Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
|
|
|
- Jonas Dresdner
- vor 6 Jahren
- Abrufe
Transkript

1 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode. Die Elektrode liefert also gleichzeitig den Zusatzwerkstoff. Die Stabelektrode wird in einen Elektrodenhalter eingespannt und vom Schweißer an der Nahtstelle geführt. Stabelektroden sind im Allgemeinen umhüllt. Die Umhüllung schmilzt ebenfalls ab und schützt durch freiwerdende Gase und als Schlacke das Schmelzbad und den Lichtbogen vor dem Zutritt der Atmosphäre. Nach dem Erkalten des Schmelzbades wird die Schlacke entfernt. Geräte mit S-Zeichen können auch unter erhöhter elektrischer Gefährdung eingesetzt werden. Schweißgleichrichter und Inverterschweißgeräte haben besonders gute Schweißeigenschaften und sind daher auch für Sonderelektroden gut geeignet. Schweißbare Materialien Fast alle schweißbaren Werkstoffe können mit Stabelektroden geschweißt werden, z. B. Baustahl, Kesselstahl, Röhrenstahl, Stahlguss, Edelstahl, Hartauftragungsstähle. Die besonderen Vorteile ist einfach und sicher. Die kompakten Geräte sind problemlos zu handhaben und einfach zu transportieren. Da kein Gas erforderlich ist, kann auch im Freien, selbst bei Wind, geschweißt werden. Die relativ niedrigen Anschaffungskosten ermöglichen den Einsatz in allen Bereichen, von der Industrie über das Handwerk bis zum Heimwerker. Stabelektrode Schlacke und Gas Aufgeschmolzene Zone Umhüllung Kernstab Lichtbogen Grundwerkstoff /.2
2 E/D/E Stabelektroden /.3

3 Schweißpositionen nach EN ISO 6947 und ASME Code, section IX Übernahme S. 3/30.80 /.4

 Schweißstrom (A) Hot Start Funktion: Ein kurzzeitig erhöhter Schweißstrom beim Start erleichtert das Zünden des Lichtbogens.")
4 E/D/E Wichtige Funktionen ARC FORCE: Moderne E-Hand Inverter wie beispielsweise der FORMAT E 151 verfügen über eine ARC FORCE Regelung. Als ARC FORCE Regelung bezeichnet man die dynamische Anpassung des Lichtbogens. Bei kürzer werdenden Lichtbogen wird der Schweißstrom erhöht. Bedarfsgerechte Reduzierung bzw. Abschaltung des Schweißstroms. Ein Erlöschen des Lichtbogens im Kurzschlussfall und Hohlbrennen der Elektrode wird vermieden. ARC FORCE Regelung Spannung (V) Schweißstrom (A) Hot Start Funktion: Ein kurzzeitig erhöhter Schweißstrom beim Start erleichtert das Zünden des Lichtbogens. Anti Stick: Bedarfsgerechte Reduzierung des Schweißstroms. Diese Funktion verhindert das Ausglühen und "Klebenbleiben" der Stabelektrode. I [A] 150 HOTSTART & ANTI STICK Regelung Hotstart-Phase 120 Anti Stick 8 t FORMAT E151 /.5
5 Rücktrocknung Stabelektroden und Schweißpulver können in Abhängigkeit der Umhüllungs- bzw. der Kornzusammensetzung sowie der umgebenden Atmosphäre Feuchtigkeit aufnehmen. Die Notwendigkeit der Rücktrocknung dieser Schweißzusätze richtet sich nach dem Umhüllungs- bzw. Pulvertyp sowie der Streckgrenze und Blechdicke des zu verarbeitenden Stahls. Mit steigendem Legierungsgehalt und zunehmender Dehngrenze des Grundwerkstoffs sowie dem Spannungszustand der Konstruktion wächst die Gefahr der wasserstoffinduzierten Rissbildung. Basische Stabelektroden und basische Schweißpulver sollten daher grundsätzlich rückgetrocknet werden. Bei niedriglegierten basischen Stabelektroden und Schweißpulvern, die zum Schweißen von Stählen mit einer Streckgrenze < 355 N/mm eingesetzt werden, genügt im Allgemeinen eine Rücktrocknung von 2 Stunden bei 250 C. Sehr niedrige H 2 -Gehalte von < 5 ml/0 g im abgeschmolzenen Schweißgut von Stabelektroden, wie es oft für das Schweißen von warmfesten Stählen und Feinkornbaustählen mit Dehngrenzen > 355 N/mm gefordert wird, können nur durch Rücktrocknung von mindestens 2 Stunden bei 300 bis 350 C erzielt werden. Niedriglegierte sauer-, rutil- und rutilbasisch umhüllte Stabelektroden (Einstufung gemäß EN 499: A, R, RR, RC, RA, RB) bedürfen im Allgemeinen keiner Rücktrocknung, soweit die Stabelektroden in unbeschädigter Verpackung trocken gelagert werden. Falls die Umhüllung der genannten Stabelektrodenklassen infolge unsachgemäßer Lagerung einen zu hohen Wassergehalt besitzt, kann eine Rücktrocknung von einer Stunde bei 0 bis 1 C erfolgen. Cellulose-Elektroden benötigen zur Entfaltung optimaler Schweißeigenschaften eine definierte Feuchtigkeit in der Umhüllung. Sie werden daher vorwiegend in Blechdosen verpackt. Diese Elektroden dürfen nicht rückgetrocknet werden! Hochlegierte Stabelektroden sollten aus Sicherheitsgründen 2 Stunden bei 300 C ± 25 C rückgetrocknet werden, um evtl. Startporen zu vermeiden. Die Zwischenlagerung der rückgetrockneten Schweißzusätze sollte bei ca. 150 C erfolgen. Mehrmaliges Rücktrocknen ist für alle Elektrodentypen (außer Cellulose- Elektroden) zulässig, jedoch soll eine Gesamtrücktrocknungsdauer von Stunden nicht überschritten werden. Stabelektroden können auf Wunsch auch in Vakuumverpackung geliefert werden. Bei dieser Verpackungsvariante können die Stabelektroden ohne Rücktrocknung und Warmhaltemaßnahmen bis zu 9 Stunden (eine Schichtlänge) nach dem Öffnen problemlos verarbeitet werden. Hierbei werden H 2 -Gehalte von < 5 ml/0 g im abgeschmolzenen Schweißgut erreicht. Länger offen gelagerte Stabelektroden können durch Rücktrocknen von 2 Stunden bei 300 bis 350 C regeneriert werden. Mischverbindungen 1. Anforderungen Martensitfreies (-armes) Gefüge der Vermischungszone sowie Einhaltung bauteilbedingter Festigkeitswerte. 2. Schweißzusätze und -prozesse Die kritische Stelle bei Austenit-Ferrit-Verbindungen (oft auch in umgekehrter Reihenfolge als Schwarz-Weiß-Verbindungen bezeichnet) ist die Übergangs/ Vermischungszone zwischen dem ferritischen Grundwerkstoff und dem hochlegierten, austenitischen bzw. austenitisch-ferritischen Schweißzusatz (Austenit). Auf jeden Fall sollte diese Zone keine hohen Martensitanteile enthalten, da die Sprödigkeit eines solchen Gefügeanteiles die Schweißverbindung gefährden und zum Bruch führen kann. Dieser Forderung genügen folgende Thermanit-Schweißzusätze: 2.1 Austenitische (ferritfreie und ferrithaltige) Schweißzusätze mit Zusammensetzungen, deren Gefügepunkte im Schaeffler-Diagramm eine günstige Lage haben. Sie werden überwiegend mit vermischungsarmen Prozessen (WIG und Stabelektrode) verschweißt: Thermanit X, 20/, 22/09, 23/11 MoZL, 25/14 E, 30/. Bei Thermanit X können auch SG-Drahtelektroden, bei Thermanit 20/, 22/09 und 25/14 E auch SG- und UP-Drahtelektroden verwendet werden, wobei aber die Hinweise unter Abs. B.2.2 besonders zu beachten sind. 2.2 Die Nickel-Basis-Schweißzusätze Thermanit Nicro 82, Nicro 182 und Wärmebehandlung Eine Spannungsarmglühung darf bei den austenitischen bzw. austenitisch-ferritischen Schweißzusätzen nur bei Temperaturen bis max. 300 C ausgeführt werden, da bei höheren Temperaturen im Übergang des ferritischen Grundwerkstoffes zum Schweißgut eine Cr-Karbid-Zone entsteht, die die Festigkeit und Verformungsfähigkeit der Verbindung vermindert. Selbstverständlich dürfen auch im Betrieb keine höheren (Dauer-)Temperaturen vorliegen. 4. Sonderstellung von Thermanit Nicro 82, Nicro 182 und 625 Die Ni-Basis-Legierungen Thermanit Nicro 82, Nicro 182 und 625 sind entsprechend ihren hohen Legierungsgehalten in Bezug auf Vermischung wesentlich unkritischer und lassen außerdem auch echte Spannungsarmglühtemperaturen zu. Allerdings dürfen diese Schweißzusätze keineswegs nur als Zwischenlage verwendet werden. Wurde die Naht nämlich mit einem austenitisch-ferritischen Schweißzusatz weiter geschweißt, ergäbe sich im Übergang durch Ni-Aufnahme aus der Ni-Basis-Legierung eine ferritfreie, vollaustenitische Zone mit hoher Warmrissanfälligkeit. /.6
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
Schweißzusatzwerkstoffe
 4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz. Made in Germany
 Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
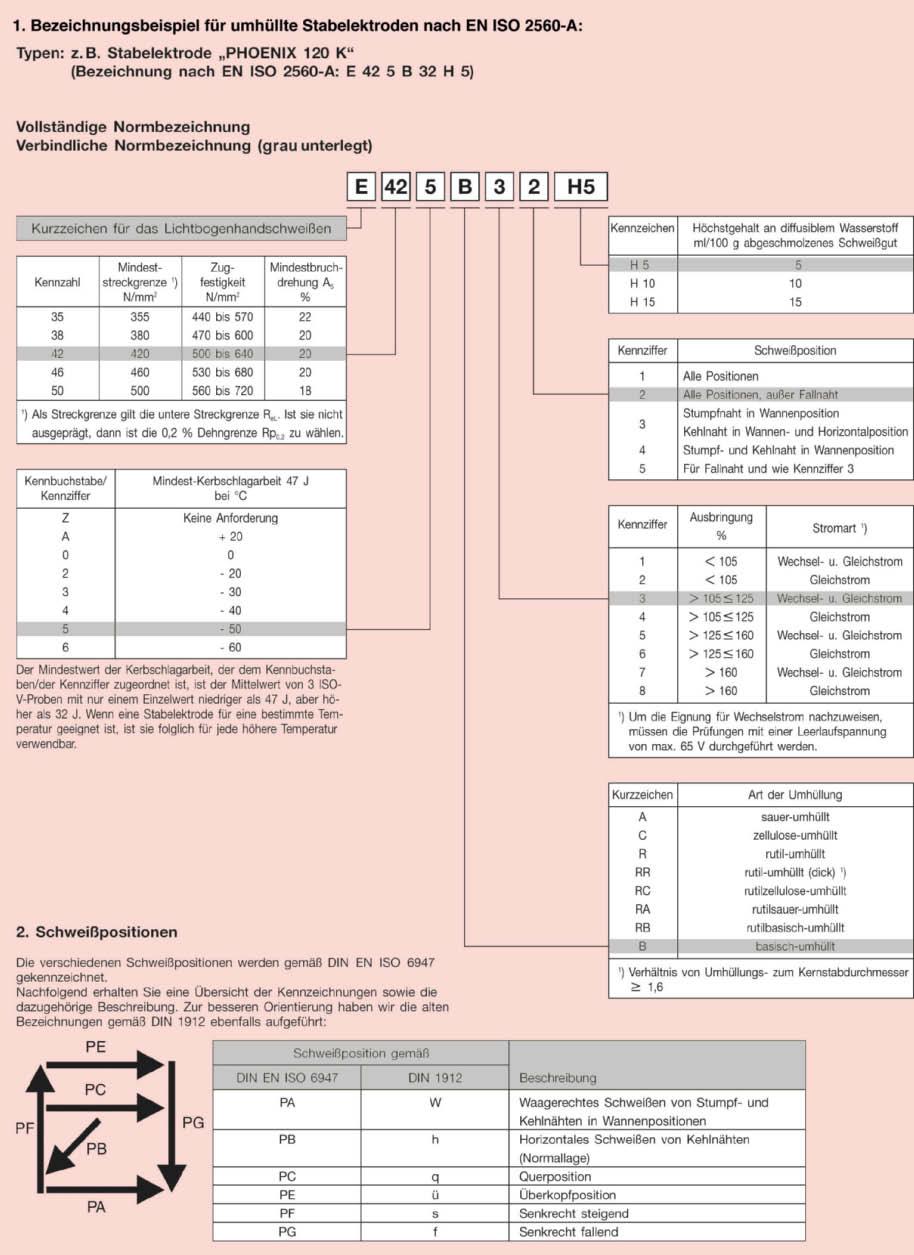
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
SehweiSen Eisen-, Stahl- und Nickelwerkstoffen
 Schuster SehweiSen von Eisen-, Stahl- und Nickelwerkstoffen leitfaden für die schweißmetallurgische Praxis Inhaltsverzeichnis Ziel und Umfang dieses Leitfadens - ein Vorwort 1 1.1 1.2 1.3 2 2.1 2.2 2.3
Schuster SehweiSen von Eisen-, Stahl- und Nickelwerkstoffen leitfaden für die schweißmetallurgische Praxis Inhaltsverzeichnis Ziel und Umfang dieses Leitfadens - ein Vorwort 1 1.1 1.2 1.3 2 2.1 2.2 2.3
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2. Stabelektroden zum Schweißen hitzebeständiger Stähle
 2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
Lasting Connections. Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding
 voestalpine Böhler Welding") Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
1. Stabelektroden zum Schweißen nichtrostender Stähle
 1. Stabelektroden zum Schweißen nichtrostender Stähle Artikel-Bezeichnung 4009 B E 410 4351 B E 410 NiMo 4502 B E 430 4115 B 4316 B E 308 L 15 4316 R E 308 L 16 4316 R 140 4551 B E 347 15 4551 R E 347
1. Stabelektroden zum Schweißen nichtrostender Stähle Artikel-Bezeichnung 4009 B E 410 4351 B E 410 NiMo 4502 B E 430 4115 B 4316 B E 308 L 15 4316 R E 308 L 16 4316 R 140 4551 B E 347 15 4551 R E 347
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Thermische Zyklen beim Schweißen. t 8-5 -Zeit. Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz
 Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Schweißzusatzwerkstoffe
 4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
Schweiß-, Schneid- & Löttechnik
 Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Für jede Anwendung der geeignete Schweisszusatz
 Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Rutile und Basische. für un- und niedriglegierte Stähle.
 Rutile und Basische Stabelektroden für un- und niedriglegierte Stähle www.oerlikon.de www.oerlikon-schweisstechnik.ch Rutilumhüllte Stabelektroden für un- und niedriglegierte Stähle und Stahlguss bis zu
Rutile und Basische Stabelektroden für un- und niedriglegierte Stähle www.oerlikon.de www.oerlikon-schweisstechnik.ch Rutilumhüllte Stabelektroden für un- und niedriglegierte Stähle und Stahlguss bis zu
DIN EN 287-1: Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)
 Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)") DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
Experimentelle Schweißgutsimulation mit Hilfe der Button Melt Methodik
 Experimentelle Schweißgutsimulation mit Hilfe der Button Melt Methodik FOSTA-Projekt: Gefüge- und Eigenschaftsvorhersage für das Schweißen hochmanganhaltiger Stähle in Mischverbindung B. Wittig, M. Zinke,
Experimentelle Schweißgutsimulation mit Hilfe der Button Melt Methodik FOSTA-Projekt: Gefüge- und Eigenschaftsvorhersage für das Schweißen hochmanganhaltiger Stähle in Mischverbindung B. Wittig, M. Zinke,
MIG / MAG - Massivdrähte. WIG / TIG - Stäbe. MIG / MAG - Fülldrähte. Open Arc - Fülldrähte. UP - Füll - Massivdrähte. Stabelektroden.
 MIG / MAG - Massivdrähte WIG / TIG - Stäbe MIG / MAG - Fülldrähte Open Arc - Fülldrähte Grundwissen Inhalt UP - Füll - Massivdrähte Stabelektroden Lote Schweiß- und Lötzusatzwerkstoffe für Fertigung, Reparatur
MIG / MAG - Massivdrähte WIG / TIG - Stäbe MIG / MAG - Fülldrähte Open Arc - Fülldrähte Grundwissen Inhalt UP - Füll - Massivdrähte Stabelektroden Lote Schweiß- und Lötzusatzwerkstoffe für Fertigung, Reparatur
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
SCHWEISSEN. Elektroden, Schweißdraht 266. Schweißen
 SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
6. Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen. Sonderanwendungen
 6. Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie für Sonderanwendungen 6 Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie
6. Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie für Sonderanwendungen 6 Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißen von Eisen-, Stahl- und Nickelwerkstoffen
 / Schuster Schweißen von Eisen-, Stahl- und Nickelwerkstoffen Leitfaden für die schweißmetallurgische Praxis 2., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Erzeugung der Stähle 1
/ Schuster Schweißen von Eisen-, Stahl- und Nickelwerkstoffen Leitfaden für die schweißmetallurgische Praxis 2., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Erzeugung der Stähle 1
Lichtbogenschweißen mit unlegierten / niedriglegierten Stabelektroden
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit unlegierten /
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit unlegierten /
ALUNOX ist Ihr Programm: Kupfer.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
Schutzgase zum Schweissen
 Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Schweißzusatzwerkstoffe
 Schweißzusatzwerkstoffe 1 für niedriglegierte Stähle 2 MAG-Schweißdraht WIG-Schweißstäbe für niedriglegierte Stähle 3 4 MAG-Schweißdraht WIG-Schweißstäbe für hochlegierte Stähle 5 MIG-Schweißdraht WIG-Schweißstäbe
Schweißzusatzwerkstoffe 1 für niedriglegierte Stähle 2 MAG-Schweißdraht WIG-Schweißstäbe für niedriglegierte Stähle 3 4 MAG-Schweißdraht WIG-Schweißstäbe für hochlegierte Stähle 5 MIG-Schweißdraht WIG-Schweißstäbe
E-Hand WIG. DC DC Puls. DC DC Puls. E-Hand-Schweißen leicht gemacht. Pico 160 cel puls.
 E-Hand DC DC Puls DC DC Puls E-Hand-Schweißen leicht gemacht Pico 160 cel puls www.ewm-group.com Pico 160 cel puls E-Hand-Schweißen leicht gemacht Überall einsetzbar Extrem leicht mit nur 4,7 kg eines
E-Hand DC DC Puls DC DC Puls E-Hand-Schweißen leicht gemacht Pico 160 cel puls www.ewm-group.com Pico 160 cel puls E-Hand-Schweißen leicht gemacht Überall einsetzbar Extrem leicht mit nur 4,7 kg eines
Wifi Allround -Schweiß-Kurs für Anfänger Elektroden-Handschweißen
 Wifi Allround -Schweiß-Kurs für Anfänger Elektroden-Handschweißen Seite 2 3 4 5 6 7 8 9 10 10 11 Thema Grundlagen Arbeitssicherheit Arbeitssicherheit Prinzip Elektrodenhandschweißung Schweißplatzausrüstung
Wifi Allround -Schweiß-Kurs für Anfänger Elektroden-Handschweißen Seite 2 3 4 5 6 7 8 9 10 10 11 Thema Grundlagen Arbeitssicherheit Arbeitssicherheit Prinzip Elektrodenhandschweißung Schweißplatzausrüstung
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo
 Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
ELEKTRODEN SCHWEISSEN
 Der Lichtbogen für beste Outdoorschweißungen ELEKTRODEN SCHWEISSEN Unsere Lösungen für jede Herausforderung beim Elektrodenschweißen: MicorStick-Serie ab Seite 24, X-Serie ab Seite 34. 18 www.lorch.eu
Der Lichtbogen für beste Outdoorschweißungen ELEKTRODEN SCHWEISSEN Unsere Lösungen für jede Herausforderung beim Elektrodenschweißen: MicorStick-Serie ab Seite 24, X-Serie ab Seite 34. 18 www.lorch.eu
Lichtbogenschweißen mit hochlegierten Stabelektroden
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit hochlegierten
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit hochlegierten
Schweißtechnik 4. Auswahl von Normen für die Ausbildung des schweißtechnischen Personals. Normen, Merkblätter. DIN-DVS-Taschenbuch 191
 { DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
{ DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
Hinweise Schweißzusätze für das UP-Schweißen
 Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
EWM-SCHWEISSLEXIKON EWM HIGHTEC WELDING
 EWM-SCHWEISSLEXIKON E-HAND WIG MIG/MAG PLASMA EINFACH MEHR WENN'S UMS SCHWEISSEN GEHT: WIR HABEN FÜR JEDE AUFGABE DIE RICHTIGE LÖSUNG! Einfach mehr Technologie! Wir sind europaweit einer der führenden
EWM-SCHWEISSLEXIKON E-HAND WIG MIG/MAG PLASMA EINFACH MEHR WENN'S UMS SCHWEISSEN GEHT: WIR HABEN FÜR JEDE AUFGABE DIE RICHTIGE LÖSUNG! Einfach mehr Technologie! Wir sind europaweit einer der führenden
Improbond GmbH Rest
 _9240 Werkstoff-Nr. 2.4831 Streckgrenze 420 N/mm 2 Zugfestigkeit 760 N/mm 2 35 % C < 0,02 % Mn 0,20 % Cr 22,00 % Mo 9,00 % Nb 3,50 % Fe < 1,00 % -Basis-Schweißzusatz zum Laserschweißen von artgleichen
_9240 Werkstoff-Nr. 2.4831 Streckgrenze 420 N/mm 2 Zugfestigkeit 760 N/mm 2 35 % C < 0,02 % Mn 0,20 % Cr 22,00 % Mo 9,00 % Nb 3,50 % Fe < 1,00 % -Basis-Schweißzusatz zum Laserschweißen von artgleichen
Verschleißfeste Stähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH
 Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Prüfungsschwerpunkte Fertigungstechnik
 Modul Schweißtechnik Prüfungsschwerpunkte Fertigungstechnik Lichtbogenschweißen: - verbale Verfahrensunterschiede zwischen den Lichtbogenschweißverfahren - Technische Maßnahmen zum Schutz der Schweißverbindung
Modul Schweißtechnik Prüfungsschwerpunkte Fertigungstechnik Lichtbogenschweißen: - verbale Verfahrensunterschiede zwischen den Lichtbogenschweißverfahren - Technische Maßnahmen zum Schutz der Schweißverbindung
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Hyper MIG. Wire speed. DPS Plus-3 Hyper MIG Bedieneinheit. Nutzbarer Bereich
 Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Schweißzusatzwerkstoffe für Reparatur, Verschleißund Korrosionsschutz
 Tailor-Made Protectivity TM Schweißzusatzwerkstoffe für Reparatur, Verschleißund Korrosionsschutz voestalpine Böhler Welding www.voestalpine.com/welding Tailor-made Protectivity UTP Maintenance sorgt für
Tailor-Made Protectivity TM Schweißzusatzwerkstoffe für Reparatur, Verschleißund Korrosionsschutz voestalpine Böhler Welding www.voestalpine.com/welding Tailor-made Protectivity UTP Maintenance sorgt für
Expertenwissen: Schweißzusatz Luftzerlegung Gasschweißen Flammwärmen Feinkornbaustähle Titanwerkstoffe
 www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Schweißzusatzwerkstoffe. Schweißzusatzwerkstoffe. Seiten. Stabelektroden - für Gußeisen. - un u. niedriglegiert. - hochlegiert.
 Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Schweißzusatzwerkstoffe 1
 1 Zusatzwerkstoffe für das Schweißen und Löten von Stahl, Edelstahl, Aluminium und Kupfer sowie für Sonderaufgaben wie z. B. Hartauftragung - Stabelektroden - Drahtelektroden - WIG-Schweißstäbe - Gas-Schweißstäbe
1 Zusatzwerkstoffe für das Schweißen und Löten von Stahl, Edelstahl, Aluminium und Kupfer sowie für Sonderaufgaben wie z. B. Hartauftragung - Stabelektroden - Drahtelektroden - WIG-Schweißstäbe - Gas-Schweißstäbe
Sanierung alter Stahlkonstruktionen Wann ist Altstahl schweißgeeignet?
 Vortrag am 23.11.2012, Leipzig Sanierung alter Stahlkonstruktionen Wann ist Altstahl schweißgeeignet? Von: Prof. Dr. G. Kuscher Das Bedürfnis, alte Bauwerke einschließlich Industrie- und Technikdenkmäler
Vortrag am 23.11.2012, Leipzig Sanierung alter Stahlkonstruktionen Wann ist Altstahl schweißgeeignet? Von: Prof. Dr. G. Kuscher Das Bedürfnis, alte Bauwerke einschließlich Industrie- und Technikdenkmäler
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Tput_HB2005_d_TitelCD :21 Uhr Seite 1 Schweißzusätze
 Schweißzusätze Schweißzusätze Böhler Thyssen Schweisstechnik Deutschland GmbH Unionstr. 1 D-59067 Hamm Tel.: +49 (0) 23 81-271-02 Fax: +49 (0) 23 81-271-402 www.t-put.com Member of the BÖHLER-UDDEHOLM
Schweißzusätze Schweißzusätze Böhler Thyssen Schweisstechnik Deutschland GmbH Unionstr. 1 D-59067 Hamm Tel.: +49 (0) 23 81-271-02 Fax: +49 (0) 23 81-271-402 www.t-put.com Member of the BÖHLER-UDDEHOLM
Schweißtechnik. Schweißzusatzwerkstoffe. Elektroden. Stäbe. Drähte. WIG-Stäbe. Autogenstäbe. Lote. Flussmittel
 Schweißtechnik Schweißzusatzwerkstoffe Elektroden Stäbe Drähte WIG-Stäbe Autogenstäbe Lote Flussmittel Schweißzusatzwerkstoffe Niedrig- und mittellegierte Stähle..............255 280 Nichtrostende und
Schweißtechnik Schweißzusatzwerkstoffe Elektroden Stäbe Drähte WIG-Stäbe Autogenstäbe Lote Flussmittel Schweißzusatzwerkstoffe Niedrig- und mittellegierte Stähle..............255 280 Nichtrostende und
Schweißen von Eisen-, Stahl- und Nickelwerkstoffen
 Schuster Schweißen von Eisen-, Stahl- und Nickelwerkstoffen Leitfaden für die schweißmetallurgische Praxis 2., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Erzeugung der Stähle...
Schuster Schweißen von Eisen-, Stahl- und Nickelwerkstoffen Leitfaden für die schweißmetallurgische Praxis 2., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Erzeugung der Stähle...
Korrosionsbeständige Stähle
 Korrosionsbeständige Stähle Herausgegeben von Prof. Dr.-Ing. habil. Dr. h.c. Hans-Joachim Eckstein 272 Bilder und 55 Tabellen Deutscher Verlag für Grundstoffindustrie GmbH, Leipzig Inhaltsverzeichnis Der
Korrosionsbeständige Stähle Herausgegeben von Prof. Dr.-Ing. habil. Dr. h.c. Hans-Joachim Eckstein 272 Bilder und 55 Tabellen Deutscher Verlag für Grundstoffindustrie GmbH, Leipzig Inhaltsverzeichnis Der
Inhaltsübersicht. INFO-Seiten. Schweißzusatzwerkstoffe. Seite
 Inhaltsübersicht 4 Schweißzusatzwerkstoffe Seite Automatisiertes Löten 4.41 Erläuterung des Normzeichen-Aufbaus gem. EN 1600 4.9 Erläuterung des Normzeichen-Aufbaus gem. ISO 2560-A 4.4 EUROTRODE-Einteilung
Inhaltsübersicht 4 Schweißzusatzwerkstoffe Seite Automatisiertes Löten 4.41 Erläuterung des Normzeichen-Aufbaus gem. EN 1600 4.9 Erläuterung des Normzeichen-Aufbaus gem. ISO 2560-A 4.4 EUROTRODE-Einteilung
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
~ Inhaltsverzeichnis. Vorwort
 ~-----.. Inhaltsverzeichnis Vorwort 1 1.1 1.1.1 1.1.2 1.1.3 1.2 1.2.1 1.2.2 1.3 1.3.1 1.3.2 1.3.3 1.4 1.4.1 1.4.2 1.4.3 1.5 1.5.1 1,5.2 1.5.3 1.5.4 1.5.5 1.5.6 1.5.7 1.5.8 1.6 1.6.1 ~;;s~~it":e~:rc~~~~~!~a~~~e~~
~-----.. Inhaltsverzeichnis Vorwort 1 1.1 1.1.1 1.1.2 1.1.3 1.2 1.2.1 1.2.2 1.3 1.3.1 1.3.2 1.3.3 1.4 1.4.1 1.4.2 1.4.3 1.5 1.5.1 1,5.2 1.5.3 1.5.4 1.5.5 1.5.6 1.5.7 1.5.8 1.6 1.6.1 ~;;s~~it":e~:rc~~~~~!~a~~~e~~
Warengruppenübersicht. Schweißtechnik. Seite 10/2 10/5. Seite 10/6 10/17. Seite 10/18 10/20. Seite 10/21 10/21. Seite 10/22 10/22.
 Warengruppenübersicht Schweißtechnik Info E-Hand Schweißen Seite /2 /5 Info WIG-, Orbital- und Plasmaschweißen Seite /6 /17 Info MIG-MAG-Schweißer Spulenformen Seite /18 /20 Info Schutzarten Seite /21
Warengruppenübersicht Schweißtechnik Info E-Hand Schweißen Seite /2 /5 Info WIG-, Orbital- und Plasmaschweißen Seite /6 /17 Info MIG-MAG-Schweißer Spulenformen Seite /18 /20 Info Schutzarten Seite /21
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
ISO T BW FM1 RB t05.0 D120.0 PH ss nb siehe Abschnitt
 Erläuterungen zur Prüfung nch ISO 9606-1 (2013-12) Auszug us der Norm Schweißtechnische Kursstätte Heilbronn ISO 9606-1 111 T BW FM1 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9
Erläuterungen zur Prüfung nch ISO 9606-1 (2013-12) Auszug us der Norm Schweißtechnische Kursstätte Heilbronn ISO 9606-1 111 T BW FM1 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche
 Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Fügen und Bearbeiten von Chrom Nickel Stahl
 Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
C Si Mn P S 0,30 0,70 1,60 0,025 0,010. Die folgenden Elemente sind je nach Dicke einzeln oder in Kombination zulegiert:
 500 Verschleißfester Stahl Werkstoffblatt, Ausgabe April 2016 1 DILLIDUR 500 ist ein verschleißfester Stahl mit einer Nennhärte von 500 Brinell im Lieferzustand ab Werk. DILLIDUR 500 wird von den Kunden
500 Verschleißfester Stahl Werkstoffblatt, Ausgabe April 2016 1 DILLIDUR 500 ist ein verschleißfester Stahl mit einer Nennhärte von 500 Brinell im Lieferzustand ab Werk. DILLIDUR 500 wird von den Kunden
Schweißzusatzwerkstoffe und Lote
 Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
ANLAGEN. zum. Abschlußbericht zum Projekt S 516:
 ANLAGEN zum Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle A0 3. Stand der bisherigen Forschung bzw. Technik
ANLAGEN zum Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle A0 3. Stand der bisherigen Forschung bzw. Technik
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Schweißzusatzwerkstoffe und Lote
 Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Edelstahl. Vortrag von Alexander Kracht
 Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
BBBB^ Beuth DIN. Schweißtechnik 1. DIN-DVS-Taschenbuch 8. Schweißzusätze. Herausgeber: DIN Deutsches Institut für Normung e. V.
 Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
2. Schweißzusätze für die Aluminiumschweißung. Schweißzusätze für das Titan-Schweißen.
 1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
Schutzgasschweißen von Edelstählen kann fast jeder Erfahrung ist die Summe aller Misserfolge. Steinmüller Bildungszentrum GmbH, Gummersbach
 Schutzgasschweißen von Edelstählen kann fast jeder Erfahrung ist die Summe aller Misserfolge Steinmüller Bildungszentrum GmbH, 51643 Gummersbach Matthias Thume Seite 1 Vorstellung der Westfalen AG (Informationen
Schutzgasschweißen von Edelstählen kann fast jeder Erfahrung ist die Summe aller Misserfolge Steinmüller Bildungszentrum GmbH, 51643 Gummersbach Matthias Thume Seite 1 Vorstellung der Westfalen AG (Informationen
Wir berechnen die jeweils am Tag der Lieferung gültigen Preise, auch ohne vorherige Ankündigung einer Preisänderung.
 Schweißzusätze 2016 WICHTIGE HINWEISE Die Preise in diesem Katalog gelten, wenn nicht anders angegeben, zuzüglich der gesetzlichen Mehrwertsteuer. Sie sind durch die Marktlage bedingt freibleibend. Wir
Schweißzusätze 2016 WICHTIGE HINWEISE Die Preise in diesem Katalog gelten, wenn nicht anders angegeben, zuzüglich der gesetzlichen Mehrwertsteuer. Sie sind durch die Marktlage bedingt freibleibend. Wir
Partner für Technik SCHWEIßTECHNIK
 SCHWEIßTECHNIK 2015 / 2016 SCHWEIßCENTER SICHERN SIE SICH UNSERE VIELFALTIGEN SERVICE- &.. REPARATURANGEBOTE FUR MEHR EFFIZIENZ UND WENIGER PRODUKTIONSAUSFALL!.. UNSERE PFT KUNDENSERVICE-DIENSTLEISTUNGEN:
SCHWEIßTECHNIK 2015 / 2016 SCHWEIßCENTER SICHERN SIE SICH UNSERE VIELFALTIGEN SERVICE- &.. REPARATURANGEBOTE FUR MEHR EFFIZIENZ UND WENIGER PRODUKTIONSAUSFALL!.. UNSERE PFT KUNDENSERVICE-DIENSTLEISTUNGEN:
In-situ Synchrotronanalyse des Umwandlungsverhaltens und der Eigenspannungen beim Schweißen neuartiger Low Transformation Temperature Zusatzwerkstoffe
 Festkolloquium - Univ. Prof. Dr.-Ing. H. Wohlfahrt 11.03. - 12.03.2011 In-situ Synchrotronanalyse des Umwandlungsverhaltens und der Eigenspannungen beim Schweißen neuartiger Low Transformation Temperature
Festkolloquium - Univ. Prof. Dr.-Ing. H. Wohlfahrt 11.03. - 12.03.2011 In-situ Synchrotronanalyse des Umwandlungsverhaltens und der Eigenspannungen beim Schweißen neuartiger Low Transformation Temperature
Fügen und Bearbeiten von Chrom Nickel Stahl
 http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
2-BASISCH NIEDRIG LEGIERT B56 AWS A5.1 E B56S AWS A5.1 E B7016Sp AWS A5.1 E7016 B7028 AWS A5.1 E7028 B7018S AWS A5.
 1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
Schweißzusatzwerkstoffe / Lote
 Schweißzusatzwerkstoffe / Lote Inhaltsverzeichnis 8.01-1, -2, -3 8.02-1 8.03-1, -2 8.04-1 8.05-1 8.06-1, -2 8.06-3 8.06-4 8.06-5 8.07-1 8.07-2 8.07-3 8.08-1 8.08-2 8.08-3 8.09-1 8.09-2 8.10-1 8.11-1 8.11-2
Schweißzusatzwerkstoffe / Lote Inhaltsverzeichnis 8.01-1, -2, -3 8.02-1 8.03-1, -2 8.04-1 8.05-1 8.06-1, -2 8.06-3 8.06-4 8.06-5 8.07-1 8.07-2 8.07-3 8.08-1 8.08-2 8.08-3 8.09-1 8.09-2 8.10-1 8.11-1 8.11-2
Metall-Inertgasschweißen mit Massivdrahtelektroden (MIG-Schweißen) Begriffsbestimmungen
 Begriffsbestimmungen") Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
CLEARINOX. Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission.
 CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
2-BASISCH NIEDRIG LEGIERT B56 AWS A5.1 E B56S AWS A5.1 E B7016Sp AWS A5.1 E7016 B7028 AWS A5.1 E7028 B7018S AWS A5.
 1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
Treffsichere Schweißlösungen. Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen
 Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Inhaltsverzeichnis. Vorwort
 Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Grundsätze zu Schweißkonstruktionen im Druckgerätebau... 1 1.1.1 Sicherheit des Druckgerätes und Regelwerk... 1 1.1.2 Beanspruchungen, Auslegung und Gestaltung...
Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Grundsätze zu Schweißkonstruktionen im Druckgerätebau... 1 1.1.1 Sicherheit des Druckgerätes und Regelwerk... 1 1.1.2 Beanspruchungen, Auslegung und Gestaltung...
CITOTIG II DC die Profireihe
 CITOTIG II DC die Profireihe WIG Schweißstromquellen der Spitzenklasse mit Invertertechnologie für anspruchsvolle Schweißaufgaben 2015 FELD NNEU: EINFACHES BEDIE www.oerlikon.de www.oerlikon-schweisstechnik.ch
CITOTIG II DC die Profireihe WIG Schweißstromquellen der Spitzenklasse mit Invertertechnologie für anspruchsvolle Schweißaufgaben 2015 FELD NNEU: EINFACHES BEDIE www.oerlikon.de www.oerlikon-schweisstechnik.ch
Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen. 8., überarbeitete und erweiterte Auflage
 Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung