Wirtschaftlichkeit Kosten in der Schweißtechnik. Jens Heimbokel Gelsenkirchen, 7. Oktober 2014
|
|
|
- Kevin Lange
- vor 7 Jahren
- Abrufe
Transkript
1 Wirtschaftlichkeit Kosten in der Schweißtechnik Jens Heimbokel Gelsenkirchen, 7. Oktober

2 Wirtschaftlichkeit In Geldsachen hört die Gemütlichkeit auf David Hasselmann am 08. Juni 1847 im preußischen Landtag zu Berlin. 2

3 Inhalt Einführung in die Wirtschaftlichkeit Wirtschaftlichkeit in der Schweißtechnik Datenerfassung Abschmelzleistung / Energiebedarf Konstruktion / Zugänglichkeit Qualität / Schweißnahtunregelmäßigkeiten Kostenvergleichsrechnung beim MAGM - Schweißen Automatisierung 3

4 Kostenrechnen Warum? - Hier geht es um Geld - Angst vor dem Kollegen Roboter - Was tun, wenn die Konkurrenz billiger ist? - zu wenig investiert eingegangen - zu viel investiert pleite 4

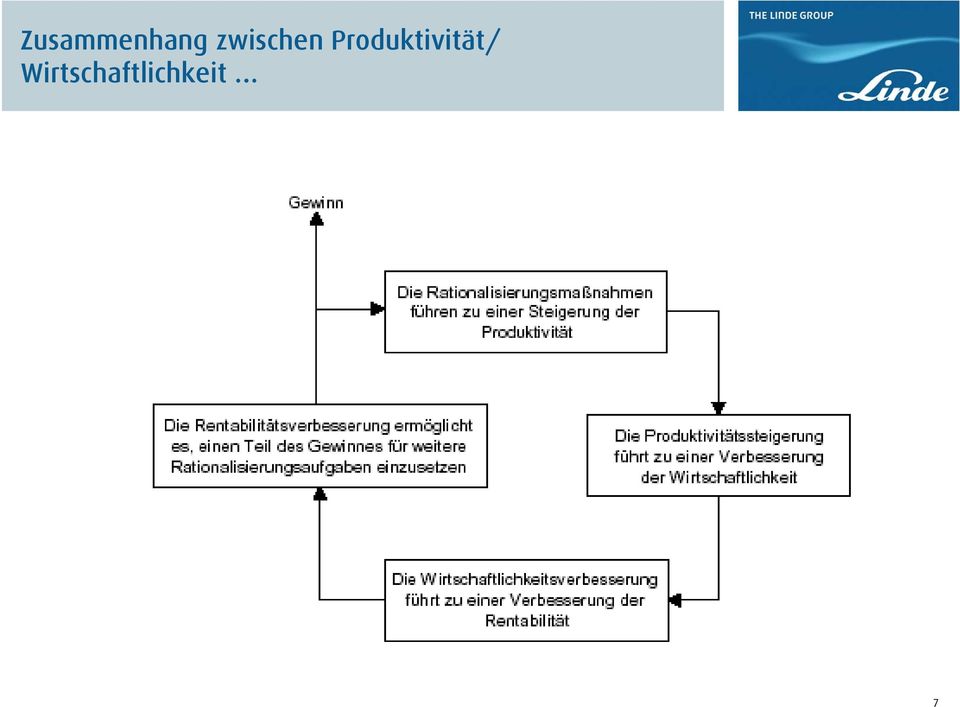
5 Zusammenhang zwischen Produktivität/ Wirtschaftlichkeit 7
6 Grundlegende Begriffe hier Kosten Um die Wirtschaftlichkeit eines Unternehmens zu steigern, muss bekannt sein: wo sind Kosten angefallen in welcher Höhe sind Kosten angefallen. Kosten: (Definition) In Geld bewerteter Verzehr von Gütern und Diensten zur Erstellung betrieblicher Leistungen. Kosten werden entweder für eine Periode oder für eine Mengeneinheit bestimmt. 8

7 Grundlegende Begriffe hier Kostenarten Als Kostenart bezeichnet man nach der Art des Verzehrs an Gütern und Diensten unterteilte (Gesamt-) Kosten. Kostenart Variable Kosten Fixe Kosten Einzelkosten Gemeinkosten Verändert sich in einem bestimmten Zeitraum und innerhalb bestimmter Grenzen Verändert sich in einem bestimmten Zeitraum und innerhalb bestimmter Beschäftigungsgrenzen nicht Sammelbegriff aller Kostenarten, die einem Kostenträger direkt zugerechnet werden können Sammelbegriff aller Kostenarten, die einem Kostenträger nur mit Hilfe von Zuschlägen zugerechnet werden können 9

8 Grundlegende Begriffe - hier Kostenträger Kostenträger sind betriebliche Leistungen: Erzeugnisse Dienstleistungen bzw. zur Ihrer Erstellung erteilten Aufträge denen von ihnen verursachten Kosten zugerechnet werden. Zusammenhang zwischen Kostenart/ Kostenstelle/ Kostenträger 11

9 Kostenträgerrechnungen Es wird unterschieden in: 1. Divisionskalkulation 2. Zuschlagskalkulation ( Kalkulation mit Gemeinkostenzuschlägen) 3. Zuschlagskalkulation mit Maschinenstundensätzen 14
 3.")
10 Prinzip der Zuschlagskalkulation Selbstkosten ohne und mit Maschinenkosten (ohne SEF( Sondereinzelkosten Fertigung), EK (Entwicklung und Konstruktionseinzelkosten, und SEV (Sondereinzelkosten Vertrieb) 21

11 Schweißkostenanalyse Die sinnvollste Art, Schweißkosten zu analysieren, ist die Messung der Arbeitszeit, des Verbrauches an Zusatzwerkstoffen. Bei einer Nachkalkulation liegen diese Werte z.b. in Form von Material- und Fertigungsscheinen vor. Bei der Vorkalkulation gibt es verschiedene Möglichkeiten. Man kann auf Erfahrungswerte zurückgreifen z.b. wenn Bauteile sich stark ähneln, außerdem kann man Daten aus entsprechenden Tabellen bzw. aus der Literatur entnehmen. 32

12 Ablaufabschnitte Tätigkeit bzw. Nutzung Beeinflussbar [B] Unbeeinflussbar [U] Voll beeinflussbar Bedingt beeinflussbar Bei vollbeeinflussbaren Abläufen hängt die Zeit für das Ausführen des Arbeitsablaufes ausschließlich vom Menschen ab ( z.b. Montage, Rüsten, Schlosserarbeit, Zeichnung lesen). Bei unbeeinflussbaren Abläufen kann der Mensch die Zeit des Arbeitsablaufes nicht beeinflussen, wenn er die Daten des vorgeschriebenen Arbeitsverfahren- oder der -methode einhält (Überwachung automatisierter bzw. zwangsgesteuerter Prozesse) Bei bedingt beeinflussbaren Abläufen kann der Mensch die Zeit für das Ausführen des Arbeitsablaufes nur bis zu dem Grade beeinflussen, wie das Arbeitsverfahren und die Arbeitsmethode einen Spielraum zulassen ( Schweißen (manuell und teilmechanisiert), Löten, Drehmaschine mit Handvorschub bedienen) 33

13 Wirtschaftlichkeit in der Schweißtechnik Allgemein

14 Wirtschaftlichkeit in der Schweißtechnik Es gibt keinen Schweißprozess, den man generell als den wirtschaftlichsten herausheben könnte. Jeder Anwendungsbereich kann auch technisch verschiedene Möglichkeiten zulassen. Ob ein Prozess eine Arbeitsaufgabe wirtschaftlich bewältigt, hängt von verschiedenen Faktoren ab wie: Stückzahl Werkstoff Blechdicke Anforderungen an die Güte einzusetzende Betriebsmittel vorhanden oder zu beschaffen Zugänglichkeit der Schweißstelle Fertigungsort ( Werkstatt oder Baustelle) 36

15 Abschmelzleistung Die Abschmelzleistung ist das gebräuchlichste Leistungskennzeichen eines Schweißverfahrens und wird in g/min oder kg/h ausgedrückt. Die Abschmelzleistung ist ein theoretischer Wert bei 100 % Einschaltdauer (ED). Die eigentliche Leistung des Schweißers bzw. des Verfahrens ergibt sich aus der Multiplikation mit der arbeitsbezogenen ED. Die Abschmelzleistung eines Verfahrens ist von folgenden Faktoren abhängig: Stromquelle Elektrodenabmessung Elektrodenfabrikat Schweißposition Schweißwerte Hilfsstoffe 37

16 Abschmelzleistung verschiedener Schweißverfahren 38

17 Abschmelzleistung verschiedener Schweißverfahren 39

18 Abschmelzleistungen beim Prozess (tmag) Beispiel: 10 m/min x 4,0 g/m x 60 min/h = g/h 40

19 Abschmelzleistungen für den Prozess 121 (UP) Achtung: Die Angaben beziehen sich auf 100 % ED Quelle: nach Aichele 41

20 Ausbringung Unter Ausbringung von Stabelektroden versteht man das Verhältnis vom Gewicht des eingebrachten Schweißgutes zum Gewicht des abgeschmolzenen Kerndrahtes in Prozent [%]. Sie hängt ab von den Faktoren: Elektrodentyp, und - Durchmesser Stromstärke Position Da sich die Angabe des Schweißgutgewichtes ohne Schlacken, Spritzer und Reststummel versteht, beträgt die Ausbringung normaler Stabelektroden unter 100 %, bei Hochleistungselektroden kann sie bis zu 300 % betragen. Außerdem ist die Stummellänge zu berücksichtigen. Bei anderen Prozessen sind auch die Hilfsstoffe wie Gase oder Pulver von Bedeutung. 42

21 Beispiele unterschiedlicher Ausbringung Prozess Typ Mögliche Ausbringung 111 (E) RC 11 [R(C)3] 92 % 111 (E) RR 12 [RR6] 95 % 111 (E) B 15 [B9] 105 % 111 (E) B 42 [B 10] 120 % 111 (E) RR 73 [RR 11] 160 % 111 (E) B 73 [B(R)12] 220 % 135 (tmag) G3Si1 und CO2 92 % oberer Leistungsbereich 135 (tmag) G3Si1 unter Mischgas 98 % oberer Leistungsbereich 43
22 Schweißposition 1 In Zwangspositionen muss die Schweißleistung verringert werden. Damit erhöht sich die Schweißzeit. Grund für die höhere Leistung bei Normalposition ist das besser beherrschbare Schmelzbad, hiermit kann seine Größe erhöht werden. Einige Hochleistungsschweißverfahren setzen bestimmte Schweißpositionen voraus: RES ( Verbindungsschweißen) UP Hochleistungs- E s = PF w = PA, h = PB, q = PC w = PA, h = PB 44
23 Schweißpositionen nach DIN EN ISO
24 Schweißposition 2 Große Werkstücke oder Reparaturen können oft nur in Zwangslagen ausgeführt werden. Bezogen auf die Schweißzeit in der optimalen Position w = PA können für folgende Positionen diese Faktoren gelten (nach Aichele): PA (w) = 1,0 PB (h) = 1,05 1,15 PF (s) = 1,25 1,35 PE (ü) = 1,4 1,6 und mehr Der Spritz- und Abbrandverlust steigt in Zwangslage z.b. bei PF um ca. 13 %, bei PE um ca. 18 % beim Verfahren E ( in Normalposition ca. 5 8 %). 46
25 Abhängigkeit der Schweißzeit von der Schweißposition 47
26 Vorgabezeiten in der Schweißtechnik Die Vorgabezeit ergibt sich aus: 1. Hauptzeiten ( Schweißzeit) 2. Nebenzeiten 3. Erholungszeiten 4. Verteilzeiten 48
27 Verringerung der Haupt (Schweiß) - Zeit Verringerung der Haupttätigkeiten Erreichbar durch - Kleine Einschweißquerschnitte - Maßhaltiger Zusammenbau - Verfahren mit hoher Abschmelzleistung Kleine Öffnungswinkel, kleine Nahtdicken, DV statt V- Naht, tief a (Verfahrensprüfung) Enge Toleranzen, gute Nahtvorbereitung, Einhaltung von a-maßen UP, MAG, MAG HL, Hochleistungs E, Fülldraht - Mechanisierte Verfahren wählen - PA und PB Positionen bevorzugen Enge Toleranzen, genaue Nahtvorbereitung und Zusammenbau Dreh und Wendevorrichtungen 49
28 Verringerung der Nebentätigkeiten Verringerung von Nebentätigkeiten Erreichbar durch - Optimale Schweißfolge beachten - Schweißpläne erstellen - Einfache Bedienung von Schweißstromquellen - Vorrichtungen zum Wenden und Spannen Fernregler, Leistungspotentiometer, Programmspeicher - Diese möglichst sinnvoll konzipieren - Verputzen verringern Mischgase benutzen, Pulsend schweißen - Badsicherung benutzen - Elektroden und Pulver mit guter Schlackenentfernbarkeit verwenden Geeignete Hebevorrichtungen wählen Cu- Schienen, Pulverkissen, Keramikunterlage, Flachbadsicherung, Al- Strangpressprofile RR statt B, agglomerierte Pulver Krane, Hubtische 50
29 Beispiele für verfahrensbezogene Nebenzeiten Verfahren E MAG UP Nebenzeit Elektrode wechseln Umhüllung für besseres Zünden entfernen Schlacke entfernen Strom ändern Brenner reinigen Einstellwerte ändern Düse einsprühen Pulver auffüllen Naht reinigen Brenner ausrichten Einstellwerte ändern 51
30 Verbrauchsgüter Kosten steigen mit dünneren Drahtdurchmessern und höheren Legierungsgehalten Drähte von der Großrolle sind häufig nicht günstiger als Dornspulen, jedoch rechnet sich das weniger häufige Spulenwechseln Der Verbrauch von Pulvern ist abhängig vom Schüttgewicht (feine Pulver dichte Schüttung - höherer Verbrauch). Der Verbrauch von Pulvern ist abhängig von der Spannung (höhere Spannung ergibt breiteren Lichtbogen und damit höheren Verbrauch.) Geschmolzene Pulver weisen höheren Verbrauch als agglomerierte Pulver auf. Heliumhaltige Schutzgase ergeben Vorteile bei der Vermeidung von Poren und Bindefehlern Mischgase ergeben bei Stahl bessere mechanisch technologische Gütewerte und reduzierte Spritzerbildung im Vergleich zum Einsatz von Kohlendioxid Kohlendioxid ist wiederum billiger und hat bei entsprechender Einstellung einen bessern Einbrand 53
31 Energieverbrauch Im Vergleich zu Lohn- und Zusatzwerkstoffkosten sind Energiekosten bescheiden. Eine Berücksichtigung innerhalb einer Kalkulation ist dennoch notwendig. 54
32 Einschaltdauer Abgesehen von der genormten Einschaltdauer, wie sie dem Typenschild zu entnehmen ist, muss für eine Kalkulation die arbeitsbezogene Einschaltdauer geschätzt werden: Erfahrungswerte gehen von nachfolgenden ED aus: -Vollmechanische UP/MAG Anlagen : % - Durchlaufende lange Nähte z.b. Rundund Längsnähte im Stahlbau ( E) : bis 50 % -Mittlere Nahtlänge (Stutzen, Flansche) (E) : bis 35 % - Kurze Nähte oder bei erschwerter Zugänglichkeit, Verfahren E : bis 20 % 55
33 Ermittlung Nahtquerschnitt und - gewicht 56
34 Fügegerechte Konstruktion Schweißnähte müssen gut zugänglich sein Möglichst gleiche Wanddicken vorsehen Stumpfnähte und Schweißen in Wannenlage vorsehen Empfohlene Schweißfugenformen beachten Auflagestellen für Spannpratzen vorsehen Anhäufungen von Schweißnähten und Nahtkreuzungen vermeiden 57
35 Prüfgerechte und halbzeuggerechte Konstruktion Flächen zum Aufsetzen des US- Prüfkopfes vorsehen Flächen als Auflagen für Röntgenfilme vorsehen Flächen für Härteprüfungen vorsehen Vollintegralbauweise mit Strangpressprofilen bevorzugen Nahtflankenvorbereitung und Schweißbadsicherung am Profil vorsehen Toleranzausgleich direkt am Profil vorsehen An Strangpressprofilen mechanische Bearbeitung vermeiden Große Freiheit in der Gestaltung nutzen 58
36 Werkstoffgerechte Konstruktion Werkstoffbeeinflussungen durch Schweißwärme beachten Heißrissempfindlich Legierungen vermeiden Auswahl der richtigen Draht-Gas-Kombination zur Vermeidung von Poren Größere Wärmeausdehnung des Aluminiums und CrNi Stählen gegenüber un- und niedrig legierten Stählen berücksichtigen Auf Mindestradien beim Biegen achten. 59
37 Steigende Komplexität + strengere Anforderungen (Stückzahl, Qualität) + Robotisierung => schrumpfendes Parameterfenster Unlegierter Stahl RYS, p0,2, TS R m high Hochfeste strength Stähle steels martensitic Martensitische steelsstähle Austenitische austenitic stainless Edelstähle steels medium Mittellegierte alloyed Stähle steels unalloyed Unlegierte steels Stähle - Parameter Fenster window + Quelle: Böhler Thyssen Welding 60
38 Strengere Anforderungen durch unterschiedliche Halbzeuge, Legierungen, Oberflächenzustände, Automation, etc. Aluminium Schweiß-Aufwand YS, TS Schweißen aller Halbzeuge high strength steels Schweißen von Extrusion martensitic steels und Blech Notwendig für optimierten Leichtbau austenitic Schweißen stainless von Guss- steels oder Schmiedeteilen medium Schweißen alloyed von steels Extrusionsteilen unalloyed Schweißen steels von Al-Blech - Parameter Fenster window + 61
39 Kostenbewusst Konstruieren Beanspruchungs-, Fertigungs- und Schweißgutmenge verringern. Maßhaltig vorbereiten und zusammenbauen. Qualität so gut wie notwendig Festlegung der Bewertungsgruppe bei geschweißten Konstruktionen im nicht geregelten Bereich. 62
40 Kosten reduzieren durch Verringern der Schweißgutmenge Anzahl der Schweißnähte klein halten. Nahtquerschnitte genau bemessen. Nahtlängen genau bemessen. Toleranzen der Kehlnahtabmessungen einengen. Tieferen Einbrand nutzen. DV-Naht statt V-Naht, wenn beidseitig zugänglich. Nahtöffnungswinkel verringern. Genauere Brennschnitte herstellen. Maßhaltiger zusammenbauen. 63
41 Schweißnahtvolumen bei unterschiedlichen a- Maßen a 2 : a 1 = 1 : 2 A 2 :A 1 =1:4 = in der Zeichnung angegebenes Schweißnahtmaß (z.b. 0,7 x t min ) = erforderliches Schweißnahtmaß (auf Grund der Statik) 64
42 Schweißnahtvolumen bei unterschiedlichen a- Maßen 65
43 Die richtige Nahtform wählen 66
44 HY - Naht 67
45 Qualität nicht so gut wie möglich, sondern so gut wie notwendig. 70
46 Einfluss der Bewertungsgruppen von Schweißverbindungen auf die Konstruktion, Fertigung und Kontrolle Tragfähigkeit Herstellung Kontrolle Kriterien für das Festigkeits- und Ermüdungsverhalten Unterschiedliche Berechnungswerte Zulässige Spannungen bei - Statischer Festigkeit - Ermüdung Unterschiedlicher Materialverbrauch Kriterien für die Herstellungsbedingungen Unterschiedliche Maßnahmen in der Fertigung zur Sicherung der Qualitäts- Merkmale Festlegung der Schweißerqualifizierung Kriterien für die Kontrolle Unterschiedlicher Umfang der Prüfungen Unterschiedliche Festlegung der äußeren und inneren Unregelmäßigkeiten Einfluss auf die Kosten für die Fertigung und dazugehörige Kontrolle der Schweißverbindungen 71
47 Bewertung von Stumpf- und Kehlnähten nach ISO
48 Bewertung von Stumpf- und Kehlnähten nach ISO
49 Das Verfahren bestimmt die Menge des Schweißgutes Lichtbogenhandschweißen WIG- Engspaltschweißen Elektroschlackeschweißen Unterpulverschweißen UP- Engspaltschweißen MSG- Engspaltschweißen Elektronenstrahlschweißen 74
50 Engspaltschweißen 75
51 WIG Orbitalschweißen mit offener Zange 76
52 Badsicherungen benutzen. 77
53 Mit oder ohne!? ungünstig günstig 78
54 Keramische Badsicherungen 79
55 Eingebaute Badsicherung 80
56 Empfehlungen für Fugenformen nach EN ISO
57 EN ISO Fugenformen für Stumpfnähte, einseitig geschweißt 82
58 Kostenfaktor. Fehler beim Schweißen. - Bindefehler - Schlackeneinschlüsse - Einbrandkerben - Kalt- und Heißrisse -Poren 83
59 Bindefehler 84
60 85
61 86
62 Nacharbeit reduzieren, Silikate, Schlacken und Spritzer. 87
63 Gute Schlackenentfernbarkeit 88
64 Oxidationsschutz durch die Schlacke 89
65 Die Wahl des Schweißschutzgases bestimmt den Oxidationsgrad der Oberfläche 90
66 Extreme Spritzerbildung führt zu sehr großer Nacharbeit 91
67 Unregelmäßigkeiten 92
68 Unregelmäßigkeiten 93
69 Unregelmäßigkeiten 94
70 Unregelmäßigkeiten 95
71 Einfache Bedienung von Schweißgeräten. 96
72 Verringerung der Zeiten für Nebentätigkeiten Verringern von Nebentätigkeiten Erreichbar durch - Optimale Schweißfolge beachten - Schweißpläne erstellen - Einfache Bedienung von Stromquellen - Fernregler, Leistungspot., Programmspeicher - Vorrichtungen zum Wenden und Spannen - Diese möglichst sinnvoll konzipieren - Verputzen verringern - Badsicherungen benutzen - Mischgase benutzen, Pulsend schweißen - Cu-Schienen, Pulverkissen, Keramikunterlage, Flachstahlbadsicherung, Al-Strangpressprofile - Elektroden und Pulver mit guter Schlackenentfernbarkeit verwenden - RR statt B, agglomerierte Pulver - Geeignete Hebevorrichtungen wählen - Krane, Hubtische - Guten Materialfluss gewährleisten - Innerbetrieblichen Transport separat 97
73 Wirtschaftlich MAG-Schweißen Gerätetechnik Drahtvorschubautomatik für Einfädeln des Drahtes Einschleichautomatik Gasnachströmzeit Freibrennautomatik Intervallsteuerung für Heftnähte Vorprogrammierung Drosseleinstellung für Dünn- u. Grobblech Kennlinien Grundwerkstoff und Drahtdurchmesser Pulsautomatik Einknopfbedienung durch Synergie-Steuerung Reproduzierbarkeit des Prozesses durch Hochleistungsprozessor Schutzgase Nahtaussehen und Einbrand Schlackebildung und Spritzer Erhöhung der Schweißgeschwindigkeit 98
74 Bauarten von MSG Schweißstromquellen (Quelle Fronius) MSG Stromquellen Konventionelle Stromquellen Transistor Stromquellen Stufengesteuerte Stromquellen Thyristor Stromquellen Transistor als veränderlicher Lastwiderstand Transistor als Schalter (getaktet) Quelle Fronius Analoge (längsgeregelte) Stromquelle Sekundärgetaktete Stromquelle Primärgetaktete Stromquelle (Inverter, Umrichter) 99
75 JOBMASTER Funktion (Quelle Fronius) integrierte Fernregelung digitale Parameteranzeige Parameterabruf Job - Abruf Quelle Fronius 100
76 Kostenreduzierung durch den Einsatz optimierter Schweißschutzgase. 101
77 Kostenfaktoren/m Schweißnaht, Deutschland Näherungsweise für Schweißung: MAG-Hand, Schutzgas M21 4,0% 4,0% 2,0% 4,0% 86,0% Arbeitskosten Zusatzwerkstoff Schweißgas Energie Maschinen 102
78 Wärmeleitfähigkeit[W/mK] Wärmeleitfähigkeit verschiedener Prozessgaskomponenten 16 Wärmeleitfähigkeit [W/mK] Kohlendioxid Wasserstoff Sauerstoff Helium Argon Temperatur [ C] 103
79 Schutzgase zum WIG-Schweißen von Nichtrostendem Stahl VARIGON H VARIGON He Argon Lichtbogentemperatur Wärmetransfer Schweißleistung 104
80 Einfluss der Prozessgaskomponenten auf das Benetzungsverhalten schlechte gute Benetzung Reduktion der Oberflächenspannung und Viskosität O 2 und CO 2 : durch Oxidation He : durch höhere Temperatur Vorwärmeffekt Dissoziation Rekombination CO 2 <=> CO + ½ O 2 endotherm exotherm Wärmeleitfähigkeit Wärmeübergangszahl λ He λ Ar α He α Ar
81 Lichtbogenarten beim MAG Schweißen Gilt für Massivdraht G3Si1, Ø 1,2 mm, Schutzgas ISO M21 (CORGON 18) Spannung [V] Rotierender Lichtbogen (nur Mischgas) Impulslichtbogen (nur Mischgas) Übergangsbereich Sprühlichtbogen (nur Mischgas) Kurzlichtbogen Übergangslichtbogen (Mischgas) Langlichtbogen (CO 2 ) v D [m/min] Strom [A] 106
82 Beispiel MAG- Handschweißung: Y-Naht an Baustahl, t = 5 mm, s = 1 mm, Steg = 2 mm, 60 V-Naht Vorbereitung Wurzel (KLB): 180 A Decklage (ILB): 250 A 17 V 27 V Gas: 12 l/min 12 l/min v D : 3 m/min 6 m/min v S : 30 cm/min 45 cm/min In allen Berechnungen identisch: Kosten für Arbeit (30 /h + 10% Gemeinkosten), Maschinen, Zusatzwerkstoff und Strom Optimierte Lösung 1: Alternatives Schweißgas M20, Reduktion der Nebenzeiten Optimierte Lösung 2: Alternatives heliumhaltiges Schweißgas M20, Reduktion der Nebenzeiten, höhere Schweißgeschwindigkeiten (je +3 cm/min) Schweißnahtkostenrechner auf 107
83 Kostenbetrachtung (7,43 /m Schweißnaht, Deutschland) Standardanwendung: MAG-Hand, Schweißgas M21* (CORGON 18) 8,0 7,43 Gaskosten: 5 /m³ 7,0 6,0 5,0 4,0 3,0 2,0 6,36 Nebenzeiten: 6 min Arbeitskosten Zusatzwerkstoff Schutzgas Energie Maschinen Gesamtkosten 1,0 0,0 0,22 0,33 0,11 0,41 Kosten in *ISO
84 Einfluss der Prozessgaszusammensetzung auf den MAG- Prozess und sein Ergebnis 109
85 Kostenbetrachtung (6,85 /m Schweißnaht, Deutschland) Optimierte Lösung 1: MAG- Hand, Schweißgas M20* ARC-10 CORGON 10) 8,0 7,0 6,0 5,0 5,81 6,81 Gaskosten: 5 /m³ Nebenzeiten: 5 min Ersparnis: 0,62 oder 8% Arbeitskosten Zusatzwerkstoff 4,0 3,0 2,0 Schutzgas Energie Maschinen Gesamtkosten 1,0 0,0 0,22 0,33 0,11 0,34 Kosten in *ISO
86 Einfluss der Prozessgaszusammensetzung auf den MAG- Prozess und sein Ergebnis 111
87 Kostenbetrachtung (6,75 /m Schweißnaht, Deutschland) Optimierte Lösung 2: MAG- Hand, Schweißgas M20* ArHeC-30/10 (CORGON 10He30) 8,0 7,0 6,0 5,0 4,0 3,0 2,0 1,0 0,0 5,01 0,22 0,61 0,10 0,33 Kosten in 6,27 Arbeitskosten Zusatzwerkstoff Schutzgas Energie Maschinen Gesamtkosten Gaskosten: 10 /m³ Nebenzeiten: 4 min Ersparnis: 1,16 oder 15% *ISO
88 Der Mensch ~ als Aufsichtsperson ~ als Schweißer Zugänglichkeit Schweißfolge Wahl des Verfahrens Gestaltung / Planung Güteprüfung Vorfertigung Werkstoffauswahl Können Nahtform Nahtanordnung Wärmebehandlung Raumbedarf Beweglichkeit Energiebedarf Schweißgerät Wollen Phantasie Handlichkeit Abschreibung Motivation Kraft zum Führen Herstellkosten Wartung Auslastung Verzinsung Handfertigkeit Gewissenhaftigkeit Ausdauer Einbrand Rüstzeiten Schweißzusätze Nebenzeiten Nacharbeit Fachkenntnis Größe Wanddicke Standort Anlernzeiten Position Stückzahl Abschmelzleistung Gesundheitsgefährdung Werkstück Schweißverfahren Quelle: Kalkulation und Wirtschaftlichkeit in der Schweißtechnik; DVS-Verlag; G. Aichele 118
89 Checkliste zum Kostensenken 1. Menge des Schweißgutes verringern 2. Hauptzeiten verringern 3. Neben und Rüstzeiten verringern 4. Energie und Verbrauchsstoffe nicht verschwenden 5. Qualität überwachen 119
90 Robotergestützte Produktion von Baggerkomponenten 172
91 Vollmechanisiertes Schweißen 173
92 Spezialbehälter - Schweißanlage Plasma und UP (Edelstahl-Fertigung) 174
93 175
94 LINFAST Optimierung MAG Tandem im Schiffbau Aker MTW Wismar - D- Projekt AkerKvaerner Philadelphia - USA - Projekt Start x Massiv Draht 1,2mm G3Si1 + CORGON He 30 (vor Ort) Schweißgeschwindigkeit 1,5m/min Freundliche Genehmigung Aker MTW Wismar 176
95 Optimale Schweißposition 177
96 178
97 179
98 180
99 181
100 Fazit / Zusammenfassung Gezielte und objektive Planung! (Intern oder mit externer Unterstützung) Wer zu spät kommt, den bestraft das Leben! (Frühzeitig planen) Bewußtsein schärfen, welche Investitionsaufwendungen anfallen. Nicht am falschen Ende sparen! (Schulung, vorbeugende Wartung) Bereit sein, neue Wege zu gehen! (Konstruktions-Verfahrensänderungen, Produktbereinigung) Produktionssteigerungsmaßnahmen! (Simulation,Programmierunterstützung,Hard-Softwareanpassungen) Nutzen von Förderprogrammen! (Beratungs- und Planungsunterstützungen) 209
101 Vielen Dank für Ihre Aufmerksamkeit. Jens Heimbokel Gelsenkirchen, 7. Oktober 2014 Kontakt: Fangdieckstraße Hamburg
Kostenrechnen und Kostensenken in der Schweißtechnik
 Aichele Spreitz Kostenrechnen und Kostensenken in der Schweißtechnik Handbuch zum Kalkulieren, wirtschaftlichen Konstruieren und Fertigen Inhaltsverzeichnis 1 Grundlagen des Kostenrechnens 1 1.1 Kostenrechnen
Aichele Spreitz Kostenrechnen und Kostensenken in der Schweißtechnik Handbuch zum Kalkulieren, wirtschaftlichen Konstruieren und Fertigen Inhaltsverzeichnis 1 Grundlagen des Kostenrechnens 1 1.1 Kostenrechnen
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Pressemitteilung 07/2011 pipetruck
 EWM-Gruppe auf der 3. SCHWEISSTEC 6. bis 9. Juni 2011 Neue Messe Stuttgart Halle 6, Stand 6411/6412 von EWM: automatisiertes MAG- Orbitalschweißen in WIG-Qualität Faktor 5 für Wurzel-, Füll- und Decklagen
EWM-Gruppe auf der 3. SCHWEISSTEC 6. bis 9. Juni 2011 Neue Messe Stuttgart Halle 6, Stand 6411/6412 von EWM: automatisiertes MAG- Orbitalschweißen in WIG-Qualität Faktor 5 für Wurzel-, Füll- und Decklagen
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Arbeitssicherheit beim Schweißen
 Arbeitssicherheit beim Schweißen Unten angeführte Sicherheitsvorschriften sind nicht vollständig und ersetzen nicht die gültigen gesetzlichen Bestimmungen! Sie dienen lediglich als Zusammenfassung und
Arbeitssicherheit beim Schweißen Unten angeführte Sicherheitsvorschriften sind nicht vollständig und ersetzen nicht die gültigen gesetzlichen Bestimmungen! Sie dienen lediglich als Zusammenfassung und
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Pressemitteilung. forcetig revolutioniert WIG-Schweißen
 forcetig revolutioniert WIG-Schweißen Neues patentiertes Fügeverfahren von EWM mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Geschwindigkeiten eröffnet bislang ungeahnte Dimensionen Mündersbach,
forcetig revolutioniert WIG-Schweißen Neues patentiertes Fügeverfahren von EWM mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Geschwindigkeiten eröffnet bislang ungeahnte Dimensionen Mündersbach,
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO
 SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
UNTERPULV UNTERPUL ER SCHWEISSEN
 UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
EN 1090-2 Korrosionsschutz. Was bedeutet das für uns????
 EN 1090-2 Korrosionsschutz Was bedeutet das für uns???? EN 1090-2 Korrosionssschutz WER HAT DEN ABSCHNITT KORROSIONSSCHUTZ SCHON GELESEN???? Protective Coatings EN 1090-2 Korrosionssschutz - Agenda Abschnitt
EN 1090-2 Korrosionsschutz Was bedeutet das für uns???? EN 1090-2 Korrosionssschutz WER HAT DEN ABSCHNITT KORROSIONSSCHUTZ SCHON GELESEN???? Protective Coatings EN 1090-2 Korrosionssschutz - Agenda Abschnitt
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
DDR-Standard SCHWEISSERPROFUNGEN. Grundprüfung von Handschweiße für das Schweißen von Stahl
 DK 6279052:658562 ~~te Derifo~~che Ri\fuUlik DDR-Standard SCHWEISSERPROFUNGEN Grundprüfung von Handschweiße für das Schweißen von Stahl November 979 TGl 2847/02 Gruppe 923082 ÜCHOBHOe licithtahjz[e c:aapnuutob
DK 6279052:658562 ~~te Derifo~~che Ri\fuUlik DDR-Standard SCHWEISSERPROFUNGEN Grundprüfung von Handschweiße für das Schweißen von Stahl November 979 TGl 2847/02 Gruppe 923082 ÜCHOBHOe licithtahjz[e c:aapnuutob
DIN EN ISO 9606-1:2013-12 Prüfung von Schweißern Bezeichnungsbeispiele
 DIN EN ISO 9606-1:2013-12 Prüfung von Schweißern Bezeichnungsbeispiele * ) Der Werkstoffübergang gehört nicht in die Bezeichnung; wird nur in der Prüfungsbescheinigung bei den Einzelheiten zum Prüfstück
DIN EN ISO 9606-1:2013-12 Prüfung von Schweißern Bezeichnungsbeispiele * ) Der Werkstoffübergang gehört nicht in die Bezeichnung; wird nur in der Prüfungsbescheinigung bei den Einzelheiten zum Prüfstück
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
DIX MEDD TWIN DOPPELDRAHT
 DIX MEDD TWIN DOPPELDRAHT Automatisiertes Hochleistungs-Schweißsystem mit nur einer Stromquelle Hamburg, März 2018 Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: Das ist das Doppeldraht- Hochleistungs-Schweißsystem
DIX MEDD TWIN DOPPELDRAHT Automatisiertes Hochleistungs-Schweißsystem mit nur einer Stromquelle Hamburg, März 2018 Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: Das ist das Doppeldraht- Hochleistungs-Schweißsystem
Kann Automatisierung für Losgrösse 1 wirtschaftlich sein?
 Kann Automatisierung für Losgrösse wirtschaftlich sein? conntronic Prozess- und Automatisierungstechnik GmbH Günther Reverchon Swissbau / Metallbau 00 Beispiel : Schweissen von Türklinken Türklinke: Eine
Kann Automatisierung für Losgrösse wirtschaftlich sein? conntronic Prozess- und Automatisierungstechnik GmbH Günther Reverchon Swissbau / Metallbau 00 Beispiel : Schweissen von Türklinken Türklinke: Eine
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Ausbessern von Schweißfehlern
 Schweißtechnische Lehr- und Versuchsanstalt SLV München M Niederlassung der GSI mbh Ausbessern von Schweißfehlern H. Hermanski Gliederungspunkte Erkennen von Schweißnahtunregelmäßigkeiten Beurteilung der
Schweißtechnische Lehr- und Versuchsanstalt SLV München M Niederlassung der GSI mbh Ausbessern von Schweißfehlern H. Hermanski Gliederungspunkte Erkennen von Schweißnahtunregelmäßigkeiten Beurteilung der
MAG-Schweißen mit Fülldrahtelektroden
 MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
Wechselstrom- MIG-Schweißen
 Wechselstrom- MIG-Schweißen MIG-Wechselstromschweißen - eine neue Verfahrensvariante zum Verbinden dünnwandiger Bauteile A. Lang Inhalt DC-MIG-Impulslichtbogen (Standard-Lichtbogen) AC-MIG-Lichtbogen Vorgänge
Wechselstrom- MIG-Schweißen MIG-Wechselstromschweißen - eine neue Verfahrensvariante zum Verbinden dünnwandiger Bauteile A. Lang Inhalt DC-MIG-Impulslichtbogen (Standard-Lichtbogen) AC-MIG-Lichtbogen Vorgänge
Schutzgas-Schweissen Ausgewählte Übersichtstabellen
 Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung
 Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung Dr. Heinrich Wietrzniok SMS group GmbH INDUSTRIEWORKSHOP Fraunhofer IPK Berlin 15. Mai 2016 1 Inhalte
Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung Dr. Heinrich Wietrzniok SMS group GmbH INDUSTRIEWORKSHOP Fraunhofer IPK Berlin 15. Mai 2016 1 Inhalte
TOPTIG. Neues Verfahren zum industriellen Roboterschweißen. www.airliquidewelding.com 2005-895
 TOPTIG Neues Verfahren zum industriellen Roboterschweißen 005-895 www.airliquidewelding.com TOPTIG: Grundlagen - Eigenschaf 005-895 AIR LIQUIDE Welding immer innovativ. Mit seinem auf Schweiß- und Schneidtechnik
TOPTIG Neues Verfahren zum industriellen Roboterschweißen 005-895 www.airliquidewelding.com TOPTIG: Grundlagen - Eigenschaf 005-895 AIR LIQUIDE Welding immer innovativ. Mit seinem auf Schweiß- und Schneidtechnik
2 - MIG/MAG Schweißen
 - MIG/MAG Schweißen SCHWEISSEN MIG/MAG MIG/MAG Brenner.................................................. ab 6 Zubehör.............................................................................. Trennmittel...................................................................
- MIG/MAG Schweißen SCHWEISSEN MIG/MAG MIG/MAG Brenner.................................................. ab 6 Zubehör.............................................................................. Trennmittel...................................................................
Pressemitteilung 03/2016
 Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber
Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
KALKULATIONSVERFAHREN
 KALKULATIONSVERFAHREN EINSTUFIGE DIVISIONSKALKULATION 1. Die Firma Plastic GmbH stellt eine Produktart her, für die Gesamtkosten für 2018 in Höhe von 450.000 angefallen sind. Die Ausbringungsmenge in dieser
KALKULATIONSVERFAHREN EINSTUFIGE DIVISIONSKALKULATION 1. Die Firma Plastic GmbH stellt eine Produktart her, für die Gesamtkosten für 2018 in Höhe von 450.000 angefallen sind. Die Ausbringungsmenge in dieser
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
CITOPULS III 320C CITOSTEEL III 320C
 CITOPULS III 320C CITOSTEEL III 320C Innovation und Leistung MIG/MAG Anlage mit integriertem Vorschub NEU www.oerlikon.de www.oerlikon-schweisstechnik.ch CITOPULS III 320C - CITOSTEEL III 320C Klein -
CITOPULS III 320C CITOSTEEL III 320C Innovation und Leistung MIG/MAG Anlage mit integriertem Vorschub NEU www.oerlikon.de www.oerlikon-schweisstechnik.ch CITOPULS III 320C - CITOSTEEL III 320C Klein -
WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster
 1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Schweißtechnik WIR MACHEN SIE ZU PROFIS!
 Schweißtechnik WIR MACHEN SIE ZU PROFIS! SCHWEISStechnik Modulübersicht Die Module sind Bestandteil der Lehrlingsausbildung und deren Inhalte mit dem aktuellen Bundesgesetzblatt I 148. Verordnung vom
Schweißtechnik WIR MACHEN SIE ZU PROFIS! SCHWEISStechnik Modulübersicht Die Module sind Bestandteil der Lehrlingsausbildung und deren Inhalte mit dem aktuellen Bundesgesetzblatt I 148. Verordnung vom
The Joy of Welding Around the World
 The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG?
 SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG? Autoren: Dipl.-Ing. Chr. Matz, Linde AG, Gases Division, BA MPG, Unterschleißheim ( 2008) Dipl.-Ing. F. Steller, Linde AG, Gases Division, Hamburg
SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG? Autoren: Dipl.-Ing. Chr. Matz, Linde AG, Gases Division, BA MPG, Unterschleißheim ( 2008) Dipl.-Ing. F. Steller, Linde AG, Gases Division, Hamburg
Expertenwissen: Schweißprozessgase Flammstrahlen Flammrichten Lichtbogen Handschweißen Duplex Stahl Plasmaschneiden
 www.gasandmore.com 13 - Flammstrahlen 14 - Flammrichten 15 - Lichtbogen Handschweißen 16 - Duplex Stahl 17 - Plasmaschneiden 18 - Schweißprozessgase Expertenwissen: Hier kaufen die Profis. Kurz erklärt.
www.gasandmore.com 13 - Flammstrahlen 14 - Flammrichten 15 - Lichtbogen Handschweißen 16 - Duplex Stahl 17 - Plasmaschneiden 18 - Schweißprozessgase Expertenwissen: Hier kaufen die Profis. Kurz erklärt.
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
MIG/MAG-Schweißen. MIG- bzw. MAG-Lichtbogentypen. Kurzlichtbogen - 15 bis 22 V - 150 Kurzschlüsse/min
 MIG/MAG-Schweißen MIG- bzw. MAG-Lichtbogentypen Kurzlichtbogen - 15 bis 22 V - 150 Kurzschlüsse/min Mischlichtbogen - 22 bis 28 V - Vermeiden Sie die Verwendung des Mischlichtbogens (Spritzer) Sprühlichtbogen
MIG/MAG-Schweißen MIG- bzw. MAG-Lichtbogentypen Kurzlichtbogen - 15 bis 22 V - 150 Kurzschlüsse/min Mischlichtbogen - 22 bis 28 V - Vermeiden Sie die Verwendung des Mischlichtbogens (Spritzer) Sprühlichtbogen
Übung 1. Aufgabe/ Auftrag 1. Rohmaße zur Kontrolle messen 2. Beidseitig die Linien für die Schweißnähte
 Übung 1 30 8 30 8 30 8 30 60 XXX 165 Maßtoleranz ±1 Aufgabe/ Auftrag 1. Rohmaße zur Kontrolle messen 2. Beidseitig die Linien für die Schweißnähte anreißen 3. Schweißmaschine in Betrieb nehmen und Schweißstrom
Übung 1 30 8 30 8 30 8 30 60 XXX 165 Maßtoleranz ±1 Aufgabe/ Auftrag 1. Rohmaße zur Kontrolle messen 2. Beidseitig die Linien für die Schweißnähte anreißen 3. Schweißmaschine in Betrieb nehmen und Schweißstrom
Innovative Schweißprozesse
 Innovative Schweißprozesse STT TM und Rapid X TM www.lincolnelectric.eu Schweißspannung Lincoln Electric Deutschland Übersicht MSG-Lichtbogenarten Rapid Arc TM & RapidX TM Impulslichtbogen STT Sprühlichtbogen
Innovative Schweißprozesse STT TM und Rapid X TM www.lincolnelectric.eu Schweißspannung Lincoln Electric Deutschland Übersicht MSG-Lichtbogenarten Rapid Arc TM & RapidX TM Impulslichtbogen STT Sprühlichtbogen
Praxisseminar September 2011
 Praxisseminar September 2011 Agenda 22.September 2011, Reiz GmbH 8:30 Uhr Begrüßung durch Ralf Schiller 8:40 Uhr Rundgang durch die Firma Reiz 8:50 Uhr Beginn Theorie, Vortrag WIG Verfahrensvarianten 9:45
Praxisseminar September 2011 Agenda 22.September 2011, Reiz GmbH 8:30 Uhr Begrüßung durch Ralf Schiller 8:40 Uhr Rundgang durch die Firma Reiz 8:50 Uhr Beginn Theorie, Vortrag WIG Verfahrensvarianten 9:45
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
Schweißen & Schneiden auf den Punkt gebracht. WIG-Schweißen. Standard oder high-tech
 Schweißen & Schneiden auf den Punkt gebracht. WIG-Schweißen. Standard oder high-tech Ein Schweißverfahren für fast alle Werkstoffe WIG-Schweißen ist ein nahezu universelles Verfahren. Die breite Palette
Schweißen & Schneiden auf den Punkt gebracht. WIG-Schweißen. Standard oder high-tech Ein Schweißverfahren für fast alle Werkstoffe WIG-Schweißen ist ein nahezu universelles Verfahren. Die breite Palette
Qualifizierung / Fortbildung
 Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
Treffsichere Schweißlösungen. Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen
 Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Pressemitteilung 02/2012. Schweißtechnologie der Zukunft
 Schweißtechnologie der Zukunft forcearc -Innovation zum zielgerichteten Fügen Unglaublich sparsam, in hohem Maße sicher Mündersbach, 23. Januar 2012. Vermieten von Turmkranen ist seit über 20 Jahren das
Schweißtechnologie der Zukunft forcearc -Innovation zum zielgerichteten Fügen Unglaublich sparsam, in hohem Maße sicher Mündersbach, 23. Januar 2012. Vermieten von Turmkranen ist seit über 20 Jahren das
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
Teilkostenrechnung. ( Finanzbuchhaltung; bestimmt durch steuerliche Vorschriften; externes Rechnungswesen)
") 1 Teilkostenrechnung 1 Kostenrechnung als Instrument des betrieblichen Controllings Controlling (Internes Rechnungswesen) Das interne Rechnungswesen als Führungssubsystem befasst sich mit Beschaffung,
1 Teilkostenrechnung 1 Kostenrechnung als Instrument des betrieblichen Controllings Controlling (Internes Rechnungswesen) Das interne Rechnungswesen als Führungssubsystem befasst sich mit Beschaffung,
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Expertenwissen: Schweißzusatz Luftzerlegung Gasschweißen Flammwärmen Feinkornbaustähle Titanwerkstoffe
 www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
Hochleistungsschweißen auch in PC Zwangslage
 Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
Grundlagen einer ordentlichen Preiskalkulation
 Grundlagen einer ordentlichen Preiskalkulation Grundlagen einer ordentlichen Preiskalkulation Grundlagen einer ordentlichen Preiskalkulation Verständliche Erläuterungen und praktische Hilfen Vortrag von
Grundlagen einer ordentlichen Preiskalkulation Grundlagen einer ordentlichen Preiskalkulation Grundlagen einer ordentlichen Preiskalkulation Verständliche Erläuterungen und praktische Hilfen Vortrag von
Kosten- und Leistungsrechnung
 HELMUTH JOST Kosten- und Leistungsrechnung Praxisorientierte Darstellung 7, aktualisierte Auflage LEHRBUCH Inhaltsverzeichnis I. Einführung 17 II. Die Aufgaben der Kosten- und Leistungsrechnung 19 111.
HELMUTH JOST Kosten- und Leistungsrechnung Praxisorientierte Darstellung 7, aktualisierte Auflage LEHRBUCH Inhaltsverzeichnis I. Einführung 17 II. Die Aufgaben der Kosten- und Leistungsrechnung 19 111.
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert
 Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Wirtschaftlichkeitsfragen. der. praktischen Schweißtechnik
 Wirtschaftlichkeitsfragen der praktischen Schweißtechnik 1N HALT8VE RZE ICH N 18 1. Möglichkeiten der Leistungssteigerung 2. Schweißgerechte Konstruktion 2.1. Schweißangaben in der Zeichnung 2.2. Wahl
Wirtschaftlichkeitsfragen der praktischen Schweißtechnik 1N HALT8VE RZE ICH N 18 1. Möglichkeiten der Leistungssteigerung 2. Schweißgerechte Konstruktion 2.1. Schweißangaben in der Zeichnung 2.2. Wahl
Profi-Wissen. WIG-Schweißen. Profi-Wissen. Gasdüse Schutzgas Wolfram-Elektrode Lichtbogen Grundwerkstoff 10/10.9. Aufgeschmolzene Zone.
 10 INFO E/D/E WIG-Schweißen Systemerläuterung Beim WIG-Verfahren (WIG = Wolfram-Inert-Gas) brennt der elektrische Lichtbogen zwischen der nicht abschmelzenden Wolfram-Elektrode und dem Werkstück. Der Lichtbogen
10 INFO E/D/E WIG-Schweißen Systemerläuterung Beim WIG-Verfahren (WIG = Wolfram-Inert-Gas) brennt der elektrische Lichtbogen zwischen der nicht abschmelzenden Wolfram-Elektrode und dem Werkstück. Der Lichtbogen
Schweissen Was war nochmal der Unterschied?
 Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen.
 Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
DEUTSCHER SCHRAUBENVERBAND e.v. Technische Lieferbedingung für Schraubenstähle mit erhöhten Anforderungen
 Stand 1205 Seite 1/5 Allgemeines Die nachfolgenden technischen Lieferbedingungen (TL) wurden von den Mitgliedsfirmen des DSV zusammengestellt. Sie sollen mittelfristig zu einer Sortenverringerung der eingesetzten
Stand 1205 Seite 1/5 Allgemeines Die nachfolgenden technischen Lieferbedingungen (TL) wurden von den Mitgliedsfirmen des DSV zusammengestellt. Sie sollen mittelfristig zu einer Sortenverringerung der eingesetzten
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen
 Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Einstieg in professionelle MIG/MAG-Impulstechnik. Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM
 Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Grundlagen der Kalkulation
 Betriebliche Ausbildung im Garten- und Landschaftsbau Ausbildungsbetrieb Karl Mustermann GmbH Grundlagen der Kalkulation Ausbildungsrahmenplan für die Berufsausbildung zum Gärtner/zur Gärtnerin für die
Betriebliche Ausbildung im Garten- und Landschaftsbau Ausbildungsbetrieb Karl Mustermann GmbH Grundlagen der Kalkulation Ausbildungsrahmenplan für die Berufsausbildung zum Gärtner/zur Gärtnerin für die
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Schweißfittings. RO-FI Ihr starker Partner in Sachen Edelstahl. Zuverlässig durch Qualitätsmanagement - ISO 9001 STAINLESS STEEL
 STAINLESS STEEL Schweißfittings Zuverlässigkeit durch Qualitätsmanagement Reliability by quality management Zuverlässig durch Qualitätsmanagement - ISO 9001 Maße in mm 1 Anwendungsbereich Diese Norm ist
STAINLESS STEEL Schweißfittings Zuverlässigkeit durch Qualitätsmanagement Reliability by quality management Zuverlässig durch Qualitätsmanagement - ISO 9001 Maße in mm 1 Anwendungsbereich Diese Norm ist
Tril1mich. Welz. Bolzenschweißen. Grundlagen und Anwendung
 Tril1mich. Welz Bolzenschweißen Grundlagen und Anwendung Vorwort Zur Geschichte des Bolzenschweißens 1 Einführung 3 2 Verfahren zum Lichtbogenbolzenschweißen 5 2.1 Bolzenschweißen mit Hubzündung 5 2.2
Tril1mich. Welz Bolzenschweißen Grundlagen und Anwendung Vorwort Zur Geschichte des Bolzenschweißens 1 Einführung 3 2 Verfahren zum Lichtbogenbolzenschweißen 5 2.1 Bolzenschweißen mit Hubzündung 5 2.2
6.3 Voll- und Teilkosten in der Periodenerfolgsrechnung
 6.3 Voll- und Teilkosten in der Periodenerfolgsrechnung Viele Unternehmen unterscheiden sowohl in der Kostenrechnung als auch in der Ergebnisrechnung zwischen variablen und fixen Kosten. Daher besteht
6.3 Voll- und Teilkosten in der Periodenerfolgsrechnung Viele Unternehmen unterscheiden sowohl in der Kostenrechnung als auch in der Ergebnisrechnung zwischen variablen und fixen Kosten. Daher besteht
Moderne Schweißverfahren im Großrohrleitungsbau Fortbildung für Schweißaufsichtspersonen 1
 Moderne Schweißverfahren im Großrohrleitungsbau 22.10.2013 Fortbildung für Schweißaufsichtspersonen 1 Agenda Einleitung Gründe für den Einsatz von mechanisierten Schweißverfahren im Großrohrleitungsbau
Moderne Schweißverfahren im Großrohrleitungsbau 22.10.2013 Fortbildung für Schweißaufsichtspersonen 1 Agenda Einleitung Gründe für den Einsatz von mechanisierten Schweißverfahren im Großrohrleitungsbau
Regeln Regel n für di ür e di Nutzen ges tzen ges ltun tun Sven N ehrd r ic i h Jenaer aer L eit ei er t p er lat l t at en Gm G b m H www.jlp.
 Regeln für die Nutzengestaltung Sven Nehrdich Jenaer Leiterplatten GmbH www.jlp.de Seite 1 Aktuelle Eckdaten Standardleiterplatten von 1 bis 24 Lagen mit allen Marktüblichen Oberflächen mehrlagige Starr/Flexible
Regeln für die Nutzengestaltung Sven Nehrdich Jenaer Leiterplatten GmbH www.jlp.de Seite 1 Aktuelle Eckdaten Standardleiterplatten von 1 bis 24 Lagen mit allen Marktüblichen Oberflächen mehrlagige Starr/Flexible
Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß ADR
 Prüfstelle Bericht Nr.: Fassung: Datum der Prüfung: Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß 6.8.2.1.23 ADR für festverbundene Tanks, Aufsetztanks, Tankcontainern, Tankwechselaufbauten
Prüfstelle Bericht Nr.: Fassung: Datum der Prüfung: Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß 6.8.2.1.23 ADR für festverbundene Tanks, Aufsetztanks, Tankcontainern, Tankwechselaufbauten
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
EWM präsentiert Systemangebot rund um das Schweißen und Schneiden sowie innovative Lösungen zum Verschleißschutz
 EWM-Gruppe auf der Agritechnica 12. bis 16. November 2013 Messegelände Hannover Halle 02, Stand D27 Effizientes Schweißen in der Landtechnik EWM präsentiert Systemangebot rund um das Schweißen und Schneiden
EWM-Gruppe auf der Agritechnica 12. bis 16. November 2013 Messegelände Hannover Halle 02, Stand D27 Effizientes Schweißen in der Landtechnik EWM präsentiert Systemangebot rund um das Schweißen und Schneiden
Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik
 Ein neuer Prozess in der Fügetechnik") Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik Dipl.-Ing. Jürgen Bruckner Fronius International GmbH Sparte Schweißtechnik Günter Fronius Straße 1 4600 Wels-Thalheim, Austria CMT - Prozess
Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik Dipl.-Ing. Jürgen Bruckner Fronius International GmbH Sparte Schweißtechnik Günter Fronius Straße 1 4600 Wels-Thalheim, Austria CMT - Prozess
8.2.3 ÜBUNGEN SCHWEIßBAUGRUPPE "ZYLINDERROHR" Erzeugen der Hauptbaugruppe "Zylinderrohr-Gesamt"
 8.2.3 ÜBUNGEN SCHWEIßBAUGRUPPE "ZYLINDERROHR" In der nachfolgenden Übung soll ein Zylinderrohr entsprechend der nebenstehenden Abbildung als Schweißbaugruppe erzeugt werden. Falls gewünscht, kann für die
8.2.3 ÜBUNGEN SCHWEIßBAUGRUPPE "ZYLINDERROHR" In der nachfolgenden Übung soll ein Zylinderrohr entsprechend der nebenstehenden Abbildung als Schweißbaugruppe erzeugt werden. Falls gewünscht, kann für die
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
Qualitätssicherung in der Schweißtechnik
 Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage