: 978-3-446-42772-3 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-42772-3
Leseprobe Klaus Lochmann Aufgabensammlung Fertigungstechnik Beispiele - Übungen - Anwendungen ISBN: 978-3-446-42772-3 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-42772-3
Schneidplatte. Alexander, Christina, Seckin, Tammy, Willi. Ernst Mittelbach Staatliche Gewerbeschule Fertigungs- und Flugzeugt
 2010 Schneidplatte Alexander, Christina, Seckin, Tammy, Willi Ernst Mittelbach Staatliche Gewerbeschule Fertigungs- und Flugzeugt. 07.12.2010 Projekt Schneidwerkzeug Wir, das sind Alexander Ivanov, Tammy
2010 Schneidplatte Alexander, Christina, Seckin, Tammy, Willi Ernst Mittelbach Staatliche Gewerbeschule Fertigungs- und Flugzeugt. 07.12.2010 Projekt Schneidwerkzeug Wir, das sind Alexander Ivanov, Tammy
Projekt WZ O7. Das Schneidwerkzeug für:
 Projekt WZ O7 Das Schneidwerkzeug für: Inhaltsverzeichnis Einleitung 3 Zeitplan 4 Leitfragen 9 Dokumentation:... 9 Konstruktion:... 9 Technologie:... 10 Bauart/... 10 Normalien:... 10 Kenndaten/... 11
Projekt WZ O7 Das Schneidwerkzeug für: Inhaltsverzeichnis Einleitung 3 Zeitplan 4 Leitfragen 9 Dokumentation:... 9 Konstruktion:... 9 Technologie:... 10 Bauart/... 10 Normalien:... 10 Kenndaten/... 11
SCHERSCHNEIDEN. für die Werkmeister-Schule. 2. Semester2015. vorgelegt von KARRER PATRICK
 SCHERSCHNEIDEN für die Werkmeister-Schule 2. Semester2015 vorgelegt von KARRER PATRICK am 17.06.2015 Erstprüfer/in: Zweitprüfer/in: KARRER PATRICK MALAUN STEPHAN Scherschneiden 2 Inhaltsverzeichnis Inhaltsverzeichnis...
SCHERSCHNEIDEN für die Werkmeister-Schule 2. Semester2015 vorgelegt von KARRER PATRICK am 17.06.2015 Erstprüfer/in: Zweitprüfer/in: KARRER PATRICK MALAUN STEPHAN Scherschneiden 2 Inhaltsverzeichnis Inhaltsverzeichnis...
Einleitung. Dazu haben wir Zeichnungen erstellt und Konstruktionsmaße errechnet. -1-
 Einleitung Unsere Gruppe besteht aus vier Personen Michael Ernst von der Lufthansa Christian Weddige von Montblanc Fatrus Kilic von der Lufthansa Sandra Kellinghusen von DaimlerChrysler wir sind die Gruppe
Einleitung Unsere Gruppe besteht aus vier Personen Michael Ernst von der Lufthansa Christian Weddige von Montblanc Fatrus Kilic von der Lufthansa Sandra Kellinghusen von DaimlerChrysler wir sind die Gruppe
Fachschule für Technik
 Werkzeugkonstruktion Werkzeugkonstruktion Schneidwerkzeuge für Blechbearbeitung (Stanzwerkzeuge) OStR Matthias Grywatsch Lehrmaterial für den Gebrauch in der Mühlhausen Fachgebiet Maschinentechnik Fach
Werkzeugkonstruktion Werkzeugkonstruktion Schneidwerkzeuge für Blechbearbeitung (Stanzwerkzeuge) OStR Matthias Grywatsch Lehrmaterial für den Gebrauch in der Mühlhausen Fachgebiet Maschinentechnik Fach
SMALL - Pinolenschieber. Max. Hub Pinole [mm] Arbeitswinkel
![SMALL - Pinolenschieber. Max. Hub Pinole [mm] Arbeitswinkel](/thumbs/70/63295966.jpg "SMALL - Pinolenschieber. Max. Hub Pinole [mm] Arbeitswinkel") Datenblatt SMALL - Pinolenschieber Durchmesser Pinole [mm] Durchmesser Lochstempel [mm] Max. Hub Pinole [mm] Max. Presskraft [kn] Arbeitswinkel Rückzugskraft [kn] 28 10 + 13 0-45 50 38 3,8 40 16 + 20 0-45
Datenblatt SMALL - Pinolenschieber Durchmesser Pinole [mm] Durchmesser Lochstempel [mm] Max. Hub Pinole [mm] Max. Presskraft [kn] Arbeitswinkel Rückzugskraft [kn] 28 10 + 13 0-45 50 38 3,8 40 16 + 20 0-45
Gliederung des Projektes
 Gliederung des Projektes Arbeitsfragen Gliederung Werkzeug/Werkzeugart Mehrsprachigkeit (Englisch) Design und Entwurf des Werkzeuges Berechnung der Lage des Einspannzapfens ermitteln der Materialdaten
Gliederung des Projektes Arbeitsfragen Gliederung Werkzeug/Werkzeugart Mehrsprachigkeit (Englisch) Design und Entwurf des Werkzeuges Berechnung der Lage des Einspannzapfens ermitteln der Materialdaten
Bedienungsanleitung SUNNYHEAT Standfuß (Art. Nr )
") Bedienungsanleitung SUNNYHEAT Standfuß (Art. Nr. 221012) Der SUNNYHEAT Standfuß ist zur Positionierung Ihres Heizpaneels auf dem Standfuß gedacht. Anwendung findet der Standfuß bei allen Paneelen außer
Bedienungsanleitung SUNNYHEAT Standfuß (Art. Nr. 221012) Der SUNNYHEAT Standfuß ist zur Positionierung Ihres Heizpaneels auf dem Standfuß gedacht. Anwendung findet der Standfuß bei allen Paneelen außer
Klinkenzug, Typ DT und DS. Latch lock, Type DT and DS. WEMA [03/18] Katalog/Catalogue S6000
![Klinkenzug, Typ DT und DS. Latch lock, Type DT and DS. WEMA [03/18] Katalog/Catalogue S6000](/thumbs/93/112157243.jpg "Klinkenzug, Typ DT und DS. Latch lock, Type DT and DS. WEMA [03/18] Katalog/Catalogue S6000") Klinkenzug, Typ DT und DS Latch lock, Type DT and DS WEMA [03/18] Katalog/Catalogue S6000 Klinkenzug, Typ DT und Typ DS INFO Latch Lock, Type DT and DS INFO Die neuen WEMA-Klinkenzüge, Typ DT und Typ DS,
Klinkenzug, Typ DT und DS Latch lock, Type DT and DS WEMA [03/18] Katalog/Catalogue S6000 Klinkenzug, Typ DT und Typ DS INFO Latch Lock, Type DT and DS INFO Die neuen WEMA-Klinkenzüge, Typ DT und Typ DS,
MANUELLES FERTIGEN VON BAUTEILEN
 MANUELLES FERTIGEN VON BAUTEILEN MISCHBEHÄLTER 1 Verwendung Der auf der Gesamtzeichnung dargestellte Mischbehälter soll im Rahmen eines Versuchsaufbaus zum Zusammenführen unterschiedlichen Granulats dienen.
MANUELLES FERTIGEN VON BAUTEILEN MISCHBEHÄLTER 1 Verwendung Der auf der Gesamtzeichnung dargestellte Mischbehälter soll im Rahmen eines Versuchsaufbaus zum Zusammenführen unterschiedlichen Granulats dienen.
7.6. Prüfungsaufgaben zu Normalenformen
 7.6. Prüfungsaufgaben zu Normalenformen Aufgabe () Gegeben sind die Gerade g: x a + r u mit r R und die Ebene E: ( x p ) n. a) Welche geometrische Bedeutung haben die Vektoren a und u bzw. p und n? Veranschaulichen
7.6. Prüfungsaufgaben zu Normalenformen Aufgabe () Gegeben sind die Gerade g: x a + r u mit r R und die Ebene E: ( x p ) n. a) Welche geometrische Bedeutung haben die Vektoren a und u bzw. p und n? Veranschaulichen
MANUELLES FERTIGEN VON BAUTEILEN
 TRICHTER MANUELLES FERTIGEN VON BAUTEILEN 1 GESAMTAUFTRAG Der abgebildete Trichter soll zum Umfüllen von Granulat verwendet werden. In den oberen zylindrischen Behälter wird das Schüttgut eingefüllt und
TRICHTER MANUELLES FERTIGEN VON BAUTEILEN 1 GESAMTAUFTRAG Der abgebildete Trichter soll zum Umfüllen von Granulat verwendet werden. In den oberen zylindrischen Behälter wird das Schüttgut eingefüllt und
Normteile Preisliste 2007 Price List Precision Standard Parts
 Normteile Preisliste 2007 Price List Precision Standard Parts Normteile Verkauf / Sales Precision Standard Parts Stephan Dauber Fon +49(0)2408/12-334 stephan.dauber@schumag.de Werner Ofers Fon +49(0)2408/12-480
Normteile Preisliste 2007 Price List Precision Standard Parts Normteile Verkauf / Sales Precision Standard Parts Stephan Dauber Fon +49(0)2408/12-334 stephan.dauber@schumag.de Werner Ofers Fon +49(0)2408/12-480
Telefon: +49 (0) 5251 / Telefax: +49 (0) 5251 /
 5251 / Telefax: +49 (0) 5251 /") 1 / 9 Assembly: Assembly plate: The left and right assembly plates are screwed onto the side of the vehicle frame via the designated bore holes. The following items shall be used per side for this purpose:
1 / 9 Assembly: Assembly plate: The left and right assembly plates are screwed onto the side of the vehicle frame via the designated bore holes. The following items shall be used per side for this purpose:
Folgeschneidwerkzeug Zusammenbau
 4 4 llgemeintoleranz ISO 144 Zusammenbau eruf: Werkzeugbautechniker rbeitszeit: 8, Stunden iese Zeichnung ist igentum der Wirtschaftskammer für Oberösterreich latt 1 von 9 4 1.4 1.1 1.11 1.1 1. 1.8 1.6
4 4 llgemeintoleranz ISO 144 Zusammenbau eruf: Werkzeugbautechniker rbeitszeit: 8, Stunden iese Zeichnung ist igentum der Wirtschaftskammer für Oberösterreich latt 1 von 9 4 1.4 1.1 1.11 1.1 1. 1.8 1.6
Prüfung 1: Anschlagschiebewelle mit Führung
 Prüfung 1: Anschlagschiebewelle mit Führung Wichtiger Hinweis Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung
Prüfung 1: Anschlagschiebewelle mit Führung Wichtiger Hinweis Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung
G 1 G 2 - G 8 G 9 - G 10
 Lagerprogra stock prograe Kegelräder - Verzahnungsgeometrie Kegelräder Kegelräder Acetalharz gespritzt G 1 G 2 - G 8 G 9 - G 10 - Toothing Geometrie Moulded Sonderanfertigungen Auf Anfrage Bogenverzahnte
Lagerprogra stock prograe Kegelräder - Verzahnungsgeometrie Kegelräder Kegelräder Acetalharz gespritzt G 1 G 2 - G 8 G 9 - G 10 - Toothing Geometrie Moulded Sonderanfertigungen Auf Anfrage Bogenverzahnte
Montageanleitung / Mounting Instruction
 Montageanleitung / Mounting Instruction FR 771, Differential-Kulissenauszug Bodenmontage, 125 kg Tragkraft, mit Gegenführung FR 771, Progressive-Action Pantry Pullout, Bottom Mount 275 LBS. Capacity, with
Montageanleitung / Mounting Instruction FR 771, Differential-Kulissenauszug Bodenmontage, 125 kg Tragkraft, mit Gegenführung FR 771, Progressive-Action Pantry Pullout, Bottom Mount 275 LBS. Capacity, with
NVI Einzel-Nadelverschlußdüse Ø 6 mm NVI Single valve gate nozzle Ø 6 mm
 -NVI 230V Einzel- mit integriertem Antrieb Inhalt/Content 2-3 Übersicht Systemvarianten für Einzel- Ø 6 mm Overview of system versions for single valve gate nozzle Ø 6 mm 4 Zentrierring für Einzel- Ø 6
-NVI 230V Einzel- mit integriertem Antrieb Inhalt/Content 2-3 Übersicht Systemvarianten für Einzel- Ø 6 mm Overview of system versions for single valve gate nozzle Ø 6 mm 4 Zentrierring für Einzel- Ø 6
WWT Frank Sandig Agricolastr. 16, 2310A Freiberg. 1. Belegaufgabe.
 Frank Sandig Agricolastr. 16, 310A 09599 Freiberg 4817 4.WWT sandigf@mailserver.tu-freiberg.de Maschinen- und Apparateelemente 1. Belegaufgabe Aufgabenstellung: Abgabezeitraum: 6.11. - 30.11.007 Übungsleiter:
Frank Sandig Agricolastr. 16, 310A 09599 Freiberg 4817 4.WWT sandigf@mailserver.tu-freiberg.de Maschinen- und Apparateelemente 1. Belegaufgabe Aufgabenstellung: Abgabezeitraum: 6.11. - 30.11.007 Übungsleiter:
Schneidstempel DIN 9861 Form D ähnlich ISO 6752
 Schneidstempel DIN 9861 Form D ähnlich ISO 6752 Die Schneidstempel / Lochstempel nach DIN 9861 (ähnlich ISO 6752) werden hauptsächlich in Schnitt- und Stanzwerkzeugen eingesetzt. Der Schaft sowie der gesamte
Schneidstempel DIN 9861 Form D ähnlich ISO 6752 Die Schneidstempel / Lochstempel nach DIN 9861 (ähnlich ISO 6752) werden hauptsächlich in Schnitt- und Stanzwerkzeugen eingesetzt. Der Schaft sowie der gesamte
Spanlose Fertigung Stanzen
 Waldemar Hellwig Matthias Kolbe Spanlose Fertigung Stanzen Integrierte Fertigung komplexer Präzisions-Stanzteile 10., überarbeitete und erweiterte Auflage Mit 187 Abbildungen und 26Tabellen STUDIUM * J
Waldemar Hellwig Matthias Kolbe Spanlose Fertigung Stanzen Integrierte Fertigung komplexer Präzisions-Stanzteile 10., überarbeitete und erweiterte Auflage Mit 187 Abbildungen und 26Tabellen STUDIUM * J
5 Berechnungsverfahren
 Biegen von Blechen und Flachstäben Berechnungsverfahren 8 5 Berechnungsverfahren Im Prinzip gibt es 3 Verfahren zur Bestimmung der Biegeparameter. Diese sind: Berechnung mit Ausgleichswerten bzw. Verkürzungen
Biegen von Blechen und Flachstäben Berechnungsverfahren 8 5 Berechnungsverfahren Im Prinzip gibt es 3 Verfahren zur Bestimmung der Biegeparameter. Diese sind: Berechnung mit Ausgleichswerten bzw. Verkürzungen
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik
 Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik Ort WIFI Innsbruck Egger Lienz Straße 0 Metallwerkstätte Raum: C00/C040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle bekanntgegeben. Prüfungsablauf
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik Ort WIFI Innsbruck Egger Lienz Straße 0 Metallwerkstätte Raum: C00/C040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle bekanntgegeben. Prüfungsablauf
BRUUDT Kennzeichenhalter für die Kawasaki Z800 BRUUDT Tail Tidy fort the Kawasaki Z800
 Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Kawasaki Z800 BRUUDT Tail Tidy fort the Kawasaki Z800 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden haben!
Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Kawasaki Z800 BRUUDT Tail Tidy fort the Kawasaki Z800 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden haben!
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter
 Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 0 Metallwerkstätte Raum: W00/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 0 Metallwerkstätte Raum: W00/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
hanit Assembly Instruction - Sandbox System Thar -
 Thank you for purchasing a hanit recycling plastic product, We wish you a lot of pleasure with that product. Please find below important installation instructions which need to be taken into consideration
Thank you for purchasing a hanit recycling plastic product, We wish you a lot of pleasure with that product. Please find below important installation instructions which need to be taken into consideration
Vorwort. Klaus Lochmann. Aufgabensammlung Fertigungstechnik. Beispiele - Übungen - Anwendungen ISBN:
 Vorwort Klaus Lochmann Aufgabensammlung Fertigungstechnik Beispiele - Übungen - Anwendungen ISBN: 978-3-446-42772-3 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-42772-3
Vorwort Klaus Lochmann Aufgabensammlung Fertigungstechnik Beispiele - Übungen - Anwendungen ISBN: 978-3-446-42772-3 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-42772-3
Beleg Vorrichtungskonstruktion
 Beleg Vorrichtungskonstruktion Datum: 14.07.05 Inhaltsverzeichnis: - Aufgabenstellung S. 01-02 - Entwurfsskizzen Lage S. 03-04 - Entwurfsskizzen Spannung S. 05-06 - Fertigunsplan S. 07 - Funktionsbeschreibung
Beleg Vorrichtungskonstruktion Datum: 14.07.05 Inhaltsverzeichnis: - Aufgabenstellung S. 01-02 - Entwurfsskizzen Lage S. 03-04 - Entwurfsskizzen Spannung S. 05-06 - Fertigunsplan S. 07 - Funktionsbeschreibung
blank fix + techdoc Bedienungsanleitung how-to-use simplify your die cutting
 blank fix + Bedienungsanleitung how-to-use Copyright 2014! Dieses Dokument darf ohne unsere ausdrückliche, schriftliche Zustimmung weder vervielfältigt noch an Dritte weiter gegeben werden! This manual
blank fix + Bedienungsanleitung how-to-use Copyright 2014! Dieses Dokument darf ohne unsere ausdrückliche, schriftliche Zustimmung weder vervielfältigt noch an Dritte weiter gegeben werden! This manual
Spanlose Fertigung: Stanzen
 Viewegs Fachbücher der Technik Spanlose Fertigung: Stanzen Konventionelles Stanzen, Hochleistungsstanzen, Feinstanzen von Waldemar Hellwig überarbeitet Spanlose Fertigung: Stanzen Hellwig schnell und portofrei
Viewegs Fachbücher der Technik Spanlose Fertigung: Stanzen Konventionelles Stanzen, Hochleistungsstanzen, Feinstanzen von Waldemar Hellwig überarbeitet Spanlose Fertigung: Stanzen Hellwig schnell und portofrei
Abitur 2013 Mathematik Geometrie V
 Seite 1 http://www.abiturloesung.de/ Seite Abitur 1 Mathematik Geometrie V Teilaufgabe b ( BE) Ein auf einer horizontalen Fläche stehendes Kunstwerk besitzt einen Grundkörper aus massiven Beton, der die
Seite 1 http://www.abiturloesung.de/ Seite Abitur 1 Mathematik Geometrie V Teilaufgabe b ( BE) Ein auf einer horizontalen Fläche stehendes Kunstwerk besitzt einen Grundkörper aus massiven Beton, der die
Spanlose Fertigung: Stanzen
 Waldemar Hellwig Spanlose Fertigung: Stanzen Grundlagen für die Produktion einfacher und komplexer Präzisions-Stanzteile 9., aktualisierte Auflage Mit 187 Abbildungen und 26 Tabellen STUDIUM VIEWEG+ TEUBNER
Waldemar Hellwig Spanlose Fertigung: Stanzen Grundlagen für die Produktion einfacher und komplexer Präzisions-Stanzteile 9., aktualisierte Auflage Mit 187 Abbildungen und 26 Tabellen STUDIUM VIEWEG+ TEUBNER
Information Werkstoffbeschreibung
 Einsatzstahl Werkstoff-Nr. 1.0401 DIN-Bezeichnung C 15 (Richtwerte in %) 0,15 0,25 0,45 Bau- und Maschinenteile wie Hebel, Gelenke, Buchsen, Zapfen, Spindeln, Messwerkzeuge, Aufnahmeplatten und ähnliche
Einsatzstahl Werkstoff-Nr. 1.0401 DIN-Bezeichnung C 15 (Richtwerte in %) 0,15 0,25 0,45 Bau- und Maschinenteile wie Hebel, Gelenke, Buchsen, Zapfen, Spindeln, Messwerkzeuge, Aufnahmeplatten und ähnliche
8. Vollkostenrechnung
 8. Vollkostenrechnung Vollkosten 1 a. ermitteln Sie die Angebotspreise Wir agieren auf einem monopolistischen Markt; d.h., wir können unsere Preise tatsächlich durchsetzen. Bislang produzieren und verkaufen
8. Vollkostenrechnung Vollkosten 1 a. ermitteln Sie die Angebotspreise Wir agieren auf einem monopolistischen Markt; d.h., wir können unsere Preise tatsächlich durchsetzen. Bislang produzieren und verkaufen
Erster Bauabschnitt, Unterwanne Step 1 creating the lower hull
 Bauanleitung für den Comet Panzer 1:16 Manuel of the Comet Tank Kit made by Christian Ludwig Bausatz Übersicht / Kit overview Erster Bauabschnitt, Unterwanne Step 1 creating the lower hull Als erstes werden
Bauanleitung für den Comet Panzer 1:16 Manuel of the Comet Tank Kit made by Christian Ludwig Bausatz Übersicht / Kit overview Erster Bauabschnitt, Unterwanne Step 1 creating the lower hull Als erstes werden
Grundlagen der CNC-Programmierung
 Lernsituation 1 Kapitel 1 1.1 Absolutbemaßung/ Inkrementalbemaßung 1 17 Bei der Koordinatenangabe der Punkte, auf die das Werkzeug verfahren soll, haben Sie grundsätzlich zwei verschiedene Möglichkeiten:
Lernsituation 1 Kapitel 1 1.1 Absolutbemaßung/ Inkrementalbemaßung 1 17 Bei der Koordinatenangabe der Punkte, auf die das Werkzeug verfahren soll, haben Sie grundsätzlich zwei verschiedene Möglichkeiten:
0,6 m. 0,4m. Gegeben seien die obigen drei auf den Balken wirkenden Kräfte mit:
 Kurs: Statik Thema: Resultierende bestimmen Aufgabe 1) Wo liegt bei der Berechnung der Resultierenden der Unterschied zwischen Kräften mit einem gemeinsamen Angriffspunkt und Kräften mit unterschiedlichen
Kurs: Statik Thema: Resultierende bestimmen Aufgabe 1) Wo liegt bei der Berechnung der Resultierenden der Unterschied zwischen Kräften mit einem gemeinsamen Angriffspunkt und Kräften mit unterschiedlichen
Montageanleitung Assembly Instruction Artikel: Werkstattschrank mit 2 Türen
 1 Montageanleitung Assembly Instruction Artikel: Werkstattschrank mit 2 Türen Allgemeine Hinweise: Prüfen Sie bitte vor Zusammenbau, ob alle Teile vorhanden und unbeschädigt sind. Sollte das nicht der
1 Montageanleitung Assembly Instruction Artikel: Werkstattschrank mit 2 Türen Allgemeine Hinweise: Prüfen Sie bitte vor Zusammenbau, ob alle Teile vorhanden und unbeschädigt sind. Sollte das nicht der
Unterrichtsprojekt Kugelschreiber inklusive Halterung 4 WM
 Unterrichtsprojekt Kugelschreiber inklusive Halterung 4 WM Kugelschreiber 2010 Seite 1 von 16 Inhaltsverzeichnis Seite 1 Deckblatt Seite 2 Inhaltsverzeichnis Seite 3 Seite 4 Seite 5 Seite 6 Seite 7 Seite
Unterrichtsprojekt Kugelschreiber inklusive Halterung 4 WM Kugelschreiber 2010 Seite 1 von 16 Inhaltsverzeichnis Seite 1 Deckblatt Seite 2 Inhaltsverzeichnis Seite 3 Seite 4 Seite 5 Seite 6 Seite 7 Seite
Im abgebildeten rechtwinkligen Dreieck ( ein Winkel ist 90 groß ) ist β = 40. Wie groß ist Winkel γ?
 ist β = 40. Wie groß ist Winkel γ?") LM Gleichungen Seite 30 Übergang Schule - Betrieb Beispiel 1: γ α β Im abgebildeten rechtwinkligen Dreieck ( ein Winkel ist 90 groß ) ist β = 40. Wie groß ist Winkel γ? gegeben: α = 90 β = 40 Winkelsumme
LM Gleichungen Seite 30 Übergang Schule - Betrieb Beispiel 1: γ α β Im abgebildeten rechtwinkligen Dreieck ( ein Winkel ist 90 groß ) ist β = 40. Wie groß ist Winkel γ? gegeben: α = 90 β = 40 Winkelsumme
1: Descrew the org device of the E53 (non navi model) and cutout the plastic frame till vertical side plates (next pic), best use a dremel like tool
 and cutout the plastic frame till vertical side plates (next pic), best use a dremel like tool") Mounting- Instruction BMW E53 Doppel-DIN 31.6.2009 This mounting instruction shows you the best way for an exclusive installation for the double- DIN device, good luck!!! 1 1: Descrew the org device of
Mounting- Instruction BMW E53 Doppel-DIN 31.6.2009 This mounting instruction shows you the best way for an exclusive installation for the double- DIN device, good luck!!! 1 1: Descrew the org device of
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter
 Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 0 Metallwerkstätte Raum: W00/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger Lienz Straße 0 Metallwerkstätte Raum: W00/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle
Lösung der Aufgaben aus dem Kurs Grundbegriffe und Systeme der KLR in der Modulabschlussklausur: Internes Rechnungswesen und funktionale Steuerung
 Lösung der Aufgaben aus dem Kurs Grundbegriffe und Systeme der KLR in der Modulabschlussklausur: Internes Rechnungswesen und funktionale Steuerung Klausurkolloquium zur Modulabschlussklausur WS 2014/2015
Lösung der Aufgaben aus dem Kurs Grundbegriffe und Systeme der KLR in der Modulabschlussklausur: Internes Rechnungswesen und funktionale Steuerung Klausurkolloquium zur Modulabschlussklausur WS 2014/2015
Termine. Vorlesung: jeden Dienstag 12:15-13:45 Alle. Laboreinführung: Mittwoch, den :15-15:30 Alle
 Termine Vorlesung: jeden Dienstag 12:15-13:45 Alle Laboreinführung: Mittwoch, den 23.3.11 12:15-15:30 Alle TZ-Labor Mittwoch, KW 13 12:15-13:45 A+B Mittwoch, KW 16 12:15-13:45 A+B Mittwoch, KW 19 12:15-13:45
Termine Vorlesung: jeden Dienstag 12:15-13:45 Alle Laboreinführung: Mittwoch, den 23.3.11 12:15-15:30 Alle TZ-Labor Mittwoch, KW 13 12:15-13:45 A+B Mittwoch, KW 16 12:15-13:45 A+B Mittwoch, KW 19 12:15-13:45
ELEGANT LINE EN DE. Assembly instructions for Elegant Line sauna. Montageanleitung für Elegant Line Sauna SD2015 SD2020
 ELEGANT LINE EN Assembly instructions for Elegant Line sauna Montageanleitung für Elegant Line Sauna SD2015 SD2020 15122006 Please read through these assembly instructions before starting installation.
ELEGANT LINE EN Assembly instructions for Elegant Line sauna Montageanleitung für Elegant Line Sauna SD2015 SD2020 15122006 Please read through these assembly instructions before starting installation.
Kegelräder Bevel Gears
 Lagerprogra Stock Prograe Inhalt Verzahnungsgeometrie Toothing Geometrie - i = 1:1 - i = 1:1 - i = 1: - i = 1:1.5 Content Seiten pages H 1 Seiten pages H 2 - H 3 Seiten pages H 4 - i = 1:2 - i = 1:2 -
Lagerprogra Stock Prograe Inhalt Verzahnungsgeometrie Toothing Geometrie - i = 1:1 - i = 1:1 - i = 1: - i = 1:1.5 Content Seiten pages H 1 Seiten pages H 2 - H 3 Seiten pages H 4 - i = 1:2 - i = 1:2 -
Termine. Vorlesung: jeden Dienstag 8:15-9:45 Alle. Laboreinführung: Mittwoch, den :15-15:30 Alle
 Termine Vorlesung: jeden Dienstag 8:15-9:45 Alle Laboreinführung: Mittwoch, den 29.9.10 12:15-15:30 Alle TZ-Labor Mittwoch, KW 40 12:15-13:45 B+C Mittwoch, KW 43 12:15-13:45 B+C Mittwoch, KW 46 12:15-13:45
Termine Vorlesung: jeden Dienstag 8:15-9:45 Alle Laboreinführung: Mittwoch, den 29.9.10 12:15-15:30 Alle TZ-Labor Mittwoch, KW 40 12:15-13:45 B+C Mittwoch, KW 43 12:15-13:45 B+C Mittwoch, KW 46 12:15-13:45
PIRANHA CLAMP ZENTRUMSPANNER CENTERING VISE. Die patentierten The patented
 Höchste Spannkraft dank Führungssäulen Highest clamping force due to the gliding bars Kein Vorprägen No pre-clamping Beste Qualität und Genauigkeit Best quality and accuracy Minimalster Materialverlust
Höchste Spannkraft dank Führungssäulen Highest clamping force due to the gliding bars Kein Vorprägen No pre-clamping Beste Qualität und Genauigkeit Best quality and accuracy Minimalster Materialverlust
Wartungsarme Gleitelemente. Änderungen vorbehalten D103
 Wartungsarme Gleitelemente D103 Wartungsarme Gleitelemente Beschreibung Wartungsarme Gleitelemente werden vor - wiegend im Werkzeug- und Maschinenbau für lineare und rotatorische Gleitbewegungen eingesetzt.
Wartungsarme Gleitelemente D103 Wartungsarme Gleitelemente Beschreibung Wartungsarme Gleitelemente werden vor - wiegend im Werkzeug- und Maschinenbau für lineare und rotatorische Gleitbewegungen eingesetzt.
Zeichnungssatz. Der Zeichnungssatz eines Produktes / Baugruppe besteht aus:
 Zeichnungssatz Der Zeichnungssatz eines Produktes / Baugruppe besteht aus: Haupt- oder Gesamtzeichnung (ZZ) ist für Gesamtübersicht sowie Montage dringend erforderlich stellt die Lage aller vorhandenen
Zeichnungssatz Der Zeichnungssatz eines Produktes / Baugruppe besteht aus: Haupt- oder Gesamtzeichnung (ZZ) ist für Gesamtübersicht sowie Montage dringend erforderlich stellt die Lage aller vorhandenen
1. Einführung Festigkeitslehre
 1. Einführung estigkeitslehre Themen der estigkeitslehre Zugbeanspruchung Hooksches Gesetz lächenmomente. Grades estigkeitslehre Druckbeanspruchung Abscherung lächenpressung www.lernen-interaktiv.ch 1
1. Einführung estigkeitslehre Themen der estigkeitslehre Zugbeanspruchung Hooksches Gesetz lächenmomente. Grades estigkeitslehre Druckbeanspruchung Abscherung lächenpressung www.lernen-interaktiv.ch 1
BRUUDT Kennzeichenhalter für die Honda NC750X ab 2016 BRUUDT Tail Tidy for the Honda NC750X 2016 and onwards.
 Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Honda NC750X ab 2016 BRUUDT Tail Tidy for the Honda NC750X 2016 and onwards. Noch einmal vielen Dank, dass Sie sich für unsere Produkte
Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Honda NC750X ab 2016 BRUUDT Tail Tidy for the Honda NC750X 2016 and onwards. Noch einmal vielen Dank, dass Sie sich für unsere Produkte
FEINBEARBEITUNGSVERFAHREN
 1 FEINBEARBEITUNGSVERFAHREN Trennen Zerteilen: Feinschneiden Anwendungsbereiche des Feinschneidens Grundlagen zum Feinschneiden Verfahrensablauf des Feinschneidens Werkzeuge zum Feinschneiden Maschinen
1 FEINBEARBEITUNGSVERFAHREN Trennen Zerteilen: Feinschneiden Anwendungsbereiche des Feinschneidens Grundlagen zum Feinschneiden Verfahrensablauf des Feinschneidens Werkzeuge zum Feinschneiden Maschinen
Sechs Grundansichten (Six Principal Views):
:") Sechs Grundansichten (Six Principal Views): Projektionsmethode E bzw. 1 (First Angle Projection) Projektionsmethode A bzw. 3 (3 rd Angle Projection) 1 Vorderansicht (Front view) 2 Ansicht von oben (Top
Sechs Grundansichten (Six Principal Views): Projektionsmethode E bzw. 1 (First Angle Projection) Projektionsmethode A bzw. 3 (3 rd Angle Projection) 1 Vorderansicht (Front view) 2 Ansicht von oben (Top
Fallbeispiel: Max Meier Holding GmbH
 Fallbeispiel: Max Meier Holding GmbH Aufgabenblatt: Das Unternehmen: Die Max Meier Holding GmbH ist ein expandierendes mittelständisches Unternehmen im Werkzeugmaschinenbau, zugleich Automobilzulieferer
Fallbeispiel: Max Meier Holding GmbH Aufgabenblatt: Das Unternehmen: Die Max Meier Holding GmbH ist ein expandierendes mittelständisches Unternehmen im Werkzeugmaschinenbau, zugleich Automobilzulieferer
Grundsätzliche Konstruktionshilfen:
 Grundsätzliche Konstruktionshilfen: Konstruktion des Netzes Seite 1 Wahre Größe von Flächen und Geraden Seite 1 Drehen in Hauptlage Seite 2 Wahre Größe durch weiteren Riss Seite 4 Sichtbarkeit Seite 5
Grundsätzliche Konstruktionshilfen: Konstruktion des Netzes Seite 1 Wahre Größe von Flächen und Geraden Seite 1 Drehen in Hauptlage Seite 2 Wahre Größe durch weiteren Riss Seite 4 Sichtbarkeit Seite 5
Studienarbeit. zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen
 Studienarbeit zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen ausgegeben von Prof. Dr.-Ing. habil. W. Klepzig am 13.10.2000
Studienarbeit zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen ausgegeben von Prof. Dr.-Ing. habil. W. Klepzig am 13.10.2000
Spanlose Fertigung Stanzen
 Spanlose Fertigung Stanzen Präzisionsstanzteile, Hochleistungswerkzeuge, Hochgeschwindigkeitspressen Bearbeitet von Matthias Kolbe, Waldemar Hellwig 11., überarbeitete und erweiterte Auflage 2015. Buch.
Spanlose Fertigung Stanzen Präzisionsstanzteile, Hochleistungswerkzeuge, Hochgeschwindigkeitspressen Bearbeitet von Matthias Kolbe, Waldemar Hellwig 11., überarbeitete und erweiterte Auflage 2015. Buch.
Ministero dell Istruzione dell Università e della Ricerca
 Pag. 1/5 Ordentlicher Termin 2015 Bearbeiten Sie im Teil I die Ihrem Berufsbildungsdiplom entsprechende Problemstellung und bearbeiten Sie außerdem zwei der im Teil II gegebenen Fragestellungen! TEIL I
Pag. 1/5 Ordentlicher Termin 2015 Bearbeiten Sie im Teil I die Ihrem Berufsbildungsdiplom entsprechende Problemstellung und bearbeiten Sie außerdem zwei der im Teil II gegebenen Fragestellungen! TEIL I
Lösungen zu den Aufgaben Abschnitt II.3 1
 Lösungen zu den Aufgaben Abschnitt II.3 1 1 Aus: Götze, U.: Kostenrechnung und Kostenmanagement, 5. Aufl., Berlin u. a. 2010, S. 379 ff. Aufgabe II.3-1 Die Stückherstellkosten der Halbfabrikate der einzelnen
Lösungen zu den Aufgaben Abschnitt II.3 1 1 Aus: Götze, U.: Kostenrechnung und Kostenmanagement, 5. Aufl., Berlin u. a. 2010, S. 379 ff. Aufgabe II.3-1 Die Stückherstellkosten der Halbfabrikate der einzelnen
Mounting- Instruction BMW E90-93 Doppel-DIN
 Mounting- Instruction BMW E90-93 Doppel-DIN 6.9.200 This mounting instruction shows you the best way for an exclusive installation for the double- DIN device, good luck!!! : demount the front panel with
Mounting- Instruction BMW E90-93 Doppel-DIN 6.9.200 This mounting instruction shows you the best way for an exclusive installation for the double- DIN device, good luck!!! : demount the front panel with
Specification. DESIGN Swing check valves for return fl ow prevention in piping systems to be mounted directly between fl anges acc. to DIN.
 Technische Daten BAUFORM Rückschlagklappen zur Rückfl ussverhinderung in Rohrleitungssystemen für den Einbau zwischen DIN Flanschen. ANSCHLUß Flansch DN32 DN500 bemessen für Flansch nach PN16 BETRIEBSDRUCK
Technische Daten BAUFORM Rückschlagklappen zur Rückfl ussverhinderung in Rohrleitungssystemen für den Einbau zwischen DIN Flanschen. ANSCHLUß Flansch DN32 DN500 bemessen für Flansch nach PN16 BETRIEBSDRUCK
Art.Nr.: Rahmen594mm
 21 60/62 598 594 Art.Nr.:70304-ahmen594mm KompatibelmitallengängigenNutzfahrzeug-Modellbausätzen indenmaßstäben1:-1: -ahmenbreitevon60mmund62mm -LängsprofileauseloxiertemAluminium -QuertraversenausgekantetemBlech
21 60/62 598 594 Art.Nr.:70304-ahmen594mm KompatibelmitallengängigenNutzfahrzeug-Modellbausätzen indenmaßstäben1:-1: -ahmenbreitevon60mmund62mm -LängsprofileauseloxiertemAluminium -QuertraversenausgekantetemBlech
Hazards and measures against hazards by implementation of safe pneumatic circuits
 Application of EN ISO 13849-1 in electro-pneumatic control systems Hazards and measures against hazards by implementation of safe pneumatic circuits These examples of switching circuits are offered free
Application of EN ISO 13849-1 in electro-pneumatic control systems Hazards and measures against hazards by implementation of safe pneumatic circuits These examples of switching circuits are offered free