Schweißen mit hochlegierten Fülldrahtelektroden. F. Winkler
|
|
|
- Cathrin Beyer
- vor 7 Jahren
- Abrufe
Transkript
1 Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler
2 Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte Verarbeitungshinweise Anwendungsbeispiele
3 Schweißen mit hochlegierten Fülldrahtelektroden Erleichtern die Schweißarbeit Erhöhen die Produktivität Senken die Gesamtkosten Reduzieren das Risiko auf Schweißnahtfehler Sichern alle qualitativen Ansprüche in hervorragender Weise... angenehmes Schweißverhalten... schöne Nahtausbildung... tiefer Einbrand... geringer Nachbehandlungsaufwand
4 Vorteile für den Anwender von hochlegierten Fülldrähten 1. Einfache Handhabung (=Zeitgewinn) Einfachste Parametereinstellung z.b. gegenüber Impulsprogrammen bei Massivdraht! In den Zwangslagen: keine Parameteränderung notwendig! In der Anwendung: ein Drahtdurchmesser (1,2 mm) nahezu für alle Wanddicken (> 3 mm)! im Strombereich 125 bis 280 A! auch für Wurzelschweißungen! In der Brennerführung wesentlich unkritischer! Der Lichtbogencharakter (breit und intensiv) verzeiht viel! Der Einbrand ist sicher! Stets kurzschlussfrei, spritzerarm! Das große Parameterfenster sorgt auch stets für gut benetzte, flache,kerbfreie (nicht überwölbte) Nähte und wenig Schleifarbeit!

5 Vorteile für den Anwender von hochlegierten Fülldrähten Insgesamt dadurch hohe Prozesssicherheit! Geringere Reparaturquoten! Sehr gute Röntgensicherheit! Einfachere Schweißerqualifikation und Schulung!...und damit Sicherung der Qualität trotz geringerer Fertigungskosten! Spritzerbildung Massivdraht 1,2 mm 34 Volt (V) Fülldraht 0,9 mm Massivdraht 1,0 mm 24 Fülldraht 1,2 mm Schlechtes Nahtausfließen Ampere (A)
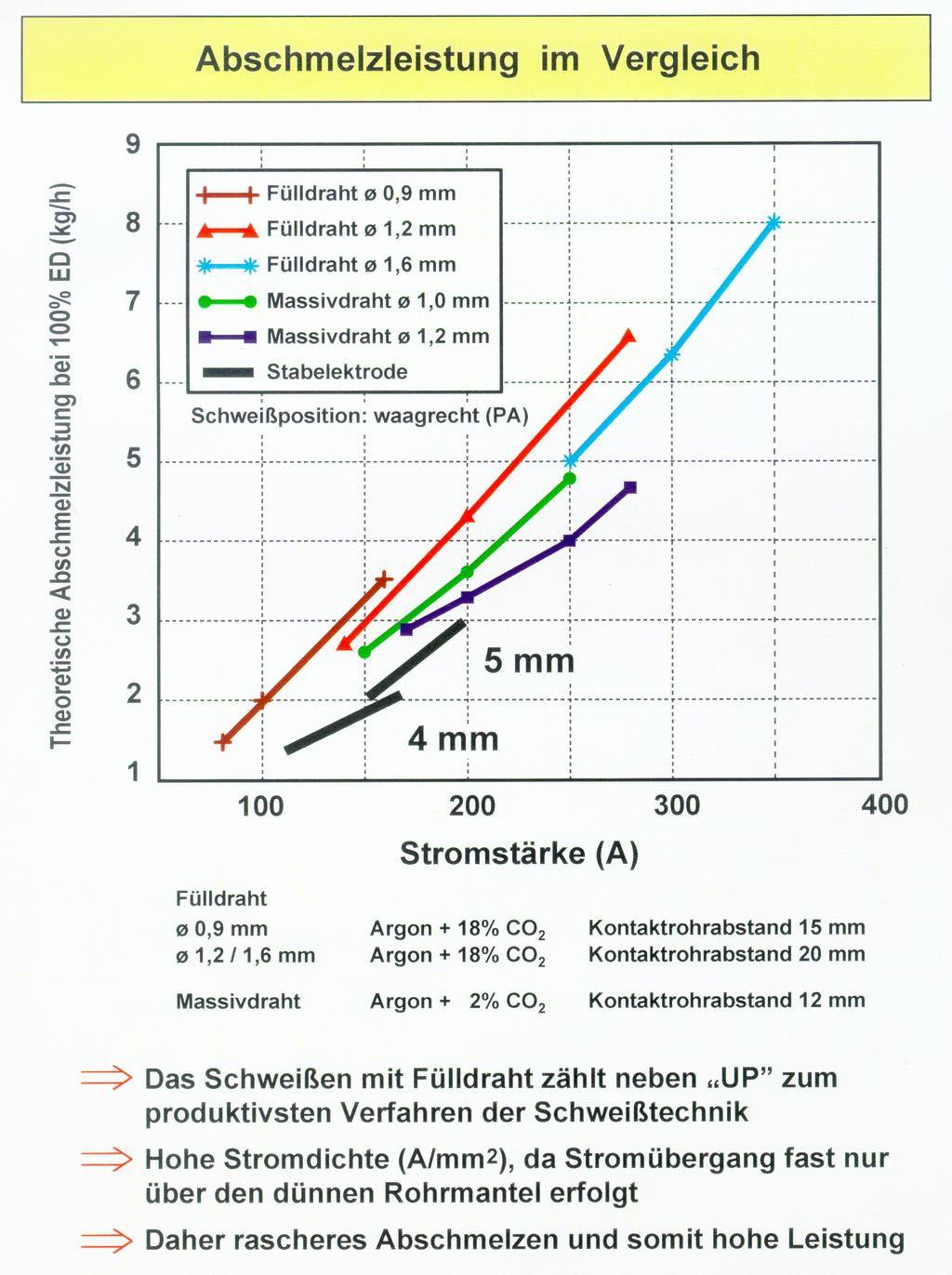
6 Abschmelzleistung im Vergleich
 20 % bessere Nutzausbringung durch Wegfall der >Stummelverluste ( 88 % zu 65 %) Ca. 20 bis 30 % höhere Leistung im Vergleich zu Massivdraht 1 kg Schweißgut.")
7 Wirtschaftlichkeit Hochlegierter Fülldraht (waagrecht/horizontal) ermöglicht: 3-fach höhere Produktivität im Vergleich zu Stabelektroden 1 kg Schweißgut... ca. 40 Minuten zu ca. 120 Minuten = 2/3 ZEITEINSPARUNG (28 % ED) 20 % bessere Nutzausbringung durch Wegfall der >Stummelverluste ( 88 % zu 65 %) Ca. 20 bis 30 % höhere Leistung im Vergleich zu Massivdraht 1 kg Schweißgut... ca. 40 Minuten zu ca. 50 Minuten Höhere Schweißgeschwindigkeiten Fülldraht mm (19 %) Massivdraht mm Stabelektrode mm (a-maß = 3 mm, Schweißzeit = 1 Minute)

8 Zuverlässigkeit und mehr Sicherheit im Vergleich zu Massivdraht Fülldrähte haben im Vergleich zu Massivdraht einen breiteren Lichtbogen Arbeiten dadurch mit sehr sicherem Einbrand Die Gefahr von Bindefehlern ist minimal Fülldraht Ø 1,2 mm Gas: Argon + 18 % CO2 Gutes Nahtprofil Gleichmäßiger Einbrand Massivdraht Ø 1,2 mm Gas: Argon + 2,5 % CO2 Tiefer Einbrand in der Mitte Die untere Flanke ist jedoch kaum erfasst.
9 Zuverlässigkeit und mehr Sicherheit im Vergleich zu Massivdraht Schlechte Flankenaufschmelzung und ungleichmäßiger Einbrand bereiten beim Schweißen mit Massivdraht selbst bei hoher Aufmerksamkeit geübter Schweißer durch geringe Abweichung des Brenners aus der Nahtmitte stets Probleme.
10 5. Weniger Verzug, weniger Richtarbeit Rascher schweißen bedeutet: geringere Wärmeeinbringung! geringere Wärmeausdehnung! geringere Schrumpfung! Böhler Fülldrähte der Abmessung 0,9 mm lösen daher Schweißarbeiten insbesondere im Dünnblechbereich ab 1,5 bis 3 mm ideal. Aber auch bei Wanddicken > 3 mm werden diesbezüglich mit 1,2 mm Drähten ebenso gute Resultate erzielt. 6. Geringe Nacharbeit Durch nahezu spritzerfreies Schweißen im Sprühlichtbogen! Durch die geringe Nahtoxidation der schlackegeschützten, nahezu blanken Nahtoberflächen werden von den Anwendern bis zu 30% Beizkosteneinsparungen erzielt.


11 Fülldraht Massivdraht 7. Preisgünstigere Schutzgase Fülldraht: Massivdraht: Ar % CO2 Ar + 2 % CO2 Die Kostenvorteile ergeben sich durch den geringeren Gaspreis sowie des geringeren Gasverbrauches aus der kürzeren Schweißzeit. Betriebe mit zentraler Gasversorgung haben durch Einsatz des Standardgases meist zusätzliche Kostenvorteile.
12 2. Höhere Produktivität im Vergleich zur konventionellen MAG-Schweißung Hohe Durchschnittsstromstärken möglich! z.b A. Selbst bei 280 A keine starke Nahtoxidation! Massivdraht zeigt dagegen starke Oxidbildung und entsprechend ungünstiges Fließverhalten. FD arbeitet immer rascher als Massivdraht! Begründung: Die höhere Stromdichte! Waagrecht/horizontale Schweißpositionen: Bis 50% Mehrleistung insbesondere bei Stromstärken über 250A im Vergleich mit 1,2mm Massivdraht! (siehe Tabelle) Bei geringeren Stromstärken bzw. im Vergleich mit Massivdraht 1,0 mm sind etwa % höhere Schweißgeschwindigkeiten möglich.
13 a-maß 3 mm 5 mm Böhler EAS 4M-FD 1,2 mm 235 A, 32 V, 12,5 m/min 85 cm/min +21 % 50 cm/min +25 % Massivdraht 1,0 mm 235 A, 31 V, 14 m/min 70 cm/min 40 cm/min Massivdraht 1,2 mm 235 A, 29,5 V, 9 m/min 60 cm/min 32 cm/min Böhler EAS 4M-FD 1,2 mm 275 A, 36 V, 16 m/min 54 cm/min +50 % Massivdraht 1,2 mm 275 A, 31 V, 11m/min 36 cm/min Freie Drahtlänge bei Fülldraht : mm bei Massivdraht : mm Blechdicken: 5 mm bei a 3 10 mm bei a 5 Schutzgase: Ar + 18 % CO2 bzw. Ar + 2 % CO2

14 3. Wurzelschweißungen mit keramischer Badsicherung Die Anwendung hoher Stromstärken von z.b. 160 Ampere führt zu besonders hoher Produktivität
15 4. Geringerer Schleifaufwand! Durch stets gute Benetzung und konkave Nahtausbildung mit FD! Insbesondere vorteilhaft: bei Wurzelschweißungen bei geringem Nahtöffnungswinkel bei Mehrlagenschweißungen z.b. von Duplex Stählen mit erhöhter Neigung zur intensiven Nahtoxidation bei Einsatz von nicht schlackegeschützten Schweißzusätzen. im Bereich A. Hier ist z.b. die Impulsschweißung mit Massivdraht bezüglich Benetzung und gewölbter Nahtausbildung besonders problematisch. beim Überschweißen von Heftstellen. FD ermöglicht auch ohne schleifen flache bzw. nicht überhöhte Raupen.

16 8. Sonstige Kostenvorteile des Anwenders Die Investition teurer Impulsgeräte ist nicht notwendig! Für das Verschweißen von Fülldrähten genügen konventionelle MAG-Geräte. Die gute Prozesssicherheit und hohe Nahtgüte führt zu reduzierten Reparaturquoten bezüglich Bindefehlern und Poren! Die Schweißer arbeiten gerne mit Fülldraht, zumal auch der Lärmpegel des Sprühlichtbogens im Vergleich zur Impulslichtbogentechnik deutlich geringer ist und weniger ermüdet.
17 Welche Vorteile bietet der positionsverschweißbare Fülldraht im Vergleich zum Massivdraht? kann mit höheren Stromstärken verschweißt werden erlaubt höhere Schweißgeschwindigkeit weniger Verzug bei höheren Schweißgeschwindigkeiten einfacheres Handling billigeres Gas Argon + 18 % CO2 nahezu spritzerfreies Schweißen besseres Ausfließen, flachere Nähte reine Nahtoberfläche - keine Oxide kaum Nacharbeit (Beizen, Schleifen) keine teuren Schweißanlagen erforderlich
18 Viskositätsverhalten kurze/lange Schlacken EAS 4 PW-FD EAS 4 M-FD Viskosität [mpa.s] Schlacke für Position: kurz 1000 Schlacke für waagrecht: lang 100 Vibrationsviskosimeter TU-Freiberg Temperatur [ C]
19 Zwangslagenschweißung von hochlegierten Stählen Eigenschaften der PW-Fülldrähte Einwandfreie IK-Beständigkeit bis 350 C bzw. 400 C. Ausbringung %. Schutzgas Argon % CO2 oder 100 % CO l / Minute Anwendbare Wanddicken bis 30 mm, darüberhinaus Einzelnachweis erforderlich. Duplexrohre mit CN 22/9 PW-FD bis 70 mm erfolgreich in Anwendung. In alle Positionen verschweißbar Vorsicht bei Fallnähten - Schlackeneinschlußgefahr! Eine Parametereinstellung für alle Positionen
20 MSG FD 85 cm MSG Massiv 70 cm E 28 cm Zwangslagen: Fülldraht ermöglicht eine Halbierung der Schweißzeit! Grund ist die Stützwirkung des Schweißbades durch die rasch erstarrende Schlacke. 180/190A bei doppelter Schweißgeschwindigkeit! Im Vergleich zu Maximalstromstärken von 100/120A mittels Massivdraht und Impulsschweißung.

21 Zwangslagenschweißung von Kehlnähten - Vergleich zwischen Massiv- und Fülldraht Fülldraht Ø 1,2 mm 8,2 m/min, 25 V 155 A Sprühlichtbogen Nahtbild = flach Massivdraht Ø 1,0 mm 6,4 m/min, 25 V 115 A Impulslichtbogen Nahtbild = gewölbt Pos.: senkrecht steigend Fülldraht Ø 1,2 mm 8,2 m/min, 25 V 155 A Sprühlichtbogen Nahtbild = flach Stützwirkung der Schlacke Massivdraht Ø 1,0 mm 5 m/min, 25 V 100 A Impulslichtbogen Nahtbild = flach 55 Ampere mehr Strom!

22 V-Naht senkrecht steigend 1. Fülllage
23 KOSTENVERGLEICH Kehlnaht senkrecht steigend Kostenbasis MIG/MAG Schweißung pro Stunde: ATS 700,- Einschaltdauer ED 28 % Preis für Massivdraht Ø 1,0 mm: ATS 96,-/kg Preis für Fülldraht Ø 1,2 mm: ATS 160,-/kg Gaspreis Argon + 18 % CO2: ATS 46,-/m³ Gaspreis Argon + 2 % CO2: ATS 69,-/m³

24 Schweißparameter PW-Fülldraht Sprühlichtbogen Ø 1,2 mm 160 A 26 V 8,0 m/min Massivdraht Impulsschweißen Ø 1,0 mm 125 A 23 V 6,5 m/min
25 Hochlegierte Böhler Fülldrahtelektroden Ø 0,9 mm Eigenschaften der PW-Fülldrähte Rutile-Schlackencharakteristik, mittelrasch erstarrend (P-Typ gemäß EN) Eignung für alle Schweißpositionen Für Wanddicken ab 1,5 mm (Kehlnähte, horizontal) ab 5,0 mm (senkrecht steigend) Großes Parameterfenster für spritzerfreies Schweißen im Sprühlichtbogen (9 m/min, V, 110 A bis 160 A 16 m/min, V)

26 Hochlegierte Böhler Fülldrahtelektroden Ø 0,9 mm Eigenschaften der PW-Fülldrähte Hohe Schweißgeschwindigkeiten... kleine Nahtquerschnitte!... wenig Verzug! Flache gut benetzte Nahtausbildung Sehr schwierig mit Massivdraht Ø 0,8 mm, auch die Bindefehlergefahr ist höher. Gütewerte, Korrosionsbeständigkeit wie bei Ø 1,2 und 1,6 mm Verschiedene Schweißverbindungen an 2 mm dicken Blechen. Stumpfnaht Kehlnaht Überlappungsstoß Eckstoß
27 Mindestblechdicken für das Schweißen mit RSH-Fülldrähten Nahtform Schweißposition Kehlnaht Kehlnaht Kehlnaht Stumpfnaht Stumpfnaht Stumpfnaht PB (horizontal) PG (fallend) PF (steigend) PA (waagrecht) PG (fallend) PF (steigend) min. Wanddicke (mm) Ø 0,9 mm Ø 1,2 mm 1,5 3,0 1,5 3,0 5,0 5,0* 1,5 3,0 2,0 3,0 5,0 5,0* * Für positionsverschweißbare Fülldrähte Die Verwendung von Fülldrähten mit Ø 1,6 mm ist aus anwendungstechnischer und wirtschaftlicher Sicht erst ab ca. 280 A und Wanddicken von ca. 12 mm bei Kehlnähten und ca. 15 mm bei Stumpfnähten sinnvoll.


28 Vollständige Umhüllung des Tropfens mit Rutilschlacke Teilweise abgelöste Schlacke nach Abkühlung

29 Fülldrahtaufbau und Herstellprozess Querschnitt Fülldraht

30 Qualitätssicherung Einsatz hochlegierter, austenitischer Präszisionsbänder mit exakter Analysenvorgabe für Haupt- und Spurenelemente Anlieferung in Coils Verschweißung mittels Plasma

31 Qualitätssicherung Verwendung agglomerierter Füllpulver (keine Einzelkomponenten), sowie deren gleichmäßige, kontrollierte Befüllung mit speziellem Überwachungssystem Agglomeriertes Füllpulver für Fülldraht E 308LT-1 Fertigung gemäß den Kriterien nach ISO/DIN 9001 Kontrollprüfungen jedes Fertigungsloses auf Förderbarkeit, Schweißeigenschaften, Analyse

32 Einfluss der Schutzgase auf den C-Zubrand niedriggekohlter CrNi-Drahtelektroden Kohlenstoff - Zu- und Abbrand bei unterschiedlichen Schutzgasen niedriggekohlter Drahtelektroden BÖHLER EAS 2-IG (Si)
33 Lagerrichtlinie für hochlegierte Fülldrahtelektroden Lagerung soll in Lagerräumen erfolgen, in denen kontrollierbare Bedingungen hinsichtlich Temperatur und Feuchtigkeit herrschen. - anzustreben max. 60 % rel. Luftfeuchtigkeit und mind. 15 C um Taupunktunterschreitung zu vermeiden sollen Drähte nicht unter 10 C gelagert werden. - Gefahr von Kondenswasserbildung auf der Drahtoberfläche nach dem Öffnen der Verpackung. es sollte nur mit akklimatisierten Drähten geschweißt werden. Fülldrähte sind so zu lagern, daß Beschädigungen der Vakuum-verpackung vermieden wird.
34 Rücktrocknung, falls erforderlich Bei Entnahme aus der Originalverpackung können Fülldrähte ohne Rücktrocknung verschweißt werden. Drähte sollten nach Möglichkeit innerhalb von 2 Tagen verarbeitet werden. besteht die Möglichkeit nicht, soll der restliche Draht wieder in die Originalverpackung zurückgegeben werden wurden Poren festgestellt, kann der Draht bei 150 C / 24h rückge-trocknet werden.
35
36

37

38 Bauteilschweißung mit Fülldrahtelektrode; schöne, glatte, kerbfreie Nähte mit guter Benetzung

39 Anwendung BEZEICHNUNG, ANWENDUNG RÜHRWERKSBEHÄLTER (BEHEIZBAR) /CHEMIE-LINZ GRUNDWERKSTOFF(E) WANDDICKE(N) MEDIUM MANTEL UND BÖDEN AUSSENHALBSCHLANGEN SCHWEISSZUSÄTZE BÖHLER FOX SAS 4-A BÖHLER SAS 4-IG BÖHLER EAS 4 M-IG BÖHLER EAS 4 M-FD KUNDE/LAND APPARATEBAU KAPFENBERG AUSTRIA

40 Anwendung BEZEICHNUNG, ANWENDUNG Vorfertigung des Rohrsystems für Löschwasser einer Offshore Plattform GRUNDWERKSTOFF(E) WANDDICKE(N) UNS S 31803/ mm SCHWEISSZUSÄTZE MEDIUM Meerwasser KUNDE/LAND Wurzel: Frank Mohn Flat y A.S. Böhler CN 22/9 N-IG, Ø 2,0 mm Norway 2. Lage: Böhler CN 22/9 N-IG, Ø 2,0 mm Füllagen: Böhler CN 22/9 N-FD, Ø 1,2 mm Position 2G/PC

41 Anwendung BEZEICHNUNG, ANWENDUNG LAGERTANK (BEHEIZBAR) / BASF-LUDWIGSHAFEN GRUNDWERKSTOFF(E) WANDDICKE(N) MEDIUM MANTEL t = 5 mm BÖDEN UND ROHRE Ø 4000 x mm SCHWEISSZUSÄTZE BÖHLER EAS 2-IG BÖHLER EAS 2-FD KUNDE/LAND APPARATEBAU, KAPFENBERG ÖSTERREICH

42 Schweißplattierung Fülldraht CN 23/12 Mo-FD, Ø 1,2 mm Fülldraht EAS 4 M-FD, Ø 1,2 mm Schweißfolge 1. Lage 2. & 3. Lage Grundwerkstoff: 13 CrMo 44 Planschliff 1. Lage 2. Lage 3. Lage Ferritgehalt nach Förster Meßpunkt 1 Meßpunkt 2 Meßpunkt Meßpunkt

43 Anwendung BEZEICHNUNG, ANWENDUNG KOMPONENTE EINER ZELLSTOFFAUFBEREITUNGSANLAGE GRUNDWERKSTOFF(E) WANDDICKE(N) > 10 mm / AISI 304 L MEDIUM SCHWEISSZUSÄTZE KUNDE/LAND BÖHLER EAS 2-FD APPARATEBAU SCHWEISSTECHNIK KAPFENBERG, ÖSTERREICH

44 Anwendung BEZEICHNUNG, ANWENDUNG Fabrication of dished ends GRUNDWERKSTOFF(E) WANDDICKE(N) MEDIUM Ø 4800 mm x 38 mm SCHWEISSZUSÄTZE KUNDE/LAND Böhler EAS 4 PW-FD ANTONIUS VESSEL HEADS NL Ø 1,2 mm

45



46 Dünnblechschweißung mit Roboter Y-Naht Blech: , Wanddicke 0,8 mm Zusatz T 19 9 L MM 1 nach EN Ø 1,2 mm MAG-Puls, Position PA Schutzgas: Argon + 2,5 % CO2 Schweißgeschwindigk. > 1 m/min
 A 240 Gr 316 LN (Schaufeln) Zusatz: Böhler EAS 4M-FD Ø")
47 FRANCIS-Laufrad/HYATT POWER PLANT/USA Gewicht: Gwst.: 33 Tonnen, Ø: ~ 4000 mm ASTM A 743 Gr CF 3 MN (Ring) A 240 Gr 316 LN (Schaufeln) Zusatz: Böhler EAS 4M-FD Ø 1,2 mm Wanddicke: max. 100 mm Hersteller: MCE VOEST Linz/Austria

48 Anwendung BEZEICHNUNG, ANWENDUNG Support for the double screen press Stuhlung für Doppelsiebpresse GRUNDWERKSTOFF(E) WANDDICKE(N) MEDIUM AISI 316 Ti /fine grained steel pulp & paper /Feinkornbaustahl Papierindustrie SCHWEISSZUSÄTZE BÖHLER CN 23/12 Mo-FD (E 309 LMoT0-4) KUNDE/LAND Andritz AG Austria
 Austria BÖHLER CN 23/12")
49 Anwendung BEZEICHNUNG, ANWENDUNG Filter trough / Filtertrog GRUNDWERKSTOFF(E) WANDDICKE(N) AISI 316 Ti / MEDIUM Papierindustrie SCHWEISSZUSÄTZE KUNDE/LAND Andritz AG BÖHLER EAS 4M-FD (E 316 LT0-4) Austria BÖHLER CN 23/12 Mo-FD (E 309 L MoT0-4)
50 Produktpalette für hochlegierte Böhler Fülldrahtelektroden Für waagrechte/horizontale Schweißpositionen Bezeichnung EN AWS A 5.22 Abmessungen in mm Böhler EAS 2-FD EN T 19 9 LRM (C) 3 AWS E 308 LT 0-4 (1) Böhler SAS 2-FD EN T 19 9 Nb RM (C) 3 AWS E 347 T 0-4 (1) Böhler EAS 4M-FD EN T LRM (C) 3 AWS E 316 LT 0-4 (1) Böhler E 317 L-FD EN TZ LRM (C) 3 AWS E 317 LT 0-4 (1) - 1,2 - Böhler CN 22/9 N-FD EN T N LRM (C) 3 AWS E 2209 T 0-4 (1) - 1,2 - Böhler CN 23/12-FD EN T LRM (C) 3 AWS E 309 LMoT 0-4 (1) 0,9* 1,2 1,6 Böhler CN 23/12 Mo-FD EN T LRM (C) 3 AWS E 2209 T 0-4 (1) Böhler A7-FD EN T 18 8 Mn RM (C) 3 AWS E 307 T 0-4 (1) Böhler E 308 H-FD EN T Z 19 9 H R M (C) 3 AWS E 308 H-T 0-4 (1) Böhler SAS 4-FD EN T Nb RM (C) 3-0,9* 1,2 1,6-1,2-0,9* 1,2 1,6 0,9* 1,2 1,6-1, ,2 Für die Zwangslagenschweißung Bezeichnung Böhler EAS 2 PW-FD Böhler SAS 2 PW-FD Böhler EAS 4 PW-FD Böhler CN 22/9 PW-FD Böhler CN 23/12 PW-FD Böhler CN 23/12 Mo PW-FD Böhler E 308 H PW-FD Böhler SAS 4 PW-FD EN AWS A 5.22 EN T 19 9 LPM (C) 3 AWS E 308 LT 1-4 (1) EN T 19 9 Nb PM (C) 1 AWS E 347 T 1-4 (1) EN T LPM (C) 3 AWS E 316 LT 1-4 (1) EN T N LPM (C) 1 AWS E 2209 T 1-4 (1) EN T LPM (C) 1 AWS E 309 LT 1-4 (1) EN T LPM (C) 1 AWS E 309 LMoT 1-4 (1) -EN T Z 19 9 PM (C) 1 AWS E 308 HT 1-4 (1) EN T Nb PM (C) 1 - Abmessung in mm 1,2 1,2 1,2 1,2 1,2 1,2 1,2 1,2
MAG-Schweißen mit Fülldrahtelektroden
 MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
Schweissen mit hochlegierten Fülldrahtelektroden
 Schweissen mit hochlegierten Fülldrahtelektroden Gebrauchseigenschaften Erfüllung der Kundenerwartung hinsichtlich Werkstoffeigenschaften des Schweißgutes Verarbeitungseigenschaften (Schweißeigenschaften)
Schweissen mit hochlegierten Fülldrahtelektroden Gebrauchseigenschaften Erfüllung der Kundenerwartung hinsichtlich Werkstoffeigenschaften des Schweißgutes Verarbeitungseigenschaften (Schweißeigenschaften)
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
 Günter Metting GAE Team Deutschland Tel: 0211 5378 277 E-Mail: guenter.metting@voestalpine.com Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative 19.11.2015 DVS BV Gelsenkirchen www.voestalpine.com/welding
Günter Metting GAE Team Deutschland Tel: 0211 5378 277 E-Mail: guenter.metting@voestalpine.com Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative 19.11.2015 DVS BV Gelsenkirchen www.voestalpine.com/welding
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
WIRTSCHAFTLICHKEIT DER FÜLLDRAHT- SCHWEISSUNG
 WIRTSCHAFTLICHKEIT DER FÜLLDRAHT- SCHWEISSUNG Manuskript für Schweißlehrer-Weiterbildung F. Winkler Teil I Schweißen mit unlegierten Fülldrähten Inhalt Verfahrensprinzip und Fülldrahtkonzepte Eigenschaften
WIRTSCHAFTLICHKEIT DER FÜLLDRAHT- SCHWEISSUNG Manuskript für Schweißlehrer-Weiterbildung F. Winkler Teil I Schweißen mit unlegierten Fülldrähten Inhalt Verfahrensprinzip und Fülldrahtkonzepte Eigenschaften
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
CLEARINOX. Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission.
 CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Keramische Schweißbadsicherungen und ihre Einsatzmöglichkeiten
 Keramische Schweißbadsicherungen und ihre Einsatzmöglichkeiten voestalpine Böhler Welding www.voestalpine.com/welding Keramische Schweissbadsicherungen und ihre Einsatzmöglichkeiten PRAKTIKER-INFO Keine
Keramische Schweißbadsicherungen und ihre Einsatzmöglichkeiten voestalpine Böhler Welding www.voestalpine.com/welding Keramische Schweissbadsicherungen und ihre Einsatzmöglichkeiten PRAKTIKER-INFO Keine
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Treffsichere Schweißlösungen. Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen
 Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage
 Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
ColdArc, ForceArc új dimenzók a hegesztésben
 ColdArc, ForceArc új dimenzók a hegesztésben EWM-coldArc Energiereduzierter Kurzlichtbogen Prinzip wärmeminimierter coldarc Phase 1 Lichtbogen brennt Phase 2 Kurzschluss Phase 3 Kurzschlussauflösung und
ColdArc, ForceArc új dimenzók a hegesztésben EWM-coldArc Energiereduzierter Kurzlichtbogen Prinzip wärmeminimierter coldarc Phase 1 Lichtbogen brennt Phase 2 Kurzschluss Phase 3 Kurzschlussauflösung und
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
DIN EN 287-1: Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)
 Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)") DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
Pressemitteilung 03/2016
 Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber
Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Keramische Badsicherungen
 Keramische Badsicherungen Kosten senken durch Einseitenschweißen Deutschland Schweiz Österreich ESAB GmbH Solingen ESAB AG ESAB Ges. m.b.h. Friedrich-Wilhelm -Str. 41 Silbernstr. 18 Dirmhirngasse 110 42655
Keramische Badsicherungen Kosten senken durch Einseitenschweißen Deutschland Schweiz Österreich ESAB GmbH Solingen ESAB AG ESAB Ges. m.b.h. Friedrich-Wilhelm -Str. 41 Silbernstr. 18 Dirmhirngasse 110 42655
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik
 Ein neuer Prozess in der Fügetechnik") Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik Dipl.-Ing. Jürgen Bruckner Fronius International GmbH Sparte Schweißtechnik Günter Fronius Straße 1 4600 Wels-Thalheim, Austria CMT - Prozess
Cold Metal Transfer (CMT) Ein neuer Prozess in der Fügetechnik Dipl.-Ing. Jürgen Bruckner Fronius International GmbH Sparte Schweißtechnik Günter Fronius Straße 1 4600 Wels-Thalheim, Austria CMT - Prozess
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN
 WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
MAXXimieren Sie Ihre Produktivität
 Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Zulassungszertifikat für Schweißzusätze und Schweißhilfsstoffe
 SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißzusatzwerkstoffe
 4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
SCHWEISSEN. Elektroden, Schweißdraht 266. Schweißen
 SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster
 1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Hyper MIG. Wire speed. DPS Plus-3 Hyper MIG Bedieneinheit. Nutzbarer Bereich
 Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Expertenwissen: Schweißzusatz Luftzerlegung Gasschweißen Flammwärmen Feinkornbaustähle Titanwerkstoffe
 www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes
 Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
VdTÜV-Kennblatt für Schweißzusätze
 IND 100 Gurgaon-Haryana / Indien Stabelektrode Super Optimal 60 EN ISO 60-A - E 8 0 R 1 Durchmesserbereich:,0 bis,0 mm 1 Hilfsstoffe: ----- 1.00 0.1 U Gruppe 1.1 U Gruppe 1. 16 Die Werkstoffeinteilung
IND 100 Gurgaon-Haryana / Indien Stabelektrode Super Optimal 60 EN ISO 60-A - E 8 0 R 1 Durchmesserbereich:,0 bis,0 mm 1 Hilfsstoffe: ----- 1.00 0.1 U Gruppe 1.1 U Gruppe 1. 16 Die Werkstoffeinteilung
Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6
 Kursnummer Max. Teilnehmer 6") Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6 Dauer 1 Kurstag Total 6 Lektionen zu 50 Min. Datum 09.04.2017-09.04.2017 Wochentag Sa Zeit 09:00-15:50 Kursgeld
Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6 Dauer 1 Kurstag Total 6 Lektionen zu 50 Min. Datum 09.04.2017-09.04.2017 Wochentag Sa Zeit 09:00-15:50 Kursgeld
Rutil / basisch. Aufgrund des geschlossenen Drahtmantels weisen die nahtlosen Typen gegenüber den Falzdrähten folgende Vorteile auf:
 Fülldrahtelektroden für das MAG-Schweißen Herstellung, Technologie und ihre Einsatzgründe Dr.-Ing. E. Engindeniz Eigenschaften der Schutzgas-Fülldrahtelektroden Es gibt auf dem Markt sehr viele gefüllte
Fülldrahtelektroden für das MAG-Schweißen Herstellung, Technologie und ihre Einsatzgründe Dr.-Ing. E. Engindeniz Eigenschaften der Schutzgas-Fülldrahtelektroden Es gibt auf dem Markt sehr viele gefüllte
Lasting Connections. Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding
 voestalpine Böhler Welding") Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz. Made in Germany
 Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
Schweißzusätze für die Verbindungsschweißung
 Schweißzusätze für die Verbindungsschweißung voestalpine Böhler Welding www.voestalpine.com/welding Böhler Welding Lasting Connections Verbindungen von höchster Qualität Böhler Welding, ein Zusaenschluss
Schweißzusätze für die Verbindungsschweißung voestalpine Böhler Welding www.voestalpine.com/welding Böhler Welding Lasting Connections Verbindungen von höchster Qualität Böhler Welding, ein Zusaenschluss
The Joy of Welding Around the World
 The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
DIN EN 287-1: DIN EN ISO :(2013)?!
?!") Von der DIN EN 287-1:2011-11 zur DIN EN ISO 9606-1:(2013)?! Aktueller Stand zum Übergang der Schweißerprüfungsnorm für Stahlwerkstoffe 1 1. Ilmenauer schweißtechnisches Symposium 22.10.2013 Vortragsinhalt:
Von der DIN EN 287-1:2011-11 zur DIN EN ISO 9606-1:(2013)?! Aktueller Stand zum Übergang der Schweißerprüfungsnorm für Stahlwerkstoffe 1 1. Ilmenauer schweißtechnisches Symposium 22.10.2013 Vortragsinhalt:
Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert
 Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Einstieg in professionelle MIG/MAG-Impulstechnik. Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM
 Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Für jede Anwendung der geeignete Schweisszusatz
 Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen
 Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
MEGAFIL Nahtlose Fülldrähte
 MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
Die Nummer eins unter den nahtlosen Fülldrähten
 Die Nummer eins unter den nahtlosen Fülldrähten Von den führenden Entwicklern von Schweißzusätzen voestalpine Böhler Welding www.voestalpine.com/welding Profitieren Sie vom Spezialisten für nahtlose Fülldrähte
Die Nummer eins unter den nahtlosen Fülldrähten Von den führenden Entwicklern von Schweißzusätzen voestalpine Böhler Welding www.voestalpine.com/welding Profitieren Sie vom Spezialisten für nahtlose Fülldrähte
PATENTIERT. Innovative EWM MIG/MAG-Schweißprozesse. Phoenix. forcearc. forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung.
 Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung forcearc rootarc Impuls superpuls Verfahrensumschaltung
Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung forcearc rootarc Impuls superpuls Verfahrensumschaltung
Expert Guide. Die Nummer Eins der nahtlosen Fülldrähte. voestalpine Böhler Welding
 Expert Guide Die Nummer Eins der nahtlosen Fülldrähte voestalpine Böhler Welding www.voestalpine.com/welding EN und AWS Schweißpositionen / Normallagenschweißen und Kehlnahtschweißen PA/1G PA/1F PB/2F
Expert Guide Die Nummer Eins der nahtlosen Fülldrähte voestalpine Böhler Welding www.voestalpine.com/welding EN und AWS Schweißpositionen / Normallagenschweißen und Kehlnahtschweißen PA/1G PA/1F PB/2F
Expertenwissen: Fülldrahtschweißen. 7 - Brennschneiden. 8 - MAG-Schweißen nichtrostender Stähle. 9 - MIG-Schweißen von Aluminiumwerkstoffen
 www.gasandmore.com 7 - Brennschneiden 8 - MAG-Schweißen nichtrostender Stähle 9 - MIG-Schweißen von Aluminiumwerkstoffen 10 - Flammlöten 11 - Fülldrahtschweißen 12 - Laserstrahlschneiden PTEM 16. 21. SE
www.gasandmore.com 7 - Brennschneiden 8 - MAG-Schweißen nichtrostender Stähle 9 - MIG-Schweißen von Aluminiumwerkstoffen 10 - Flammlöten 11 - Fülldrahtschweißen 12 - Laserstrahlschneiden PTEM 16. 21. SE
/ Batterieladesysteme / Schweißtechnik / Solarelektronik HOCHLEISTUNGSSCHWEISSEN. / Die Technologien CMT Twin, Time, LaserHybrid und TimeTwin.
 / Batterieladesysteme / Schweißtechnik / Solarelektronik HOCHLEISTUNGSSCHWEISSEN. / Die Technologien CMT Twin, Time, LaserHybrid und TimeTwin. 2 / Über uns / Seit 1950 entwickeln wir innovative Gesamtlösungen
/ Batterieladesysteme / Schweißtechnik / Solarelektronik HOCHLEISTUNGSSCHWEISSEN. / Die Technologien CMT Twin, Time, LaserHybrid und TimeTwin. 2 / Über uns / Seit 1950 entwickeln wir innovative Gesamtlösungen
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Inhaltsübersicht. INFO-Seiten. Schweißzusatzwerkstoffe. Seite
 Inhaltsübersicht 4 Schweißzusatzwerkstoffe Seite Automatisiertes Löten 4.41 Erläuterung des Normzeichen-Aufbaus gem. EN 1600 4.9 Erläuterung des Normzeichen-Aufbaus gem. ISO 2560-A 4.4 EUROTRODE-Einteilung
Inhaltsübersicht 4 Schweißzusatzwerkstoffe Seite Automatisiertes Löten 4.41 Erläuterung des Normzeichen-Aufbaus gem. EN 1600 4.9 Erläuterung des Normzeichen-Aufbaus gem. ISO 2560-A 4.4 EUROTRODE-Einteilung
Expertenwissen: MAG-Schweißen. 1 - Arbeitsschutz. 2 - WIG-Schweißen. 3 - MAG-Schweißen. 4 - MIG-Schweißen. 5 - Formieren. 6 - Gase zum Schweißen
 MAG-Schweißen. Hier kaufen die Profis. 2 Kurz erklärt. MAG-Schweißen Das Prinzip des MAG-Schweißens besteht darin, dass ein Metalldraht durch die Schweißpistole geführt und in einem Lichtbogen geschmolzen
MAG-Schweißen. Hier kaufen die Profis. 2 Kurz erklärt. MAG-Schweißen Das Prinzip des MAG-Schweißens besteht darin, dass ein Metalldraht durch die Schweißpistole geführt und in einem Lichtbogen geschmolzen
00. Inhalt. 1. Modulare Ausbildung. 2. Entwicklung in der Schweißtechnik. 3. Arbeits- und Brandschutz. 4. Normung. 5.
 00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
Schweißzusatzwerkstoffe und Lote
 Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Adapter für Spulen ADAPTER ,3
 STANDORTE / BÖHLER CO2 SCHUTZGASDRÄHTE G3Si1 UND G4Si1 Adapter für Spulen ADAPTER 1 30 7,3 Artikelnuer per EMK 6 0,8 SDREMK6.08L 15 15 1 Pal. = 56 Krt. = 840 5,95 G3Si1 1,0 SDREMK6.1L 18 18 1 Pal. = 56
STANDORTE / BÖHLER CO2 SCHUTZGASDRÄHTE G3Si1 UND G4Si1 Adapter für Spulen ADAPTER 1 30 7,3 Artikelnuer per EMK 6 0,8 SDREMK6.08L 15 15 1 Pal. = 56 Krt. = 840 5,95 G3Si1 1,0 SDREMK6.1L 18 18 1 Pal. = 56
Schweißzusatzwerkstoffe
 4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
CITOSTEEL III 420/520 CITOPULS III 420/520
 CITOSTEEL III 420/520 CITOPULS III 420/520 Steigern Sie Ihre Produktivität und sparen Sie gleichzeitig Energie www.oerlikon.de www.oerlikon-schweisstechnik.ch CITOSTEEL III / CITOPULS III Die CITOSTEEL
CITOSTEEL III 420/520 CITOPULS III 420/520 Steigern Sie Ihre Produktivität und sparen Sie gleichzeitig Energie www.oerlikon.de www.oerlikon-schweisstechnik.ch CITOSTEEL III / CITOPULS III Die CITOSTEEL
Lincoln Electric Deutschland
 Lincoln Electric Deutschland The Performance You Need. Lincoln Electric Deutschland 07.07.2017 www.lincolnelectric.eu Power Wave Technologie STT wärmered. Kurzlichtbogen Pulse- on- Pulse Power Wave Lichtbögen
Lincoln Electric Deutschland The Performance You Need. Lincoln Electric Deutschland 07.07.2017 www.lincolnelectric.eu Power Wave Technologie STT wärmered. Kurzlichtbogen Pulse- on- Pulse Power Wave Lichtbögen
Dr.- Ing. E. Oster, Rudersdorf
 UP-Einseitenschweißen im Schiffbau 1. Einleitung Die Herstellung von Paneelen für die Außenhaut sowie Decks in der schiffbaulichen Vorfertigung geschieht vor dem Beplanken mit Schiffbauprofilen durch das
UP-Einseitenschweißen im Schiffbau 1. Einleitung Die Herstellung von Paneelen für die Außenhaut sowie Decks in der schiffbaulichen Vorfertigung geschieht vor dem Beplanken mit Schiffbauprofilen durch das
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
SCHWEISSZUSATZWERKSTOFFE
 220 221 222 DRAHTELEKTRODEN FÜR DAS UNTERPULVERSCHWEISSEN (UP) 225 SCHWEISSZUSATZWERKSTOFFE GEBINDEGRÖSSEN UND ABLAUFVORRICHTUNGEN 225 GASSCHWEISSSTÄBE (WIG / TIG) 226 STABELEKTRODEN ZUM SCHWEISSEN 226
220 221 222 DRAHTELEKTRODEN FÜR DAS UNTERPULVERSCHWEISSEN (UP) 225 SCHWEISSZUSATZWERKSTOFFE GEBINDEGRÖSSEN UND ABLAUFVORRICHTUNGEN 225 GASSCHWEISSSTÄBE (WIG / TIG) 226 STABELEKTRODEN ZUM SCHWEISSEN 226
Masters of Speed Denn Speed = Produktivität
 Masters of Speed Denn Speed = Produktivität SpeedPulse SpeedArc SpeedUp SpeedCold Speed-TwinPuls Seit es uns Menschen gibt, streben wir nach Verbesserung. Seit Jahren forschen wir deshalb nach dem echten
Masters of Speed Denn Speed = Produktivität SpeedPulse SpeedArc SpeedUp SpeedCold Speed-TwinPuls Seit es uns Menschen gibt, streben wir nach Verbesserung. Seit Jahren forschen wir deshalb nach dem echten
ALUNOX ist Ihr Programm: Nickel.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO (MAG)
") BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
Cluster-Forum Schweißtechnik im Kraftwerksbau , SLV München, NL d. GSI mbh
 Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh Schließen von Plattierungslücken an Ni-Basis-plattierten Blechen einer Rauchgasentschwefelungsanlage MSG-Schweißen Schweißen
Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh Schließen von Plattierungslücken an Ni-Basis-plattierten Blechen einer Rauchgasentschwefelungsanlage MSG-Schweißen Schweißen
NEU! MEGA.PULS FOCUS focus.puls E X C L U S I V E L Y
 NEU! MIG/MAG impulsschweissen 300 500 focus.puls E X C L U S I V E L Y B Y R E H M 2 Die beste MEGA.PULS, die es je gab Die neue : Eine bessere MIG/MAG Anlage finden Sie nicht Der neue Maßstab im MIG/MAG
NEU! MIG/MAG impulsschweissen 300 500 focus.puls E X C L U S I V E L Y B Y R E H M 2 Die beste MEGA.PULS, die es je gab Die neue : Eine bessere MIG/MAG Anlage finden Sie nicht Der neue Maßstab im MIG/MAG
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Einfluss der Wärmeführung auf die Porenbildung beim Lichtbogenschweißen von Superduplex-Stahl
 Einfluss der Wärmeführung auf die Porenbildung beim Lichtbogenschweißen von Superduplex-Stahl J. Stützer, Dr.-Ing. M. Zinke, Prof. Dr.-Ing. S. Jüttner Otto-von-Guericke-Universität Magdeburg zum Workshop
Einfluss der Wärmeführung auf die Porenbildung beim Lichtbogenschweißen von Superduplex-Stahl J. Stützer, Dr.-Ing. M. Zinke, Prof. Dr.-Ing. S. Jüttner Otto-von-Guericke-Universität Magdeburg zum Workshop