Pressemitteilung 03/2016
|
|
|
- Felix Hafner
- vor 6 Jahren
- Abrufe
Transkript


1 Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber aussagekräftigen Untersuchungen und verständlichen Erklärungen die eindeutigen Vorteile der neuen EWM Prozessvariante forcearc puls auf. Die patentierte* MSG-Prozessvariante schafft es, die Vorteile eines druckvollen, wärmeminimierten und wirtschaftlichen forcearc -Prozess mit den Vorteilen eines Impulsprozesses zu kombinieren und sorgt so für qualitativ beste und wirtschaftliche Ergebnisse. Wirtschaftliches und nachhaltiges Handeln ist der bewusste und schonende Umgang mit verfügbaren Ressourcen. Nachhaltigkeit in der Schweißtechnik verlangt die Einsparung von Energie, Rohstoffen, Emissionen aber auch von Schweißzeit und damit von Kosten. Diese Einsparungen können mit hochdynamischen, energiesparenden Stromquellen und innovativen Schweißprozessen erreicht werden. Hier setzt die Idee der neuen Prozessvariante forcearc puls an. Moderne Prozessvarianten Mit der Einführung digital geregelter Inverterstromquellen bestand auch die Möglichkeit, beliebige Schweißprozessabläufe zu generieren. Dort wo früher analoge, elektrische Bauteile zum Einsatz kamen, erfolgt die Steuer- und Regelung eines Schweißprozesses heute durch Mikroprozessortechnik und bietet damit quasi unendliche Möglichkeiten zum Prozessablauf und der Prozesssignalbehandlung. Aufgrund dieser technischen Möglichkeiten finden sich am Markt viele unterschiedliche Schweißprozesse mit speziellen Eigenschaften für die unterschiedlichen Leistungsbereiche (Kurz-, Übergangs-, Sprüh- und Seite 1 von 11
2 Impulslichtbogen). Eine hervorragende Übersicht findet sich anwenderfreundlich aufbereitet im DVS Merkblatt 0973 Übersicht der Prozessregelvarianten des MSG-Schweißens [1] mit zugehörigem Beiblatt mit tabellarischer Übersicht der Prozessvarianten [2]. Verfahrensvariante forcearc puls Im Laufe der ständigen Weiterentwicklung von Soft- und Hardware kommt es immer wieder vor, dass sich neuartige Schweißprozessvarianten für bestimmte Werkstoffe und Einsatzbereiche als besonders geeignet zeigen. So auch geschehen mit der Entwicklung des forcearc puls -Lichtbogens. Im Zuge der Entwicklung wurde viel Wert auf einen Einsatzbereich für unterschiedliche Werkstoffe gelegt. So zeigen sich die Vorteile vom einfachen, unlegierten Baustahl über hochfeste Feinkornbaustähle bis hin zu korrosions- und hitzebeständigen, hochlegierten Werkstoffen. Der forcearc puls ist die konsequente Weiterentwicklung des lange bekannten und erfolgreich eingesetzten forcearc -Lichtbogens in Kombination mit den Vorteilen eines Impulslichtbogens. Folgende Eigenschaften und Vorteile sind besonders erwähnenswert: Äußerst einfaches Handling und kurze Einarbeitungszeit für den Schweißer Sehr gute, saubere und gleichmäßige Schweißnahtoberfläche Die Schweißgeschwindigkeit kann durch ein deutlich verbessertes Benetzungsverhalten erhöht werden Die Gefahr von Flankenbindefehlern sinkt durch gezielt eingestellte Lichtbogenbreite Verringerte Wärmeeinbringung und deutliche Reduzierung der Anlauffarben Eine geringere Wärmeeinbringung führt zu weniger Verzug der Bauteile Seite 2 von 11
3 Spritzerfreier Lichtbogen mit absolut konstantem Lichtbogen egal bei welchem Stickout forcearc puls bildet eine sehr symmetrische Kehlnaht, was zum Erreichen des maximal möglichen a-maß bei gegebener Abschmelzleistung die Voraussetzung ist. Durch diese Eigenschaft wird im Vergleich zu einem Standard-Impulsprozess ein um 20 Prozent höheres a-maß erreicht. Im Umkehrschluss bedeutet dies, dass bei identischem a-maß eine höhere Schweißgeschwindigkeit möglich ist forcearc puls erreicht eine höhere Einbrandtiefe als ein Impulsprozess, was konstruktiv günstiger für die Festigkeit einer Verbindung ist und Sicherheit beim Einsatz des Verfahrens gibt Alle Vorteile des forcearc puls steigen mit höherer Abschmelzleistung Auch bei längeren Stickouts wird ein geforderter Mindesteinbrand (Erfassung des Wurzelfußpunktes) gewährleistet Insgesamt sind durch die Addition der Vorteile erhebliche Kosteneinsparungen in Form von Lohnkosten, Arbeitszeit, Material-, Schutzgas- und Energieverbrauch zu erreichen Moderne Lichtbögen im Vergleich Moderne Lichtbögen entspringen nicht dem Zufall, sondern können heute mit Hilfe präziser Mess- und Kameratechnik und den Möglichkeiten in der Parametrierung der digitalen Inverterstromquellen gezielt eingestellt werden und das für jedes Schutzgas und jeden Werkstoff speziell. Dem ambitionierten und von Pioniergeist ausgestatteten Anwender stellt sich nun die Frage: Wo liegen denn konkret die Unterschiede zu anderen Lichtbogenarten und wie leiten sich hieraus die bereits diskutierten Vorteile ab? Seite 3 von 11
4 In den Bildern 1 bis 3 sind drei unterschiedliche Lichtbögen gegenübergestellt. Die Voraussetzung bei der Erstellung der Bilder ist identisch. Alle Aufnahmen wurden an einem Linearfahrwerk mit fest eingespanntem Schweißbrenner aufgenommen. Angepasst wurde lediglich der Schweißprozess. Die Bilder 1 bis 3 zeigen ein einzelnes Bild einer Hochgeschwindigkeitsaufnahme. Schweißbrenner, Kamera und Gegenlicht sind in einer Achse exakt ausgerichtet. Das Blech ist auf einem Verfahrtisch gespannt, der in unterschiedlichen Schweißgeschwindigkeiten bewegt werden kann. Die Bilder zeigen immer das freie Drahtende und den Lichtbogenansatz am Drahtende und auf dem Blech. Im Vergleich von Bild 1 und Bild 2 wird sichtbar, dass der Lichtbogenansatz am Drahtende unter Verwendung des forcearc puls etwas höher ansetzt als der forcearc -Lichtbogen. forcearc ist definiert als, kurzer, druckvoller und wärmeminimierter Lichtbogen mit enormen Einbrand und Schmelzbaddruck. Bedingt durch den etwas höheren Ansatzpunkt wird die Lichtbogenausbildung etwas breiter, jedoch immer noch klar definiert. Das Ergebnis dieser Kombination sorgt für sicheres und gleichzeitig schnelles Erfassen der Nahtflanken. Die Gefahr von Bindefehlern sinkt erheblich. Die Tropfenkette ist zentrisch und gleichmäßig, was zu einer kontinuierlichen Benetzung und einem sauberen Nahtbild führt. Im Vergleich zu einem Standard-Impuls- Prozess, s. Bild 3, sorgt der definierte forcearc puls -Lichtbogen für einen erhöhten Einbrand und damit zu deutlich mehr Sicherheit beim Erfassen des Wurzelfußpunktes als ein Standard-Impulsprozess. Der Anspruch während der Entwicklungsphase war klar definiert: Nimm die Vorteile des forcearc -Verfahrens, kombiniere diese Vorteile sinnvoll und über den gesamten Leistungsbereich mit den Vorteilen eines Impuls-Verfahrens und forme daraus einen neuen Lichtbogen forcearc puls! Seite 4 von 11
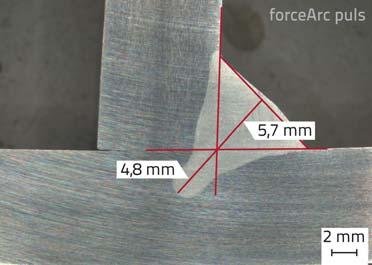
5 Versuche an hochlegierten Stählen Zur Qualifizierung des forcearc puls wurden vollmechanische Versuche an einem Schweißroboter durchgeführt. Hierbei wurden unterschiedliche Blechdicken als Kehlnaht im T-Stoß in Schweißposition PB einlagig geschweißt. Jede der verwendeten Blechdicken wurde mit den Verfahren Impuls, forcearc und forcearc puls geschweißt. Für die Versuche wurden für die drei Prozesse die gleiche maximale beherrschbare Abschmelzleistung (DV) bei allen Blechdicken eingestellt. Die Schweißgeschwindigkeit wurde über alle Prozesse immer gleich gehalten, womit immer das gleiche theoretische a-maß erreicht werden kann. Als Grundwerkstoff für die Versuche kam der Werkstoff (X5CrNi18-10) zum Einsatz, der als austenitischer Werkstoff bei allen Standard-Anwendungen im Bereich des einfachen Korrosionsschutzes unter atmosphärischen Bedingungen zum Einsatz kommt. Als Schweißzusatzwerkstoff bietet sich bei verwendetem Grundwerkstoff ein (X1CrNi19-9) an, der hier im Ø 1,2mm unter M12-ArC-2,5 verschweißt wurde. Zum Vergleich wurden die folgenden Kennwerte bei der Bewertung und für den Vergleich der Prozesse herangezogen: a-maß Einbrandtiefe Anlauffarben Im Beitrag dargestellt sind exemplarisch die Schweißergebnisse bei einer Blechdicke von t = 10mm, geschweißt mit einem Drahtvorschub von 13 m/min. Seite 5 von 11
6 Bei identischen Voraussetzungen erreicht der forcearc puls Lichtbogen eine um 0,8 mm gesteigerte Einbrandtiefe bei absolut symmetrischem a-maß unter Verwendung eines hochlegierten Stahles. Der Lichtbogen ist in der Kehle ausgesprochen gut beherrschbar und hat ein hervorragendes Benetzungsverhalten, was zusammen zu einem deutlich leichteren Handling für den Schweißer beim manuellen Schweißen, aber auch für die Ein- und Ausrichtung des Brenners beim vollmechanisierten Schweißen führt. Der Vergleich der Bilder 4 bis 8 lässt folgende Aussage zu: forcearc puls hat im oberen Leistungsbereich eine bis zu 15 Prozent niedrigere Wärmeeinbringung im Vergleich zu Impuls. Das führt zu weniger Anlaufarben, weniger Verzug und verminderten Spannungen im Bauteil (s. Bilder 7 und 8). forcearc puls bildet eine symmetrische Kehlnaht. Das ist die Voraussetzung zum Erreichen des maximalen a-maß bei gegebener Abschmelzleistung (DV). Dadurch wird im Vergleich zum Impuls ein um bis zu 20 Prozent höheres a-maß erreicht. Im Umkehrschluss bedeutet das, dass ein wie bei Impuls identisches a-maß mit einer bis zu 20 Prozent höheren Schweißgeschwindigkeit erreichbar wäre (s. Bild 9). forcearc puls erreicht eine höhere Einbrandtiefe bei symmetrischer Nahtausbildung, was konstruktiv günstiger für die Festigkeit der Verbindung ist (s. Bilder 4-6 und Bild 10). Durch das einfache und problemlose Handling und die gute Benetzung kann die Schweißgeschwindigkeit erhöht werden, was sich in der Sichtprüfung der Naht durch deutlich geringeren Verzug, kleinere Wärmeeinflusszonen und weniger Anlauffarben zeigt. Seite 6 von 11

7 Ausblick Schon heute ist die Lichtbogenvariante forcearc puls in vielen Unternehmen gesetzt! Der hierdurch gewonnene Wettbewerbsvorsprung in Qualität, Wirtschaftlichkeit und Know-How sichert Arbeitsplätze. Um diese Qualität zu wettbewerbsfähigen Konditionen auch in Zukunft im weltweiten Markt noch anbieten zu können, setzen schon heute viele Unternehmen in Deutschland, Europa und der Welt auf moderne MSG-Lichtbogenvarianten, Stromquellen und Zubehör von EWM. Neben der unangefochten hervorragenden Hardware macht die umfassende und auf jeden Kunden zugeschnittene Beratungstätigkeit für den Gesamtablauf der Fertigung, angefangen von der richtigen Auswahl der Schweißkomponenten über die Betrachtung des gesamten Systemaufbaus, der Beratung zur Auswahl von Grundund Zusatzwerkstoffen, dem Handling von Bauteilen und der eigentlichen Bedienung der Stromquellen bis hin zur serienreifen Fertigung den Mehrwert für Sie als Kunden aus! * Patent-Nr. EP B1 / EP B1 Abbildungen: Abb. 1: forcearc puls Seite 7 von 11


8 Abb. 2: forcearc Abb. 3: Impuls Abb. 4: Einbrandverhalten forcearc puls Seite 8 von 11




9 Abb. 5: Einbrandverhalten forcearc Abb. 6: Einbrandverhalten Impuls Abb. 7: Vergleich des Nahtaussehens und der Anlauffarben, Blech t = 10mm, DV = 13 m/min; links forcearc puls, Mitte forcearc, rechts Impuls magnetisiertes und entmagnetisiertes Rohr Abb. 8: Vergleich der Anlauffarben unterseitig; links forcearc puls, Mitte forcearc, rechts Impuls Seite 9 von 11




10 Abb. 9: Vergleich der Querschnittsflächen und dem daraus resultierenden maximalen a-maß Abb. 10: Kraftfluss über die Kehlnaht bei normalem Einbrand und Kraftfluss über die Kehlnaht bei tiefem Einbrand Seite 10 von 11
11 Quellenverzeichnis: [1] DVS Merkblatt 0973: Übersicht der Prozessregelvarianten des MSG- Schweißens, 2015, DVS e.v. [2] DVS Merkblatt 0973 Beiblatt 1: Tabellarische Übersicht der Prozessregelvarianten des MSG-Schweißens, 2015, DVS e.v. Über EWM: Die EWM AG ist der größte deutsche Hersteller und weltweit einer der bedeutendsten Anbieter von Lichtbogen-Schweißtechnik. Durch seine zahlreichen hochinnovativen Entwicklungen rund um das Schweißen ist das Unternehmen in der Branche und bei Anwendern als einer der wesentlichen Technologietreiber anerkannt. Dank des EWM-Leitmotivs BlueEvolution und dessen technologischer Weiterentwicklung Multimatrix sparen die Kunden Geld, sichern Arbeitsplätze, schonen die Umwelt und steigern so ihre Wettbewerbsfähigkeit. Zugleich können sie damit noch besser, sicherer, komfortabler und umweltfreundlicher schweißen. EWM liefert ein komplettes Systemangebot, das von Schweißgeräten mit allen erforderlichen Komponenten über Schweißbrenner bis hin zu Schweißzusatzwerkstoffen und schweißtechnischem Zubehör für manuelle und automatisierte Anwendungen reicht. Der Kunde hat damit einen einzigen Ansprechpartner, der die technologische Verantwortung für seinen gesamten Schweißprozess übernimmt. Rund 600 Mitarbeiter an elf deutschen und sechs internationalen Standorten der EWM-Gruppe sowie weltweit mehr als 400 Vertriebs- und Servicestützpunkte sorgen für eine flächendeckende Präsenz. Pressekontakt: Elke Witkop EWM AG Dr.-Günter-Henle-Str. 8 / Mündersbach / Deutschland Tel / elke.witkop@ewm-group.com Hochauflösende Bilder: Seite 11 von 11
Pressemitteilung 10/2016
 We are Welding Euroblech 2016 Die Welt des Schweißens erleben beim größten deutschen Hersteller von Lichtbogen-Schweißtechnik, der EWM AG Mündersbach, 01. August 2016 Das EWM-Leitmotiv Wir sind Schweißen
We are Welding Euroblech 2016 Die Welt des Schweißens erleben beim größten deutschen Hersteller von Lichtbogen-Schweißtechnik, der EWM AG Mündersbach, 01. August 2016 Das EWM-Leitmotiv Wir sind Schweißen
Pressemitteilung 11/2015
 Qualitätssteigerung bei niedrigen Kosten Famet setzt mehr als 100 Schweißgeräte von EWM ein und schätzt deren Zuverlässigkeit und Leistungsstärke Mündersbach, 09. Juli 2015 Die Fabryka Aparatury i Urządzeń
Qualitätssteigerung bei niedrigen Kosten Famet setzt mehr als 100 Schweißgeräte von EWM ein und schätzt deren Zuverlässigkeit und Leistungsstärke Mündersbach, 09. Juli 2015 Die Fabryka Aparatury i Urządzeń
Einfach zertifiziert mit dem WPQR-Paket von EWM
 Einfach zertifiziert mit dem WPQR-Paket von EWM Ob Zertifizierung nach Standardschweißverfahren oder nach qualifizierten Schweißzusatzwerkstoffen: Das WPQR-Paket von EWM liefert stets die richtige WPS
Einfach zertifiziert mit dem WPQR-Paket von EWM Ob Zertifizierung nach Standardschweißverfahren oder nach qualifizierten Schweißzusatzwerkstoffen: Das WPQR-Paket von EWM liefert stets die richtige WPS
Einstieg in professionelle MIG/MAG-Impulstechnik. Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM
 Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
ewm Xnet Welding-4.0-Schweißmanagement mit digitaler Bauteileverwaltung Vernetzt von Büro bis Werkstück
 ewm Xnet Welding-4.0-Schweißmanagement mit digitaler Bauteileverwaltung Vernetzt von Büro bis Werkstück Mit ihrem innovativen Welding-4.0-Schweißmanagement-System ewm Xnet bringt die EWM AG den Mehrwert
ewm Xnet Welding-4.0-Schweißmanagement mit digitaler Bauteileverwaltung Vernetzt von Büro bis Werkstück Mit ihrem innovativen Welding-4.0-Schweißmanagement-System ewm Xnet bringt die EWM AG den Mehrwert
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
ewm maxsolution Innovations- und Technologieberatung Fügen und Trennen /// simply more
 ewm maxsolution Innovations- und Technologieberatung Fügen und Trennen /// simply more ewm maxsolution Die Summe unserer gemeinsamen Erfahrungen, der Start Ihrer Erfolgsoffensive. Kapazitäten erweitern,
ewm maxsolution Innovations- und Technologieberatung Fügen und Trennen /// simply more ewm maxsolution Die Summe unserer gemeinsamen Erfahrungen, der Start Ihrer Erfolgsoffensive. Kapazitäten erweitern,
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert
 Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm
 tigspeed - Mehr als nur ein TIG schneller Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm Mündersbach, 23. April 2013 Sind qualitativ hochwertige Nähte
tigspeed - Mehr als nur ein TIG schneller Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm Mündersbach, 23. April 2013 Sind qualitativ hochwertige Nähte
ColdArc, ForceArc új dimenzók a hegesztésben
 ColdArc, ForceArc új dimenzók a hegesztésben EWM-coldArc Energiereduzierter Kurzlichtbogen Prinzip wärmeminimierter coldarc Phase 1 Lichtbogen brennt Phase 2 Kurzschluss Phase 3 Kurzschlussauflösung und
ColdArc, ForceArc új dimenzók a hegesztésben EWM-coldArc Energiereduzierter Kurzlichtbogen Prinzip wärmeminimierter coldarc Phase 1 Lichtbogen brennt Phase 2 Kurzschluss Phase 3 Kurzschlussauflösung und
Pressemitteilung. forcetig revolutioniert WIG-Schweißen
 forcetig revolutioniert WIG-Schweißen Neues patentiertes Fügeverfahren von EWM mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Geschwindigkeiten eröffnet bislang ungeahnte Dimensionen Mündersbach,
forcetig revolutioniert WIG-Schweißen Neues patentiertes Fügeverfahren von EWM mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Geschwindigkeiten eröffnet bislang ungeahnte Dimensionen Mündersbach,
Blue Evolution. Die Nachhaltigkeitsinitiative von den Entdeckern des Code des Schweißens. Geld sparen. Arbeitsplätze sichern.
 /// www.ewm-group.com Geld sparen Welches Gerät für welches Verfahren? Die Markierungen unten zeigen, welches Gerät zu Ihren Anforderungen passt. Mehr Auswahl unter www.ewm-group.com Arbeitsplätze sichern
/// www.ewm-group.com Geld sparen Welches Gerät für welches Verfahren? Die Markierungen unten zeigen, welches Gerät zu Ihren Anforderungen passt. Mehr Auswahl unter www.ewm-group.com Arbeitsplätze sichern
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster
 1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
EWM präsentiert Systemangebot rund um das Schweißen und Schneiden sowie innovative Lösungen zum Verschleißschutz
 EWM-Gruppe auf der Agritechnica 12. bis 16. November 2013 Messegelände Hannover Halle 02, Stand D27 Effizientes Schweißen in der Landtechnik EWM präsentiert Systemangebot rund um das Schweißen und Schneiden
EWM-Gruppe auf der Agritechnica 12. bis 16. November 2013 Messegelände Hannover Halle 02, Stand D27 Effizientes Schweißen in der Landtechnik EWM präsentiert Systemangebot rund um das Schweißen und Schneiden
Engspaltschweißen. Dickblechschweißen revolutioniert. Weld your way.
 Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik
 Ein neuer Prozess in der Fügetechnik") Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik Dipl.-Ing. Jürgen Bruckner Fronius International GmbH Sparte Schweißtechnik Günter Fronius Straße 1 4600 Wels-Thalheim, Austria CMT - Prozess
Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik Dipl.-Ing. Jürgen Bruckner Fronius International GmbH Sparte Schweißtechnik Günter Fronius Straße 1 4600 Wels-Thalheim, Austria CMT - Prozess
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
MAG-Schweißen mit Fülldrahtelektroden
 MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
Zeit und Geld sparen mit qualifizierten Schweißprozessen. Halle. Zertifizierung nach EN 1090 leicht gemacht!
 EN 1090 WPQR-Paket Zeit und Geld sparen mit qualifizierten Schweißprozessen Halle EN 1090 WPQR-Paket jetzt kostenlos! * * Beim Kauf eines entsprechenden Schweißgerätes. Weitere Informationen finden Sie
EN 1090 WPQR-Paket Zeit und Geld sparen mit qualifizierten Schweißprozessen Halle EN 1090 WPQR-Paket jetzt kostenlos! * * Beim Kauf eines entsprechenden Schweißgerätes. Weitere Informationen finden Sie
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
Neue Stahlbauvorschriften (DIN : ) und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen
 und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen") Neue Stahlbauvorschriften (DIN 18800-7:2002-09) und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen Dr.-Ing. Holger Günther Vorsitzender Landesverband Sachsen
Neue Stahlbauvorschriften (DIN 18800-7:2002-09) und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen Dr.-Ing. Holger Günther Vorsitzender Landesverband Sachsen
PraxisReport. Mesa spart dank EWM und forcearc puls 57% Arbeitszeit und damit erheblich Kosten
 PraxisReport MESA Metall-Stahlbau GmbH Mesa spart dank EWM und forcearc puls 57% Arbeitszeit und damit erheblich Kosten EWM unterstützt beim Einstieg in neue Geschäftsfelder Viele Aufträge würden wir gar
PraxisReport MESA Metall-Stahlbau GmbH Mesa spart dank EWM und forcearc puls 57% Arbeitszeit und damit erheblich Kosten EWM unterstützt beim Einstieg in neue Geschäftsfelder Viele Aufträge würden wir gar
Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung
 stellt die herkömmliche Nahtvorbereitung") Kemppi Oy Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung in Frage White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Die Reduzierung
Kemppi Oy Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung in Frage White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Die Reduzierung
PATENTIERT. Innovative EWM MIG/MAG-Schweißprozesse. Phoenix. forcearc. forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung.
 Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung forcearc rootarc Impuls superpuls Verfahrensumschaltung
Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung forcearc rootarc Impuls superpuls Verfahrensumschaltung
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
MAXXimieren Sie Ihre Produktivität
 Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
THE NEW DIMENSIONS OF WELDING. EWM-spotArc WIG-PUNKTSCHWEISSEN ... UND BLECHE SIND PERFEKT VERBUNDEN!
 THE NEW DIMENSIONS OF WELDING EWM-spotArc WIG-PUNKTSCHWEISSEN... UND BLECHE SIND PERFEKT VERBUNDEN! HIGHLIGHTS Universell einsetzbar durch die Möglichkeit mehrere Bleche oder auch Bleche mit unterschiedlicher
THE NEW DIMENSIONS OF WELDING EWM-spotArc WIG-PUNKTSCHWEISSEN... UND BLECHE SIND PERFEKT VERBUNDEN! HIGHLIGHTS Universell einsetzbar durch die Möglichkeit mehrere Bleche oder auch Bleche mit unterschiedlicher
Blue Evolution. Die Nachhaltigkeitsinitiative von den Entdeckern des Code des Schweißens. /// simply more
 Blue Evolution Die Nachhaltigkeitsinitiative von den Entdeckern des Code des Schweißens /// simply more Entfalten Sie Ihr volles Potential als Schweißer, Kostensparer und Klimaschützer mit BlueEvolution.
Blue Evolution Die Nachhaltigkeitsinitiative von den Entdeckern des Code des Schweißens /// simply more Entfalten Sie Ihr volles Potential als Schweißer, Kostensparer und Klimaschützer mit BlueEvolution.
Pressemitteilung 02/2012. Schweißtechnologie der Zukunft
 Schweißtechnologie der Zukunft forcearc -Innovation zum zielgerichteten Fügen Unglaublich sparsam, in hohem Maße sicher Mündersbach, 23. Januar 2012. Vermieten von Turmkranen ist seit über 20 Jahren das
Schweißtechnologie der Zukunft forcearc -Innovation zum zielgerichteten Fügen Unglaublich sparsam, in hohem Maße sicher Mündersbach, 23. Januar 2012. Vermieten von Turmkranen ist seit über 20 Jahren das
MIG/MAG Lichtbogenvarianten Pipe Solution, Root Arc, Force Arc
 MIG/MAG Lichtbogenvarianten Pipe Solution, Root Arc, Force Arc Digitale Stromquellen, wo liegt der Nutzen? Die Verfahrensvarianten Pipe Solution, Root Arc und Force Arc Ausblick in die Zukunft Rolf Marahrens,
MIG/MAG Lichtbogenvarianten Pipe Solution, Root Arc, Force Arc Digitale Stromquellen, wo liegt der Nutzen? Die Verfahrensvarianten Pipe Solution, Root Arc und Force Arc Ausblick in die Zukunft Rolf Marahrens,
THE NEW DIMENSIONS OF WELDING MIT FORCIERTER TECHNIK ZU KÜRZEREN FERTIGUNGSZEITEN UND MEHR QUALITÄT
 THE NEW DIMENSIONS OF WELDING EWM-forceArc MIT FORCIERTER TECHNIK ZU KÜRZEREN FERTIGUNGSZEITEN UND MEHR QUALITÄT Inhalt Kundenanforderungen Lichtbogenarten Unterschiede zum MSG Sprühlichtbogen Technische
THE NEW DIMENSIONS OF WELDING EWM-forceArc MIT FORCIERTER TECHNIK ZU KÜRZEREN FERTIGUNGSZEITEN UND MEHR QUALITÄT Inhalt Kundenanforderungen Lichtbogenarten Unterschiede zum MSG Sprühlichtbogen Technische
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
MARC. Hülsenschweißen mit magnetisch bewegtem Lichtbogen
 MARC Hülsenschweißen mit magnetisch bewegtem Lichtbogen MARC 1 Die innovative Lichtbogenschweißtechnik Verbinden von hülsenförmigen Schweißelementen bis M 12. Mit MARC 1 stellt HBS manuell zu bedienende
MARC Hülsenschweißen mit magnetisch bewegtem Lichtbogen MARC 1 Die innovative Lichtbogenschweißtechnik Verbinden von hülsenförmigen Schweißelementen bis M 12. Mit MARC 1 stellt HBS manuell zu bedienende
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl
 Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Entmagnetisieren von Bauteilen zum Prozesssicheren Schweißen in praktischer Anwendung
 2. Ilmenauer schweißtechn. Symposium 13.10.2015 / TU Ilmenau /// Perfection is the principle Entmagnetisieren von Bauteilen zum Prozesssicheren Schweißen in praktischer Anwendung Martin Hartke EWM AG 2015/10
2. Ilmenauer schweißtechn. Symposium 13.10.2015 / TU Ilmenau /// Perfection is the principle Entmagnetisieren von Bauteilen zum Prozesssicheren Schweißen in praktischer Anwendung Martin Hartke EWM AG 2015/10
Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT. forcearc. forcearc. forcearc. s u p e r P u l s Verfahrensumschaltung
 Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc c o l d A r c p i p e S o l u t i o n I m p u l s s u p e r P u l s Verfahrensumschaltung forcearc r o o t A r
Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc c o l d A r c p i p e S o l u t i o n I m p u l s s u p e r P u l s Verfahrensumschaltung forcearc r o o t A r
The Joy of Welding Around the World
 The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
Inhaltsverzeichnis. Vorwort
 Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Wie es begann... 1 1.2 Normung ist wichtig... 7 1.2.1 Einteilung der Schutzgasschweißverfahren... 7 1.3 Beschreibung des Metall-Schutzgasschweißens... 8
Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Wie es begann... 1 1.2 Normung ist wichtig... 7 1.2.1 Einteilung der Schutzgasschweißverfahren... 7 1.3 Beschreibung des Metall-Schutzgasschweißens... 8
Fügen und Bearbeiten von Chrom Nickel Stahl
 Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
DER NEUE TIGER DIGITAL TO GO!
 DER NEUE TIGER DIGITAL TO GO! 2 Der Maßstab für modernes WIG Schweißen HANDWERK Die mobile Lösung für alle Schweißaufgaben die im Handwerk täglich anfallen. Egal, ob sie Edelstahl, Aluminium, Stahl, Kupfer
DER NEUE TIGER DIGITAL TO GO! 2 Der Maßstab für modernes WIG Schweißen HANDWERK Die mobile Lösung für alle Schweißaufgaben die im Handwerk täglich anfallen. Egal, ob sie Edelstahl, Aluminium, Stahl, Kupfer
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Pressemitteilung 07/2011 pipetruck
 EWM-Gruppe auf der 3. SCHWEISSTEC 6. bis 9. Juni 2011 Neue Messe Stuttgart Halle 6, Stand 6411/6412 von EWM: automatisiertes MAG- Orbitalschweißen in WIG-Qualität Faktor 5 für Wurzel-, Füll- und Decklagen
EWM-Gruppe auf der 3. SCHWEISSTEC 6. bis 9. Juni 2011 Neue Messe Stuttgart Halle 6, Stand 6411/6412 von EWM: automatisiertes MAG- Orbitalschweißen in WIG-Qualität Faktor 5 für Wurzel-, Füll- und Decklagen
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Fügen und Bearbeiten von Chrom Nickel Stahl
 http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
QINEO BASIC. Die günstige Alternative für professionelles Handschweißen. Carl Cloos Schweißtechnik GmbH Industriestraße D Haiger
 BASIC Die günstige Alternative für professionelles Handschweißen Carl Cloos Schweißtechnik GmbH Industriestraße D-35708 Haiger Telefon +49 (0)2773 85-0 Telefax +49 (0)2773 85-275 E-Mail info@cloos.de www.cloos.de
BASIC Die günstige Alternative für professionelles Handschweißen Carl Cloos Schweißtechnik GmbH Industriestraße D-35708 Haiger Telefon +49 (0)2773 85-0 Telefax +49 (0)2773 85-275 E-Mail info@cloos.de www.cloos.de
QINEO BASIC. Die günstige Alternative für professionelles Handschweißen
 BASIC Die günstige Alternative für professionelles Handschweißen Immer wieder verändern Erfindungen die Welt. BASIC 2 Wir, die Carl Cloos Schweißtechnik GmbH in Haiger, gehören zu den Pionieren moderner
BASIC Die günstige Alternative für professionelles Handschweißen Immer wieder verändern Erfindungen die Welt. BASIC 2 Wir, die Carl Cloos Schweißtechnik GmbH in Haiger, gehören zu den Pionieren moderner
Hyper MIG. Wire speed. DPS Plus-3 Hyper MIG Bedieneinheit. Nutzbarer Bereich
 Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
5. Rostocker Schweißtage. Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH 5. Rostocker Schweißtage Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen Autoren: Dipl.-Ing. Jan Neubert
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH 5. Rostocker Schweißtage Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen Autoren: Dipl.-Ing. Jan Neubert
Roboterautomatisierung 4.0 Von der Idee zur Serienfertigung
 Roboterautomatisierung 4.0 Von der Idee zur Serienfertigung Anton Leithenmair MBA anton.leithenmair@tecnorobot.net Mobil: +43 664 5205554 www.tecnorobot.com Rev.03-2013 A.L. ZAHLEN / LEISTUNGSSPEKTRUM
Roboterautomatisierung 4.0 Von der Idee zur Serienfertigung Anton Leithenmair MBA anton.leithenmair@tecnorobot.net Mobil: +43 664 5205554 www.tecnorobot.com Rev.03-2013 A.L. ZAHLEN / LEISTUNGSSPEKTRUM
CLEARINOX. Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission.
 CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
Übersicht lagerhaltige Standardprofile
 Übersicht lagerhaltige Standardprofile Flachstahl Dicke d : 3-60 Breite b : 10-150 Rohre Wandicke DA : bis 5 mm : bis 50 mm T-Stahl Dicke d=t : 3-15 Breite bxh : 20 x 20-140 x 140 Vierkant Dicke d=t :
Übersicht lagerhaltige Standardprofile Flachstahl Dicke d : 3-60 Breite b : 10-150 Rohre Wandicke DA : bis 5 mm : bis 50 mm T-Stahl Dicke d=t : 3-15 Breite bxh : 20 x 20-140 x 140 Vierkant Dicke d=t :
E-Hand WIG. DC DC Puls. DC DC Puls. E-Hand-Schweißen leicht gemacht. Pico 160 cel puls.
 E-Hand DC DC Puls DC DC Puls E-Hand-Schweißen leicht gemacht Pico 160 cel puls www.ewm-group.com Pico 160 cel puls E-Hand-Schweißen leicht gemacht Überall einsetzbar Extrem leicht mit nur 4,7 kg eines
E-Hand DC DC Puls DC DC Puls E-Hand-Schweißen leicht gemacht Pico 160 cel puls www.ewm-group.com Pico 160 cel puls E-Hand-Schweißen leicht gemacht Überall einsetzbar Extrem leicht mit nur 4,7 kg eines
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Pressemitteilung 06/2012
 EWM Hightec Welding Automation GmbH auf der Automatica 22. bis 25. Mai 2012 Neue Messe München Halle B3, Stand 133 EWM präsentiert in München Komplett-Systeme für automatisiertes Schweißen Messe-Highlights
EWM Hightec Welding Automation GmbH auf der Automatica 22. bis 25. Mai 2012 Neue Messe München Halle B3, Stand 133 EWM präsentiert in München Komplett-Systeme für automatisiertes Schweißen Messe-Highlights
Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage
 Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Teilnehmerinformationen zum Fernlehrgang
 Teilnehmerinformationen zum Fernlehrgang Inhaltsverzeichnis Telefon-Service Seite 2 E-Mail-Service Seite 2 Übungsaufgaben Seite 2 Terminübersicht (Prüfung) Seite 3 Lehrgangsbeschreibung Seite 4-5 Übersicht:
Teilnehmerinformationen zum Fernlehrgang Inhaltsverzeichnis Telefon-Service Seite 2 E-Mail-Service Seite 2 Übungsaufgaben Seite 2 Terminübersicht (Prüfung) Seite 3 Lehrgangsbeschreibung Seite 4-5 Übersicht:
Schweißtechnische Verarbeitung von Cr-Ni Stählen Roland Latteier. Roland Latteier 1
 Schweißtechnische Verarbeitung von Cr-Ni Stählen Roland Latteier Roland Latteier 1 Vortragsgliederung Grundwerkstoffe Schweißverfahren Schweißzusatzwerkstoffe Verarbeiten Korrosion Praxisbilder Roland
Schweißtechnische Verarbeitung von Cr-Ni Stählen Roland Latteier Roland Latteier 1 Vortragsgliederung Grundwerkstoffe Schweißverfahren Schweißzusatzwerkstoffe Verarbeiten Korrosion Praxisbilder Roland
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS
 DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen
 Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
GARANTIERT MEHR ERFOLG Schweißen braucht neue Maßstäbe Für nachhaltig mehr Produktivität und Qualität
 GARANTIERT MEHR ERFOLG Schweißen braucht neue Maßstäbe Für nachhaltig mehr Produktivität und Qualität Der Maßstab für modernes Schweißen 2 Die neue MEGA.PULS digital Neuer Maßstab in der MIG-MAG Technik
GARANTIERT MEHR ERFOLG Schweißen braucht neue Maßstäbe Für nachhaltig mehr Produktivität und Qualität Der Maßstab für modernes Schweißen 2 Die neue MEGA.PULS digital Neuer Maßstab in der MIG-MAG Technik
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Bericht 5121/2003. Nr /685 60/946/01/1896/02/1897/03 Nr /892 60/947/01/1898/02/1899/03
 Nr. 07 03/685 60/946/01/1896/02/1897/03 Nr. 07 03/892 60/947/01/1898/02/1899/03 Verbesserung der Nahtqualität und Leistungsfähigkeit beim Laserstrahllöten im Vergleich zum Schutzgaslöten an dünnen, beschichteten
Nr. 07 03/685 60/946/01/1896/02/1897/03 Nr. 07 03/892 60/947/01/1898/02/1899/03 Verbesserung der Nahtqualität und Leistungsfähigkeit beim Laserstrahllöten im Vergleich zum Schutzgaslöten an dünnen, beschichteten
Neue Lichtbogenformen für hohe Wirtschaftlichkeit und Nahtqualität
 Neue Lichtbogenformen für hohe Wirtschaftlichkeit und Nahtqualität Heinz Dieter Kocab, Mündersbach Weiterentwicklungen in den bekannten Kurz- und Sprühlichtbogen führten zu neuen Lichtbogenformen mit gravierenden
Neue Lichtbogenformen für hohe Wirtschaftlichkeit und Nahtqualität Heinz Dieter Kocab, Mündersbach Weiterentwicklungen in den bekannten Kurz- und Sprühlichtbogen führten zu neuen Lichtbogenformen mit gravierenden
DVS-Merkblatt 0973 zu modernen MSG- Varianten
 Preview: DVS-Merkblatt 0973 zu modernen MSG- Varianten Referent: Dr.-Ing. Birger Jaeschke Apr. Lorch 2014 Schweißtechnik Lorch Schweißtechnik GmbH www.lorch.eu GmbH www.lorch.eu Inhalt des Vortrages Motivationen
Preview: DVS-Merkblatt 0973 zu modernen MSG- Varianten Referent: Dr.-Ing. Birger Jaeschke Apr. Lorch 2014 Schweißtechnik Lorch Schweißtechnik GmbH www.lorch.eu GmbH www.lorch.eu Inhalt des Vortrages Motivationen
/ Perfect Welding / Solar Energy / Perfect Charging. Cold metal transfer. / Die Technologie.
 / Perfect Welding / Solar Energy / Perfect Charging Cold metal transfer. / Die Technologie. 2 / Der Schweißprozess CMT CMT: Hinter diesen drei Buchstaben verbirgt sich der stabilste SchweiSSprozess der
/ Perfect Welding / Solar Energy / Perfect Charging Cold metal transfer. / Die Technologie. 2 / Der Schweißprozess CMT CMT: Hinter diesen drei Buchstaben verbirgt sich der stabilste SchweiSSprozess der
Die Dicke eines der Bleche in der Schweißverbindung, wenn Blechdicken und Stahlsorten aller Komponenten der Schweißverbindung identisch sind.
 Vorteile der Einzelblechdicke gegenüber der kombinierten Blechdicke SSAB Oxelösund arbeitet kontinuierlich an der Verbesserung der Schweißempfehlungen für WELDOX-Konstruktionsstähle und HARDOX-Verschleißblech.
Vorteile der Einzelblechdicke gegenüber der kombinierten Blechdicke SSAB Oxelösund arbeitet kontinuierlich an der Verbesserung der Schweißempfehlungen für WELDOX-Konstruktionsstähle und HARDOX-Verschleißblech.
CITOPULS III 320C CITOSTEEL III 320C
 CITOPULS III 320C CITOSTEEL III 320C Innovation und Leistung MIG/MAG Anlage mit integriertem Vorschub NEU www.oerlikon.de www.oerlikon-schweisstechnik.ch CITOPULS III 320C - CITOSTEEL III 320C Klein -
CITOPULS III 320C CITOSTEEL III 320C Innovation und Leistung MIG/MAG Anlage mit integriertem Vorschub NEU www.oerlikon.de www.oerlikon-schweisstechnik.ch CITOPULS III 320C - CITOSTEEL III 320C Klein -
Schutzgase zum Schweissen
 Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Gerätekatalog. Blue Evolution. ewm-warranty. Schweißgeräte und Zubehör Die neue Dimension des Schweißens. /// Perfektion als Prinzip
 Gerätekatalog Schweißgeräte und Zubehör 2014 Die neue Dimension des Schweißens /// Perfektion als Prinzip 3 Years 5 Years transformer and rectifier ewm-warranty 24 hours 7 days Blue Evolution BlueEvolution
Gerätekatalog Schweißgeräte und Zubehör 2014 Die neue Dimension des Schweißens /// Perfektion als Prinzip 3 Years 5 Years transformer and rectifier ewm-warranty 24 hours 7 days Blue Evolution BlueEvolution
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Innovative EWM WIG/Plasma-Schweißprozesse
 Innovative EWM WIG/Plasma-Schweißprozesse Wir liefern Fortschritt: innovative Schweißprozesse von EWM. ALS EIN TECHNOLOGIEFÜHRER FORSCHT UND ENTWICKELT EWM SEIT JAHRZEHNTEN, UM SCHWEISSEN FÜR UNSERE KUNDEN
Innovative EWM WIG/Plasma-Schweißprozesse Wir liefern Fortschritt: innovative Schweißprozesse von EWM. ALS EIN TECHNOLOGIEFÜHRER FORSCHT UND ENTWICKELT EWM SEIT JAHRZEHNTEN, UM SCHWEISSEN FÜR UNSERE KUNDEN
Treffsichere Schweißlösungen. Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen
 Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
FINDEN FOLGEN FÜLLEN EINSATZ VON SENSORSYSTEMEN BEI ROBOTERGESTÜTZTEN SCHWEISSPROZESSEN
 FINDEN FOLGEN FÜLLEN EINSATZ VON SENSORSYSTEMEN BEI ROBOTERGESTÜTZTEN SCHWEISSPROZESSEN igm www.igm.at 1 EINLEITUNG INHALT > TOP 1 EINLEITUNG > TOP 2 GRÜNDE FÜR SENSOREINSATZ > TOP 3 EINTEILUNG DER SENSOREN
FINDEN FOLGEN FÜLLEN EINSATZ VON SENSORSYSTEMEN BEI ROBOTERGESTÜTZTEN SCHWEISSPROZESSEN igm www.igm.at 1 EINLEITUNG INHALT > TOP 1 EINLEITUNG > TOP 2 GRÜNDE FÜR SENSOREINSATZ > TOP 3 EINTEILUNG DER SENSOREN
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
NEU! MEGA.PULS FOCUS focus.puls E X C L U S I V E L Y
 NEU! MIG/MAG impulsschweissen 300 500 focus.puls E X C L U S I V E L Y B Y R E H M 2 Die beste MEGA.PULS, die es je gab Die neue : Eine bessere MIG/MAG Anlage finden Sie nicht Der neue Maßstab im MIG/MAG
NEU! MIG/MAG impulsschweissen 300 500 focus.puls E X C L U S I V E L Y B Y R E H M 2 Die beste MEGA.PULS, die es je gab Die neue : Eine bessere MIG/MAG Anlage finden Sie nicht Der neue Maßstab im MIG/MAG
Schweißen mit hochlegierten Fülldrahtelektroden. F. Winkler
 Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte
Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte
Lagerlösung für Schweisszubehör
 Lagerlösung für Schweisszubehör RCM REHM C-Teile-Management 2 Die optimale Lagerlösung Ihres Schweißzubehörs C-Teile mehr Aufwand als Wert. Damit ist jetzt Schluss! C-Teile sind weniger preisintensive
Lagerlösung für Schweisszubehör RCM REHM C-Teile-Management 2 Die optimale Lagerlösung Ihres Schweißzubehörs C-Teile mehr Aufwand als Wert. Damit ist jetzt Schluss! C-Teile sind weniger preisintensive
Abbildung 1: ELENA ONE mit optionaler Schweißstromquelle FRONIUS TT /4 Takt
 Längsnahtschweißmaschine ELENA ONE Abbildung 1: ELENA ONE mit optionaler Schweißstromquelle FRONIUS TT 2200 2/4 Takt ELENA ONE Längsnahtschweißmaschinen sind das Extrakt aus 25 Jahren Erfahrung im Bau
Längsnahtschweißmaschine ELENA ONE Abbildung 1: ELENA ONE mit optionaler Schweißstromquelle FRONIUS TT 2200 2/4 Takt ELENA ONE Längsnahtschweißmaschinen sind das Extrakt aus 25 Jahren Erfahrung im Bau