Techn. Kommunikation und Zeichnungslesen für den techn. Fachwirt
|
|
|
- Robert Linden
- vor 6 Jahren
- Abrufe
Transkript
1 2.1.3 Einleitung Was versteht man unter technischem Zeichnen? Eigentlich ist technisches Zeichnen eine Sprache zur Übermittelung komplizierter technischer Sachverhalte. Somit ist es unerlässlich, dass die Ausbildung in technischen Berufen als Kommunikationsmittel technisches Zeichnen enthält. Einfache Sachverhalte, wie einfache abgelängte Normprofile können noch verbal beschrieben werden. z. B.: U - Profil 100 mm und 775 mm lang Müssen jedoch weitere Bearbeitungsschritte ausgeführt werden, gerät man schnell an die Grenzen der Beschreibbarkeit und muss auf bildliche Darstellungen, wie Skizzen oder Zeichnungen ausweichen. Hierbei sollte aus verständlichen Gründen eine einheitliche Basis benutzt werden: Die technische Zeichnung Seite 1

2 Erstellen von einfachen normgerechten Zeichnungen anhand von isometrischen Ansichten Seite 2

3 Erkennen der Funktion von Einzelteilen in einfachen Zusammenbauzeichnungen Seite 3
4 Fertigungs- und funktionsgerechte Einzelteilzeichnungen anhand von einfachen Zusammenbauzeichnungen erstellen Seite 4
5 2.1.4 Normen Normung und Normen sind ein wichtiges Ordnungsmittel in der Technik für wiederkehrende Aufgaben. Durch Normen werden Form, Größe und Ausführung von Produkten bzw. Verfahren vereinheitlicht und dadurch ihre Austauschbarkeit bzw. allgemeine Anwendbarkeit sichergestellt Die Zentrale Organisation zur Erarbeitung von Normen in Deutschland ist das 1917 gegründete Deutsche Institut für Normung e.v. in Berlin (DIN) Normen werden in Deutschland durch das DIN in enger Zusammenarbeit mit Wissenschaft und Praxis erarbeitet und u. a. als DIN-Blätter, DIN- Taschenbücher und DIN-Mitteilungen veröffentlicht. Für die Zeichnungsnormen ist im DIN der "Normenausschuss Zeichnungswesen (NZ)" zuständig. Normen besitzen einen empfehlenden Charakter mit einer technisch-normativen Wirkung. Sie besitzen keine rechtliche Verbindlichkeit und sind daher nicht mit Gesetzen vergleichbar. Die Beachtung und Anwendung von DIN-Normen ist freiwillig. Wer jedoch Produkte nach geltenden Normen fertigt, handelt nach den "anerkannten Regeln der Technik" und ist im Falle gerichtlicher Streitigkeiten in der Regel abgesichert Entsprechend dem technischen Fortschritt werden Normen von Zeit zu Zeit überarbeitet und an den Stand der Technik angepasst. Das Veröffentlichungsdatum ist auf dem DIN-Normblatt rechts oben aufgedruckt. Man unterscheidet die folgenden Normen: DIN-Normen: Diese werden von den Normenausschüssen des Deutschen Instituts für Normung, (Berlin) erarbeitet und u. a. auf DIN-Normblättern veröffentlicht Sie gelten in der Regel nur für Deutschland. DIN-EN-Normen: Für eine einheitliche Normung in Westeuropa ist die 1961 gegründete europäische Normungsinstitution CEN (Comite Europeen de Normalisation) mit Sitz in Brüssel zuständig. Das Hauptziel der CEN ist die Erarbeitung eines umfassenden europäischen Normenwerks und die Harmonisierung der nationalen Normenwerke im Sinne der Unterstützung des europäischen Binnenmarkts. Im Gegensatz zu den internationalen Normen von ISO ist jedes Mitglied des CEN verpflichtet, die Europäischen Normen unverändert in das nationale Normenwerk zu übernehmen. Die EN-Nummer wird dabei übernommen und unverändert (nur übersetzt) als DIN-EN-Norm veröffentlicht DIN-ISO-Normen: Da es weder sinnvoll noch wirtschaftlich ist, eine Normung alleine auf die Bedürfnisse eines Landes abzustimmen, wurde bereits 1926 die "International Federation of the National Standardizing Associations'(ISA)" gegründet, aus der im Jahre 1947 die Internationale Organisation für Normung (ISO) mit Sitz in Genf entstand. Ziel der ISO ist es, Normen weltweit in Einklang zu bringen, um die Zusammenarbeit der einzelnen Länder, insbesondere auf technischem Gebiet, zu erleichtern. In den Ausschüssen der ISO arbeitet das DIN mit, sofern das DIN einer ISO-Norm zustimmt, wird diese unverändert (nur übersetzt) als DIN-ISO- Normveröffentlicht. Seite 5
6 2.1.4 Grundlagen des technischen Zeichnens nach DIN (Auswahl) Arten von Zeichnungen Skizze: Die Skizze ist eine nicht unbedingt maßstäbliche, vorwiegend freihändig erstellte Zeichnung (Sie ist eine Unterlage, nach der Zeichnungen oder Pläne ausgearbeitet werden, kann aber auch als Fertigungsunterlage dienen) Zeichnung: Die Zeichnung enthält eine aus Linien bestehende bildliche Darstellung (Maßstäbliche Darstellung) mit den notwendigen Ansichten, Schnitten und sonstigen Angaben. Original-Zeichnung: Die Original-Zeichnung zeigt eine für weitere Arbeitsschritte verbindliche Fassung. Gesamt-Zeichnung: Die Gesamt-Zeichnung enthält eine Maschine, eine Anlage oder ein Gerät im zusammengebauten Zustand. Teil-Zeichnung: Die Teil-Zeichnung zeigt ein Teil ohne räumliche Zuordnung zu anderen Teilen. Gruppen-Zeichnung: Die Gruppen-Zeichnung zeigt maßstabsgetreu die räumliche Lage und die Form der zu einer Gruppe zusammengefassten Teile. Sammel-Zeichnung: Sammelzeichnungen enthalten mehrere Teile einer Gruppe ohne Berücksichtigung ihrer räumlichen Lage zueinander. Normteil-Zeichnung: Die Normteil-Zeichnung ist eine Fertigungszeichnung für ein genormtes Erzeugnis. Seite 6
7 Blattgrößen und Maßstäbe. Papierformate nach DIN 476 T1 (EN 20216) Das DIN-Formatsystem ist nach drei Grundsätzen aufgebaut: 1. Metrische Formatanordnung Die Fläche des Ausgangsformates ist gleich der metrischen Flächeneinheit, d.h. A = X x Y = 1 m Formatentwicklung durch Hälften Die Flächen zweier aufeinanderfolgender Formate verhalten sich wie 2:1. 3. Ähnlichkeit der Formate Für die Seiten eines Formates gilt die Gleichung: X : Y = 1 : 2. Seite 7
8 Aus der Gleichung folgt die Größe des Ausgangsformates X o = 0,841 m Y o = 1,189 m Die Begrenzung der Zeichenfläche ist vom Blattrand 5 mm, bei allen Formaten. Aus den Entwicklungsgrundsätzen lassen sich die in DIN EN ISO 5457 (bisher DIN 6771) genormten Blattgrößen entwickeln: A 0 A 1 A 2 A 3 A 4 A 5 A x 1189 mm 594 x 841 mm 420 x 594 mm 297 x 420 mm 210 x 297 mm 148 x 210 mm 105 x 148 mm Maßstäbe für technische Zeichnungen nach DIN ISO 5455 Es gibt folgende Maßstäbe: Natürlicher Maßstab mit dem Verhältnis 1 : 1 Vergrößerungsmaßstab mit dem Verhältnis größer als 1 : 1 Verkleinerungsmaßstab mit dem Verhältnis kleiner als 1 : 1 Zeichnungsangabe: Maßstab 1 : 1 für den natürlichen Maßstab Maßstab X : 1 für den Vergrößerungsmaßstab Maßstab 1 : X für den Verkleinerungsmaßstab Seite 8
9 Eintragung: Der in der Zeichnung verwendete Maßstab ist in der Nähe des Schriftfeldes einzutragen. Werden mehrere Maßstäbe in einer Zeichnung verwendet, so ist der Hauptmaßstab in der Nähe des Schriftfeldes einzutragen, die anderen Maßstäbe werden in der Nähe der Positionsnummer oder der Kennbuchstaben der Einzelheiten eingetragen. Es entfällt das übliche Wort Maßstab (M): Maßstäbe: Für technische Zeichnungen sind folgende Maßstäbe zu verwenden: Vergrößerungsmaßstäbe 50: 1 20 : 1 10 : 1 5 : 1 2 : 1 Natürlicher Maßstab 1 : 1 Verkleinerungsmaßstäbe 1 : 2 1 : 5 1 : 10 1 : 20 1 : 50 1 : : : : 1000 Beispiel für die Anwendung von Maßstäben: Seite 9

10 Schriftfelder für Zeichnungen. Zu einer vollständigen, normgerechten Zeichnung gehört ein, im rechten unteren Eck des Zeichnungsvordrucks angeordnetes Schriftfeld. Im Schriftfeld werden die Informationen eingetragen, die zu einer eindeutigen Interpretation und Zuordnung des Zeichnungsinhalts notwendig sind. Direkt über dem Schriftfeld kann die Stückliste angeordnet werden. Bei größeren Umfängen wird die Stückliste, getrennt von der Zeichnung, auf einem eigenständigen Formular angeordnet. Seite 10
11 2.5 Stücklisten und Stücklistensystem Zu jedem Zeichnungssatz gehört eine Stückliste bzw. ein Stücklistensatz als wichtiger Informationsträger, um ein Erzeugnis so vollständig beschreiben zu können, dass es einwandfrei gefertigt werden kann. Eine Stückliste enthält in Worten und mit Positionsnummer festgelegt die Menge, Einheit, Benennung und Sachnummer aller Baugruppe und Einzelteile (einschließlich Normteilen, Fremdteilen und Hilfsstoffen) Positionsnummern Positionsnummern sind das Bindeglied zwischen Zeichnung und Stückliste (siehe Abb.). Eine Positionsnummer ist jedem zusammengesetzten Teil (Baugruppe) oder jedem Einzelteil zuzuordnen, das in der Zeichnung dargestellt ist. Regeln für die Eintragung von Positionsnummern: 1. Positionsnummern müssen in der Zeichnung deutlich von anderen Angaben unterscheidbar sein. Man wählt deshalb die Schriftgröße doppelt so groß wie für Maßeintragungen und andere Angaben (Abb.). 2. Positionsnummern sind außerhalb der Umrisslinien der Zeichnung anzuordnen und mit, einer Hinweislinie am jeweiligen Teil zu verbinden. Die Hinweislinie soll schräg, aus der Zeichnung zur Positionsnummer herausgezogen werden. Die Hinweislinien sollten sich nicht kreuzen (Abb.) 3. Endet eine Hinweislinie in der Fläche, dann erhält sie am Ende einen Punkt. Endet die Hinweislinie dagegen an einer Werkstückkante, dann erhält sie einen Pfeil. 4. Gleiche Teile erhalten gleiche Positionsnummern. 5. Positionsnummern von Teilen, die zusammengehören, können an derselben Hinweislinie eingetragen werden. 6. Positionsnummern von symmetrisch liegenden Teilen brauchen nur einmal eingetragen zu werden. Abb. 2.5: Beispiele für die Eintragung von Positionsnummern Seite 11
12 2.5.2 Stücklistenvordrucke nach DIN In DIN sind Vordrucke für Stücklisten genormt. Bei der Stücklistenverarbeitung mit Hilfe der Datenverarbeitungstechnik wird der in der Norm festgelegte Aufbau jedoch entsprechend den Möglichkeiten und Erfordernissen der verwendeten DV-Anlagen und Programme modifiziert. Dargestellte Informationen Positionsnummer Die Positionsnummer (Kapitel 2.5.1) dient zum Auffinden des aufgeführten Gegenstands (z. B. der Baugruppe oder des Einzelteils) in der zur Stückliste gehörenden Zeichnung. Es werden auch solche Zeilen mit einer Positionsnummer versehen, in denen sonstige zur Fertigung erforderliche Angaben (z. B. Prüfvorschriften, Einstellvorschriften) eingetragen werden. Die Positionsnummer darf numerisch (1,2, 3,...) oder alphanumerisch (z. B. Al, A2, A3,...) sein. Menge. In dieser Spalte ist die Menge des durch die Positionsnummer gekennzeichneten Gegenstands aufzuführen. Die Menge bezieht sich auf ein Stück (z. B, eine Maschine, eine Anlage, ein Bauteil) des durch die Sachnummer im Schriftfeld gekennzeichneten Erzeugnisses. Einheit Die dritte Spalte wird die zur Menge gehörende Mengeneinheit eingetragen (z-b. m, kg, usw.) Benennung In Spalte 4 ist die Benennung des Gegenstands einzutragen sie wird unabhängig von der Menge immer, in der Einzahl angegeben. Sachnummer oder Normbezeichnung In die Spalte 5 wird die Sachnummer oder die Normkurzbezeichnung (falls ein Normteil verwendet wurde) des betreffenden Gegenstands eingetragen. Die Sachnummer dient zur eindeutigen Identifikation und zur Auftragsabwicklung und ist insbesondere beim Einsatz von Datenverarbeitungsanlagen vorteilhaft. Bemerkung Hier können beliebige erläuternde oder ergänzende Angaben zur jeweiligen Position gemacht werden. Bei Stücklisten der Form B werden die Bemerkung in Spalte 8 eingetragen Seite 12
13 Linien und ihre Anwendung Linienbreiten werden nach DIN ISO u. 24 (bisher DIN 15-1 u. 2) ausgewählt. Sie sind in verschiedene Liniengruppen eingeteilt. Die unterschiedlichen Liniengruppen mit ihren Linienarten werden durch die Breite der breiten Volllinie gekennzeichnet, z.b. Liniengruppe 0,5. In einer Zeichnung sollten nur Linien einer Liniengruppe Verwendung finden, wobei bevorzugt die Linienbreiten und Liniengruppen, die in der unteren Tabelle fett gedruckt sind angewandt werden sollten. Die Auswahl der Liniengruppe für eine Zeichnung richtet sich nach der Größe und Gliederung des zu zeichnenden Teiles, und zwar für einfache, große Teile Liniengruppe 0,7 und für vielgegliederte und kleine Teile die Liniengruppe 0,5. Als Richtwert für die Auswahl gilt: Der kleinste Abstand zwischen zwei Linie sollte nicht geringer als zweimal die Linienbreite, mindestens aber 0,5..0,65 mm sein! Nr. Linienarten Linienbreiten Anwendungen (z.t. Auswahl!) 01.1 Volllinie, schmal 0,5 0,35.1 Lichtkanten,.2 Maßlinien,.3 Maßhilfslinien,.4 Hinweislinien,.5 Schraffuren,.6 Umrisse eingeklappter Querschnitte,.7 kurze Mittellinien,.8 Gewindegrund,.9 Maßlinienbegrenzungen,.10 Diagonalkreuze,.11 Biegelinien,.12 Umrahmung von Einzelheiten Freihandlinie, schmal 0,5 0,35.18 Begrenzung von abgebrochenen oder unterbrochenen dargestellten Ansichten und Schnitten, wenn die Begrenzung keine Mittellinie ist Volllinie, breit 0,7 0,5.1 sichtbare Kanten,.2 sichtbare Umrisse,.3 Gewindespitzen,.4 nutzbare Gewindelänge 02.1 Strichlinie, schmal 0,5 0,35.1 Verdeckte Kanten,.2 Verdeckte Umrisse 02.2 Strichlinie, breit 0,7 0,5.1 Kennzeichnung zulässiger Oberflächen- Behandlungen, z.b. Wärmebehandlung Seite 13
14 04.1 Strichpunktlinie, schmal 0,5 0,35.1 Mittellinien,.2 Symmetrielinien.3 Teilkreise von Verzahnungen, Lochkreise 04.2 Strichpunktlinie, breit 0,7 0,5.1 Kennzeichnungsbegrenzter Bereiche, z.b. Wärmebehandlung 05.1 Strich-Zweipunkt- Linie, schmal 0,5 0,35.1 Umrisse angrenzender Teile,.2 Grenzstellung von Teilen.3 Schwerpunktlinien Falls sich Linien in Zeichnungen überdecken, dann sollte die folgende Rangfolge eingehalten werden: 1. Sichtbare Kanten und Umrisse 2. Verdeckte Kanten und Umrisse 3. Schnittebenen 4. Mittellinien 5. Schwerlinien 6. Maßhilfslinien Schrift und Schriftgröße Die Schriften und Schriftgrößen sind in DIN EN ISO (bisher DIN 6776 T1) genormt. Allgemeine Anwendungsregeln: Es sind folgende Schrifthöhen genormt: 2,5; 3,5; 5; 7; 10; 14 und 20 mm Die Mindesthöhe auch für Kleinbuchstaben sollte 2,5 mm sein. Indizes, Exponenten und die ISO-Passungskurzzeichen werden um eine Schriftgröße kleiner geschrieben als die gewählte Schriftgröße, jedoch nicht kleiner als 2,5 mm. Bei Benutzung der kleinsten Schriftgröße sind die Indizes, Exponenten usw. mit der gleichen Schriftgröße zu schreiben. Es sollte die passende Schriftgröße in Zeichnungen anhand der breiten Volllinie ausgewählt werden, d.h. bei Verwendung der Liniengruppe 0,5 sollte die Schriftgröße 5 mm gewählt werden. Seite 14
15 2.8 Normzahlen und Normzahlreihen Bei der Konstruktion und Fertigung von Werkstücken sollten Im Hinblick auf die Einsparung von Kosten (z. B. für Werkzeuge und Messmittel) Normzahlen (Normmaße) nach DIN 323 verwendet werden (z. B. für die Bemaßung von Radien, für Rauheitswerte oder Drehzahlen). Es werden verschiedene Normzahlreihen (R5, R10.. ~20 und R40) unterschieden, die nach den folgenden Stufensprüngen q berechnet werden: R5: q5 = 5 10 = ca. 1,6 R10: q10 = = ca. 1,25 R20: q20 = = ca. 1,12 R40: q40 = = ca. 1,06 In der Tabelle sind die entsprechenden Zahlenwerte zusammengestellt. Sie können bei Bedarf mit 10, 100, 1000, usw. multipliziert oder durch 10,100, 1000, usw. dividiert werden. Die Reihe 5 (R5) ist der Reihe 10 (R10) und diese wiederum der Reihe 20 (R20) sowie der Reihe 40 (R40) vorzuziehen. R5 R10 R20 R40 R5 R10 R20 R40 R5 R10 R20 R40 1,00 1,00 2,50 6,30 1,00 2,50 6,30 1,06 2,65 6,70 1,00 2,50 6,30 1,12 2,80 7,10 1,12 2,80 7,10 1,18 3,00 7,50 2,5 6,30 1,25 3,15 8,00 1,25 3,15 8,00 1,32 3,35 8,50 1,25 3,15 8,00 1,40 3,55 9,00 1,49 3,55 9,00 1,50 3,75 9,50 1,60 1,60 4,00 10,00 10,00 10,00 10,00 1,60 4,00 1,70 4,25 1,60 4,00 1,80 4,50 1,80 4,50 1,90 4,75 4,00 2,00 5,00 2,00 5,00 2,12 5,30 2,00 5,00 2,24 5,60 2,24 5,60 2,36 6,00 Seite 15
16 Normgerechte Darstellung in technischen Zeichnungen Gegenstände sind entsprechend der DIN 6-1 (DIN ISO ) nach der Projektionsmethode 1 (ISO - Methode E, bzw. europäischen Projektion) darzustellen. Die Zahl und Auswahl der Ansichten sind so zu treffen, dass der Gegenstand eindeutig bestimmt ist. Zu bevorzugen sind die Ansichten: V; SL; D. Als Vorderansicht ( V ) ist die Ansicht zu wählen, die an Form und Abmessungen des Gegenstandes möglichst viel zeigt. Seite 16


17 Seite 17
18 Lösung aus der dreidimensionalen Darstellung: Einführung der 3 Zeichnungsebenen für Vorderansicht, Seitenansicht und Draufsicht und Projektion der 3D-Ansicht in die entstandenen Ebenen. Seite 18
19 Projektion der nichtsichtbaren, inneren Geometrie in die 3 Ansichten. Durch die rechtwinkelig aufeinander stehenden Ebenen ergeben sich fest geometrische Beziehungen zwischen den einzelnen Ansichten. Seite 19
20 Zur Darstellung auf einem Blatt in zweidimensionaler Form werden die Ebenen in die Fläche der Vorderansicht geklappt. Als Zeichnung bleiben nur die geklappten Projektionen übrig. Seite 20
21 Die festen Beziehungen bleiben beim Klappen erhalten und können zur Übernahme von Details aus einer Ansicht in die Andere genutzt werden. Durch Einführen von Mittel-, bzw. Symmetrielinien wird die Darstellung vervollständigt, sie dienen zur besseren Lesbarkeit der Zeichnung bzw. zur Unterstützung beim Zeichnen. Seite 21
22 3.4 Symmetrie- und Mittellinien Symmetrische Ansichten können durch eine Symmetrie- oder Mittellinie gekennzeichnet werden, Eine Fläche wird als symmetrisch bezeichnet, wenn sie in zwei deckungsgleiche Hälften zerlegt werden kann. Die Verwendung von Symmetrielinien hat dabei Einfluss auf die Bemaßung und die Fertigung des Werkstücks. Für die Darstellung von Symmetrie- bzw. Mittellinien gelten die folgenden Regeln: 1. Symmetrie- bzw. Mittellinien werden als schmale Strichpunktlinie (Linienart 04.1) geringfügig über die Körperkante hinaus gezeichnet 2. Symmetrielinien; werden auch, dann gezeichnet, wenn eine symmetrische Grundform einseitig durch Einzelheiten (z. B. Ausklinkung, Nut) unterbrochen wird. 3. Kurze Symmetrie- bzw. Mittellinien (z.b. bei kleineren Bohrungen) dürfen als schmale Volllinie gezeichnet werden. Die Linien müssen sich in den; Strichen kreuzen. 4. Besitzt das Werkstück nur eine Teilsymmetrie, dann beschränken sich die Symmetrie- bzw. Mittellinien nur auf diese Körperformen. 5. Symmetrie- bzw. Mittellinien dürfen; als Maßhilfslinien benutzt werden. Zu diesem Zweck ist ggf. erforderliche Verlängerung als schmale Volllinie (Linienart 01.3) zu zeichnen. 6. Maßzahlen dürfen durch Symmetrie- bzw. Mittellinien nicht beeinträchtigt werden 7. Ein Maß zur Bestimmung der Lage der Mittellinie ist nicht erforderlich. Seite 22
23 Durch Hinzufügen der Bemaßung entsteht eine vollständige, normgerechte Darstellung des Einzelteils, sodass eine Herstellung anhand der Zeichnung ohne Messen nur unter zu Hilfenahme der Zeichnung möglich ist. Seite 23
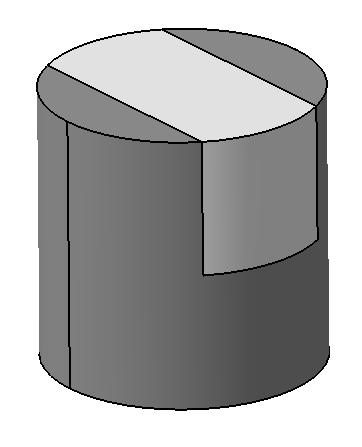
24 Es müssen nicht immer 3 Ansichten gezeichnet werden, es sind nur die Ansichten notwendig die für die eindeutige Darstellung des Teils benötigt werden. Es kann bei einfachen Blechteilen ausreichend sein nur die Draufsicht zu zeichnen, bei sehr komplizierten Teilen können zusätzlich zu den 3 Ansichten noch Detailansichten oder zusätzliche Schnitte notwendig werden. Für runde Körper genügt meist die Vorderansicht und ggf. noch die Draufsicht, weil das Durchmesserzeichen vor der Maßzahl die Kreisform kennzeichnet, sinngemäß gilt dies für quadratische Körper. Seite 24

25 Darstellung gebräuchlicher Elemente 1. Bohrungen mit Senkung: Seite 25


26 2. Rotationssymmetrische Teile: 2.1 Wellen: Techn. Kommunikation und Zeichnungslesen Seite 26

27 2.1 Kugeln: Seite 27
28 1.4.3 Schnittdarstellungen nach DIN 6-2 (künftig DIN ISO u. 44) Im Schnitt dargestellt werden Hohlkörper, z. b. Gehäuse, Werkstücke mit Bohrungen und Durchbrüchen, um die innere Form klar erkennen zu können. Man denkt sich bei der Schnittdarstellung ein Teil des Werkstücks weggeschnitten und zeichnet den übriggebliebenen Teil. Die durch den Schnitt sichtbar gewordenen inneren Körperkanten sind als breite Volllinien zu zeichnen. Dort, wo der gedachte Schnitt durch den Werkstoff führt, sind die Flächen zu schraffieren, Hohlräume dagegen nicht. Die Schraffurlinien werden durch parallel laufende schmale Volllinien unter 45 o zu den Hauptumrissen oder zur Symmetrieachse in gleichmäßigem Abstand gezeichnet. Bei großen Flächen darf die Schraffur auf eine Zone, die den Umrissen der Schnittfläche folgt, beschränkt werden. Seite 28
29 Schnittarten Vollschnitt Techn. Kommunikation und Zeichnungslesen Hier denkt man sich die vordere Hälfte des Werkstückes herausgeschnitten und es wird nur die hintere Hälfte gezeichnet. Die Schnitte können beliebig gelegt werden, vorwiegend jedoch in Richtung der Längsachse oder senkrecht zu ihr. Seite 29
30 Seite 30
31 Seite 31
32 Halbschnitt Techn. Kommunikation und Zeichnungslesen Hierbei ist nur ein Viertel des Körpers herausgeschnitten gedacht. Er wird angewendet als vereinfachte Darstellung von spiegelbildgleichen Hohlkörpern, um durch den Schnitt die innere Form und durch die Ansichtsform die äußere Form zu verdeutlichen. Verdeckte Körperkanten werden in Schnittdarstellungen möglichst nicht gezeichnet. Seite 32
33 Bei symmetrischen Werkstücken wird der Halbschnitt je nach Zeichnungslage bevorzugt rechts bzw. unten angeordnet. Halbschnitte Seite 33
34 Teilschnitt.1 der Teilschnitt, bei dem die umschließende Schnittfläche nicht durch Bruchlinien begrenzt wird..2 Der Ausbruch hat als Begrenzungslinie die Freihandlinie. Sie darf nicht mit Umrissen, Kanten oder Hilfslinien zusammen fallen. Der Ausbruch dient zur Verdeutlichung eines Teils am Werkstück Profilschnitt Er darf in die zugehörige Ansicht gedreht oder neben der Ansicht dargestellt werden. In der Ansicht als schmale Volllinie, neben der Ansicht als breite Volllinie. Volle Werkstücke werden nicht im Längsschnitt dargestellt, z. b. Wellen, Bolzen, Nieten, Stifte, Schrauben, Passfedern, Keile, Wälzlagerkörper sowie Rippen von Gussstücken und Armen von Handrädern. Teilschnitt/Ausbruch Profilschnitt Schnittverlaufkennzeichnung Bei Voll- oder Halbschnitten ist er deutlich erkennbar und wird nicht besonders gekennzeichnet. Ist er nicht klar zu erkennen so wird er durch eine breite, kurze strichpunktierte Linie (gleich der breiten Volllinie) angedeutet. Die Pfeile für die Blickrichtung auf den Schnitt sind mit der Spitze auf die Strichpunktlinie zu setzen. Seite 34
35 Normgerechte Darstellung.1 Bemaßungsarten Die Bemaßung legt die Form und Abmessungen eines Werkstückes fest. Sie kann nach unterschiedlichen Gesichtspunkten erfolgen:.1.2 Funktionsbezogene Bemaßung Sie liegt vor, wenn bestimmte Maße im Hinblick auf die Funktion des Teils eine maximale Toleranz zugeordnet ist und deren Überschreitung zur funktionellen Unbrauchbarkeit führt. 1.3 Fertigungsbezogene Bemaßung Ist gegeben, wenn sich die Maße ohne Umrechnung direkt für die Fertigung verwenden lassen. Die Toleranzen sind bei der fertigungsbezogenen Bemaßung kleiner als bei einer funktionsbezogenen, wenn nicht beide Bemaßungsarten übereinstimmen, d.h. auch bei einer Seite 35
36 Überschreitung der engen Toleranzen einer fertigungsbezogenen Bemaßung kann ein Teil noch funktionell brauchbar sein..1.4 Prüfbezogene Bemaßung Liegt vor, wenn sich die Maße ohne Umrechnung direkt für die Prüfung verwenden lassen. Bezüglich der Tolerierung gilt das gleiche wie bei der fertigungsbezogenen Bemaßung. Seite 36
37 .1.5 Allgemeine Regeln für die zeichnerische Darstellung Grundregeln der Bemaßung nach DIN (künftig DIN ISO 129-1) Flache Werkstücke (Bleche) können im Allgemeinen in einer Ansicht dargestellt werden. Als sichtbare Körperkanten werden die Umrisse in breiter Volllinie dargestellt. Maßlinien sind als schmale Volllinien zu zeichnen. Sie stehen im Allgemeinen rechtwinklig zwischen den Körperkanten bzw. Maßhilfslinien. Die erste Maßlinie hat von der Körperkante einen Abstand von etwa 10 mm, während Maßlinien untereinander einen Abstand von 7 mm haben sollen. Maßlinien sollten sich nicht mit anderen Linien oder untereinander schneiden. Maßhilfslinien sind ebenfalls schmale Volllinien. Sie ragen etwa 2 mm über die Maßlinien hinaus und dürfen nicht in eine andere Ansicht durchgezogen werden. Als Maßlinienbegrenzung dienen im Allgemeinen schlanke Vollpfeile unter einem spitzen Winkel von etwa 15 o. Ihre Länge entspricht etwa der 5-fachen Linienbreite der Volllinien. Seite 37
38 26 75 Techn. Kommunikation und Zeichnungslesen Mittellinien kennzeichnen symmetrische, d.h. spiegelbildliche Ansichten. Sie werden als schmale strichpunktierte Linie ausgeführt. Beim Zeichnen eines Werkstückes ist mit der Mittellinie anzufangen. Mittellinien schneiden sich nur in den Mitten der Striche, nie in den Punkten. Die Enden bilden Striche, die einige Millimeter aus der Ansicht herausragen. Mittellinien sind nicht als Maßlinien zu gebrauchen, werden sie jedoch als Maßlinien benötigt sind sie außerhalb der Ansicht als schmale Volllinie zu zeichnen. Maßzahlen sind in ISO Schrift nach DIN 6776 in Fertigungszeichnungen in Millimeter ohne Maßeinheit einzutragen, dass sie von unten oder von rechts lesbar sind Innerhalb schraffierter Bereiche sollten Maßeintragungen vermieden werden. Ist dies nicht vermeidbar, so müssen die Maße von links lesbar sein. Maßzahlen wie 6, 9, 66, 68, 86, 89, 98 und 99 erhalten hinter der Zahl einen Punkt, wenn durch ihre Stellung eine Verwechslung möglich ist. Seite 38
39 Maßzahlen und Winkelangaben, die in der Nähe der Maßlinie oder an eine Bezugslinie geschrieben werden müssen sollten möglichst in der gleichen Lage eingetragen werden, die sie an der Maßlinie hätten. Maßzahlen dürfen nicht durch Linien gekreuzt werden. Sie dürfen auch nicht ohne Maßlinie direkt auf dargestellten Kanten, Umrisse oder Eckpunkte stehen. Beispiele für Maßeintragungen.1.6 Bemaßungsmöglichkeiten Standart-Bemaßung Seite 39
40 Steigende-Bemaßung Koordinaten-Bemaßung Seite 40


41 .1.7 Darstellung bzw. Bemaßung gebräuchlicher Formen Plane Flächen an runden Teilen: Darstellungen ohne Kennzeichnung der planen Fläche nicht besonders aussagekräftig. Darstellungen mit Kennzeichnung der planen Fläche. Seite 41


42 Schlüsselweite: Theoretisch notwendige zusätzliche Darstellung einer Seitenansicht zur eindeutigen Darstellung der beiden Flächen an einem Drehteil Alternative zur eindeutigen Darstellung der Flächen in der Vorderansicht (Einsparung der Seitenansicht) Seite 42

43 Kugel: Techn. Kommunikation und Zeichnungslesen Quadrat: Seite 43
44 Fasen: Techn. Kommunikation und Zeichnungslesen Durchmessern und Radien: Seite 44
45 Kegel: Techn. Kommunikation und Zeichnungslesen Genaue Kegel, die eine Funktion zu erfüllen haben werden nach DIN ISO 3040 bemaßt, wobei die Verjüngung nach folgender Formel berechnet wird: C = D/L Bei Kegelstümpfen gilt folgende Formel: C = (D d) / L Beispiel : C1 = (D1-d1) / L = (100-80) / 100 = 20 / 100 => 1 : 5 C2 = (D2-d2) / L = (70-60) / 100 = 10 / 100 => 1 : 10 Zur vollständigen Bemaßung des Kegels sind ein Durchmesser, die Kegellänge und die Verjüngung notwendig. Seite 45
46 Neigungen: Techn. Kommunikation und Zeichnungslesen Unter der Neigung einer Werkstückfläche versteht man ihr Gefälle zur Waagerechten. Neigung = (H-h) / L Beispiel : Neigung = (H h) / L = (45 42) / 60 = 3 / 60 => 1 : 20 Zur vollständigen Bemaßung der Neigung ist eine Höhe, die Länge und der Neigung notwendig. Seite 46
47 Toleranzen und Passungen.1 Eintragung von Toleranzen Toleranzen können angegeben werden durch: Allgemeintoleranzen DIN ISO (bisher DIN 7168 Teil 1) Abmaße ISO-Toleranzfeldkurzzeichen DIN ISO Grundbegriffe: Nennmaß: Das Nennmaß (N) ist das in der Zeichnung genannte Maß, das auf die Abmaße bezogen werden. Passmaß: das Passmaß ist das Nennmaß mit zusätzlicher Angabe der max. Maßabweichungen, die angegeben werden können mit: Größtmaß: ist das größte zulässige Maß (G o ) = N + ES Kleinstmaß: ist das kleinste zulässige Maß (G u ) = N + EI Oberes Abmaß: Das obere Abmaß (ES), gibt die Grenze der Toleranz nach oben an. Alt: A o = Abmaß oben Neu: ES = Écart Superior Unteres Abmaß: das untere Abmaß (EI), gibt die Grenze der Toleranz nach unten an Alt: A u = Abmaß unten Neu: EI = Écart Inferior Toleranz: die Toleranz (T) ist der max. Unterschied der zwischen Größt- und Kleinstmaß Istmaß: besteht. = G o G u = ES - EI das Istmaß (I) gibt an wie groß das fertige Werkstück tatsächlich geworden ist, es wird durch nachträgliches Messen festgestellt. 1. nur plus (+) 2. plus und minus (+,-) 3. nur minus (-) Seite 47
48 Beispiele für die Begriffsdefinitionen anhand einer Welle Und einer Bohrung Seite 48

49 .1.2 Freimaßtoleranzen nach DIN ISO und 2 Beispiele: Allgemeintoleranzen nach DIN 2768 m Nennmaß 20 mm 40 mm Oberes Abmaß +0,2 mm +0,3 mm Unteres Abmaß -0,2 mm -0,3 mm Größtmaß 20,2 mm 40,3 mm Kleinstmaß 19,8 mm 39,7 mm Toleranz 0,4 mm 0,6 mm Seite 49
50 1.3 Abmaße Techn. Kommunikation und Zeichnungslesen Tolerierung durch den Eintrag von Grenz-Abmaßen Nennmaß 20 mm 20 mm 20 mm Oberes Abmaß +0,15 mm 0 mm +0,15 mm Unteres Abmaß 0 mm -0,1 mm -0,1 mm Größtmaß 20,15 mm 20,0 mm 20,15 mm Kleinstmaß 20,0 mm 19,9 mm 19,9 mm Toleranz 0,15 mm 0,1 mm 0,25 mm Nennmaß 40 mm 40 mm 40 mm Oberes Abmaß +0,2 mm 0 mm +0,2 mm Unteres Abmaß 0 mm -0,1 mm -0,1 mm Größtmaß 40,2 mm 40,0 mm 40,2 mm Kleinstmaß 40,0 mm 39,9 mm 39,9 mm Toleranz 0,2 mm 0,1 mm 0,3 mm Seite 50
51 1.4 ISO-Toleranzfeldkurzzeichen Seite 51
52 Grundlagen der Tolerierung mit ISO-Toleranzen 1. Toleranzlage 2. Toleranzgrad Seite 52
53 Der Buchstabe gibt die Lage des Toleranzfeldes zur Nulllinie an, die Zahl gibt die Größe der Toleranz an (Die Zahl entspricht nicht der TOERANZ in µm!!!) Seite 53
54 .2 Passungen.2.1 Grundbegriffe: Techn. Kommunikation und Zeichnungslesen G ob Größtmaß Bohrung Höchstmaß der Innenpassfläche G ub Kleinstmaß Bohrung Mindestmaß der Innenpassfläche G ow Größtmaß Welle Höchstmaß der Außenpassfläche G uw Kleinstmaß Welle Mindestmaß der Außenpassfläche P o Höchstpassung (positiv) Größtspiel Höchstpassung (negativ) Kleinstübermaß P u Mindestpassung (positiv) Kleinstspiel Mindestpassung (negativ) Größtübermaß PT Passtoleranz P s Spiel (positive Passung): Differenz der Maße von Innenpassfläche und Außenpassfläche ist positiv. (bisher Spielpassung) P ü Übermaß (negative Passung): Differenz der Maße von Innenpassfläche zu Außenpassfläche ist negativ. (bisher Presspassung) Spieltoleranzfeld: Die Höchstpassung ist positiv, die Mindestpassung mindestens Null. Übergangstoleranzfeld: Die Höchstpassung ist positiv, die Mindestpassung negativ. Übermaßtoleranzfeld : Die Höchstpassung höchstens Null, die Mindestpassung negativ. Seite 54
55 Seite 55
56 Beispiele: Spieltoleranzfeld (Spielpassung): Maß Welle (W) = 20-0,1, Maß Bohrung (B) = 20 +0,5 Bohrung DN 20 +0,5 Welle 20 0,1 Oberes Grenzmaß ES = + 0,5 es = 0 Unteres Grenzmaß EI = 0 ei = -0,1 Höchstmaß G o ,5 = 20,5 20,0 Mindestmaß G u 20,0 20 0,1 = 19,9 Maßtoleranz T 0,5 0,1 PASSUNG Höchstpassung P o 20,5 19,9 = 0,6 Mindestpassung P u 20,0 20,0 = 0 Mindestpassung = kleinste Bohrung größte Welle Höchstpassung = größte Bohrung kleinste Welle Höchstpassung Po > 0 und Mindestpassung > 0 => Spielpassung Höchstpassung Po > 0 und Mindestpassung < 0 => Übergangspassung Höchstpassung Po < 0 und Mindestpassung < 0 => Übermaßpassung (Presspassung) Seite 56
57 2.2 Passungssysteme nach ISO Grundbegriffe: Einheitsbohrung: Bohrungen haben immer Großbuchstaben. Der Buchstabe für das System Einheitsbohrung H z. B. H6, H8, H11 etc. Einheitswelle: Wellen haben immer Kleinbuchstaben. Der Buchstabe für das System Einheitsbohrung ist h z. B. h6, h8, h11 etc. Folgende Regel gilt im Bezug auf die Passungsarten: Einheitsbohrung: eine Bohrung mit dem Toleranzfeld H, ergibt gepaart mit einer Welle mit dem Toleranzfeld: a bis h j bis n p bis z ein Spieltoleranzfeld im Allgemeinen ein Übergangstoleranzfeld meist ein Übermaßtoleranzfeld Einheitswelle: eine Welle mit dem Toleranzfeld h, ergibt gepaart mit einer Bohrung mit dem Toleranzfeld: A bis H J bis N P bis Z ein Spieltoleranzfeld im Allgemeinen ein Übergangstoleranzfeld meist ein Übermaßtoleranzfeld Seite 57
58 Seite 58
59 Kennzeichen und Richtlinien für die Anwendung wichtiger Passungen DIN 7154 E. Bohrg. DIN 7155 E. Welle DIN 7157 Auswahl Kennzeichen Anwendungsbeispiele Übermaßpassung H7 / s6 H7 / r6 R7 / h6 S7 / h6 H8 / x8 bis u8 H7 / r6 Presssitze können nur unter hohem Druck oder durch Schrumpfen zusammengefügt werden. Zusätzliche Sicherung gegen Verdrehung ist nicht erforderlich. Übergangspassung H7 / n6 N7 / h6 H7 / n6 Festsitzteile lassen sich nur unter hohem Druck zusammenfügen. Hierbei ist eine zusätzliche Verdrehsicherung notwendig. H7 / m6 M7 / h6 Treibsitzteile lassen sich unter erheblichem Kraftaufwand, z. B. mit Handhammer, zusammenfügen und wieder auseinander treiben. Sichern gegen verdrehen erforderlich. H7 / k6 K6 / h7 H7 / k6 Haftsitze lassen sich unter geringem Kraftaufwand zusammenfügen. Ein Sichern gegen Verdrehen und Verschieben ist erforderlich. Kupplungen auf Wellenenden, Buchsen in Radnarben, festsitzende Zapfen und Bunde. Bronzekränze auf Schneckenrad- Körpern, Ankerkörper auf Wellen. Zahn- und Schneckenräder, Lagerbuchsen, Winkelhebel, Radkränze auf Radkörpern, Antriebsräder. Teile an Werkzeugmaschinen, die ohne Beschädigungen ausgewechselt werden müssen, z. B. Zahnräder, Riemenscheiben, Kupplungen, Zylinderstifte, Passschrauben, Kugellagerringe. Riemenschieben, Zahnräder und Kupplungen sowie Wälzlager-Innenringe auf Wellen für mittlere Belastungen, Bremsscheiben. H7 / j6 J7 / h6 H7 / j6 Schiebesitze lassen sich bei guter Häufig auszubauende aber durch Keile Schmierung von Hand zusammenfügen gesicherte Scheiben, Räder und und verschieben. Ein Sichern gegen Handräder, Buchsen, Lagerschalen, Verdrehen und Verschieben ist Kolben auf der Kolbenstange und notwendig. Wechselräder. Spielpassungen H7 / h6 H7 / h6 H7 / h6 Gleitsitze können bei guter Schmierung Pinole im Reitstock, Fräser auf durch Handdruck verschoben werden. Fräsdornen, Wechselräder, Säulenführungen, Dichtungsringe. H8 / h9 H8 / h9 H8 / h9 Schlichtgleitsitze lassen sich leicht Scheiben, Räder, Kupplungen, Stellringe, zusammenbauen und über längere Handräder, Keilsitze für Transmissionen. Wellenteile verschieben. H7 /g6 G7 / h6 H7 / g6 Enge Laufsitzteile gestatten gegenseitige Schieberäder in Wechselgetrieben, Bewegung ohne merkliches Spiel. verschiebbare Kupplungen, Spindellagerungen an Schleifmaschinen und Teilapparaten. H7 / f7 F8 / h6 H7 / f8 Luftsitze gewährleisten ein leichtes Verschieben der Passteile und weisen ein reichliches Spiel auf, das eine einwandfreie Schmierung erleichtert. H8 / f7 F8 / h9 F8 / h9 Schlichtlaufsitze haben merkliches bis reichliches Spiel, so dass sie gut ineinander beweglich sind. Meist angewandte Passung im Maschinenbau, bei Lagerung der Welle in zwei Lagern, z. B. Spindellagerung an Werkzeugmaschinen, Kurbel- und Nockenwellenlagerung, Gleitführungen. Für mehrfach gelagerte Wellen; Kolben in Zylindern, Ventilspindeln in Führungsbuchsen, Lager für Zahnradund Kreiselpumpen, Kreuzkopfführungen. H8 / e8 E8 / h8 Leichte Laufsitze haben reichliches Spiel. Mehrfach gelagerte Wellen, bei denen ein einwandfreies Ausrichten und Fluchten nicht voll gewährleistet ist. Seite 59
60 Beispiel: 20 H8 f7 Bohrung DN 20 H8 Welle 20 f7 Oberes Grenzmaß ES = + 0,033 es = - 0,020 Unteres Grenzmaß EI = 0 ei = - 0,041 Höchstmaß G o ,033 = G ob 20, ,020 = G ow 19,980 Mindestmaß G u 20-0,041 = G ub 20,0 G uw 19,959 0,033 0,02 Maßtoleranz PT PASSUNG 20,033 19,959 = 0,074 Höchstpassung P o Mindestpassung P u 20,0 19,980 = 0,020 Mindestpassung = kleinste Bohrung größte Welle Höchstpassung = größte Bohrung kleinste Welle 100 H8 f7 Bohrung DN 100 H8 Welle 20 f7 Oberes Grenzmaß ES = + 0,054 es = - 0,036 Unteres Grenzmaß EI = 0 ei = - 0,071 Höchstmaß G o ,054 = 100 0,036 = G ob 100,054 G ow 99,964 Mindestmaß G u 100-0,071 = G ub 100,0 G uw 99,929 Maßtoleranz PT 0,033 0,02 PASSUNG Höchstpassung P o 100,054 99,929 = 0,125 Mindestpassung P u 100,0 99,964 = 0,036 Mindestpassung = kleinste Bohrung größte Welle Höchstpassung = größte Bohrung kleinste Welle Seite 60
61 .3 Symbole für Form- und Lagetoleranzen, DIN ISO 1101 (bisher DIN 7184 Teil 1) Form- und Lagetoleranzen Jedes Werkstück besteht aus einer Vielzahl von verschiedenen geometrischen Elementen, die aufgrund von Fertigungs-Ungenauigkeiten von der geometrisch idealen Form oder Lage abweichen können. Um die Funktion oder die Austauschbarkeit sicherzustellen, muss die zulässige Abweichung bestimmter geometrischer Elemente eines Bauteils von der geometrisch idealen Form (z. B. bei einer Planfläche} oder Lage (z.b. bei der Parallelität zweier Bohrungen) durch Form- und Lagetoleranzen nach DIN ISO 1101 festgelegt werden. Die geometrische Festlegung von Form- und Lagetoleranzen geschieht durch Definition von Toleranzzonen, innerhalb derer die tolerierten Elemente eines Bauteils (z.b. Fläche, Bohrungsachse) liegen müssen. Gilt das Unabhängigkeitsprinzip als Tolerierungsgrundsatz (neuer Tolerierungsgrundsatz nach DIN ISO 8015), dann sind die geforderten Form- und Lagetoleranzen unabhängig von den Maßtoleranzen einzuhalten. Die Abbildung gibt zunächst einen Überblick über alle nach DIN ISO 1101 genormten Form- und Lagetoleranzen. 3.1 Formtoleranzen Eine Formtoleranz legt die zulässige Abweichung eines geometrischen Formelements (z.b. einer Fläche) von seiner geometrisch idealen Form fest. Die Festlegung der zulässigen Abweichung erfolgt, wie bereits erwähnt, durch die Definition einer Toleranzzone, innerhalb derer das tolerierte Element eine beliebige Form besitzen darf, d. h. innerhalb derer alle Punkte des Elements liegen müssen. Sofern nicht gleichzeitig Lagetoleranzen angegeben werden besteht für das tolerierte Element innerhalb der Toleranzzone keine Einschränkung bezüglich seiner Lage relativ zum Werkstück. Seite 61
62 In Abhängigkeit von der zu tolerierenden Eigenschaft und je nach Art ihrer Bemaßung unterscheidet man die folgenden Toleranzzonen - Fläche innerhalb eines Kreises - Fläche zwischen zwei konzentrischen Kreisen - Fläche zwischen zwei abstandsgleichen Linien oder zwei Parallelen geraden Linien - Raum innerhalb eines Zylinders - Raum zwischen zwei abstandsgleichen Flächen oder zwei parallelen geraden Linien - Raum innerhalb einer Kugel Bei der Prüfung, ob die Formtoleranz eines tolerierten Formelements eingehalten wird, ist die Minimumbedingung zugrunde zu legen. Sie besagt, dass beim Messen von Formabweichungen die Begrenzungslinien bzw. -flächen so an die Istform anzulegen sind, dass sich die geringste Formabweichung ergibt. Bei Nichtbeachtung dieser Minimumbedingung würden sich weitaus größere Abweichungen ergeben und dementsprechend falsche Messergebnisse. Die Eintragung von Formtoleranzen in technischen Zeichnungen erfolgt nach DIN ISO 1101 durch einen Toleranzrahmen mit schmaler Volllinie(Linienart 01.1), der vertikal in zwei Bereiche unterteilt ist. Im ersten Feld steht das genormte Symbol für die tolerierte Eigenschaft, im zweiten Feld der Toleranzwert, d. h. die Größe der Toleranzzone. I st das tolerierte Element eine Fläche, dann weist vom Toleranzrahmen ein Bezugspfeil senkrecht auf das tolerierte Element. Der Bezugspfeil darf auch auf einer Bezugslinie liegen, die zur Istfläche zeigt. Ist das tolerierte Element eine Achse oder eine Mittelebene, dann werden der Bezugspfeil und die Bezugslinie als Verlängerung der Maßlinie an einem der Maßpfeile der entsprechenden Maßangabe angesetzt. Bei Platzmangel wird der Bezugspfeil gleichzeitig als Ersatz für einen der beiden Maßpfeile verwendet. Der Bezugspfeil darf auch auf einer Bezugslinie liegen, die zur Istfläche zeigt und mit einem Punkt endet Lagetoleranzen Lagetoleranzen legen die zulässige Abweichung eines Formelements relativ zu einem anderen Formelement (Bezugselement) fest. Ausgehend vom Bezugselement wird eine Toleranzzone definiert, in der alte Punkte des tolerierten Formelements liegen müssen. Bei den Lagetoleranzen wird unterschieden zwischen: - Richtungstoleranzen - Ortstoleranzen - Lauftoleranzen Sofern nicht gleichzeitig Formtoleranzen angegeben werden, besteht für das tolerierte Element innerhalb der Toleranzzone keine Einschränkung bezüglich seiner Form. Für die Angabe einer Toleranz gilt im Prinzip das bereits bei den Formtoleranzen gesagte: Zusätzlich wird hier jedoch ein Bezugselement (z. B. eine Fläche oder eine Achse} als Ausgangsbasis für die Angabe einer Lagetoleranz definiert. Das Bezugselement selbst muss Seite 62
63 allerdings eine ausreichende Formgenauigkeit besitzen, um seine Aufgabe erfüllen zu können. Gegebenenfalls muss es durch Formtoleranzen eingegrenzt werden. Die Kennzeichnung des Bezugselements erfolgt durch einen Großbuchstaben in einem Bezugsrahmen, der mit einem ausgefüllten oder leeren Bezugsdreieck verbunden ist. Derselbe Buchstabe wird im dritten Feld des Toleranzrahmens wiederholt, um die Verbindung zwischen toleriertem Formelement und Bezugselement herzustellen Ein durch zwei Elemente gebildeter gemeinsamer Bezug wird durch zwei Großbuchstaben gekennzeichnet, die durch einen waagerechten Strich voneinander getrennt sind. Wird ein Bezugssystem durch Mehrfachbezüge, d. h. durch zwei oder drei Bezugselemente gebildet, dann sollen die Bezugsbuchstaben in der Reihenfolge ihrer Wichtigkeit von links nach rechts in getrennte Felder gesetzt werden. Ist das Bezugselement eine Linie oder eine Fläche, dann steht das Bezugsdreieck entweder auf der Konturlinie des Element oder auf der Maßhilfslinie, jedoch deutlich von; der Maßlinie versetzt. Das Bezugsdreieck darf auch auf einer Bezugslinie liegen, die zur lstfläche zeigt und mit einem Punkt endet. Ist das Bezugselement eine Achse (z. B. Achse einer Welle) oder eine Mittelebene, dann wird das Bezugsdreieck als Verlängerung der Maßlinie über einen der Maßpfeile der zugehörigen Maßangabe gesetzt. Reicht der Platz für zwei Maßpfeile nicht aus, dann kann eine der Maßpfeile durch das Bezugsdreieck ersetzt werden Weitere Regeln für die Eintragung von Form- und Lagetoleranzen 1. Soll die Toleranzangabe nur für einen bestimmten Teilbereich eines Formelements gelten, dann wird dieser Bereich, vergleichbar mit der Kennzeichnung von Wärmebehandlungsangaben, mittels einer breiten Strichpunktlinie (Linienart 04.2) gekennzeichnet und bemaßt. Dasselbe gilt auch für einen eingeschränkten Bereich des Bezugselements. 2. Gelten zwei verschiedenartige Toleranzen für ein Formelement, dann werden die beiden Toleranzrahmen untereinander gesetzt und mit einem Bezugspfeil an das tolerierte Element gesetzt. 3. Bezieht sich die Toleranzangabe auf mehrere gleichartige Formelemente, dann wird sie der Übersichtlichkeit halber nur einmal eingetragen. Die Anzahl der tolerierten Elemente wird über dem Toleranzrahmen eingetragen (z. B.,,6 x" oder,,6 Bohrungen"). 4. Werden für ein Element Positions-, Profilform- oder Neigungstoleranzen vorgeschrieben, dann dürfen die Maßangaben die theoretisch genaue Lage bzw. das Profil oder den Winkel bestimmen, da es sinnlos wäre, die Position des Mittelpunkts eine Bohrung sowohl durch Maßtoleranzen als auch durch eine Positionstoleranz einzugrenzen. Maßangaben, welche die theoretisch genaue Lage eines Formelements festlegen, werden als theoretisch genaue Maße bezeichnet und in einen Rahmen gesetzt. Die betroffenen Istmaße unterliegen in diesem Fall nur den im, Toleranzrahmen angegeben Toleranzen. Seite 63
64 Seite 64
65 3.4 Allgemeintoleranzen für Form und Lage Analog zu den Längen- und Winkelmaßen gelten 'auch für die wichtigsten Form- und Lageeigenschaften einzelner geometrischer Formelemente Allgemeintoleranzen, die in DIN genormt sind. Entsprechend den Allgemeintoleranzen für Längen- und Winkelmaße sollten auch Allgemeintoleranzen für Form und Lage in technischen Zeichnungen stets angegeben und nur dort ergänzende Toleranzangaben gemacht werden, wo dies, aus Gründen der Funktion unbedingt erforderlich ist. Bei den Allgemeintoleranzen für Form und Lage werden drei Toleranzklassen (H, Kund L) unterschieden. Der Buchstabe "H steht für "high" (engl.: hoch), als die höchste Genauigkeit. Der Buchstabe "L" für "Low" (eng),: für die geringste Genauigkeitsklasse. Für die Auswahl des Tabellenwerts der Allgemeintoleranz für Länge der betreffenden Linie, für die Ebenheit hingegen die größte Seitenlänge der Fläche oder der Durchmesser der Kreisfläche maßgebend. Toleranzklasse Kurzzeichen Allgemeintoleranzen für Geradheit und Ebenheit für Nennmaße (in mm) bis 10 über 10 Über 30 Über 100 Über 300 Über 1000 Bis 30 Bis 100 Bis 300 Bis 1000 Bis 3000 H 0,02 0,05 0,1 0,2 0,3 0,4 K 0,05 0,1 0,2 0,4 0,6 0,8 L 0,1 0,2 0,4 0,8 1,2 1,6 Allgemeintoleranzen für Geradheit und Ebenheit nach DIN ISO Für die Auswahl des Tabellenwerts der Allgemeintoleranz für die Rechtwinkligkeit ist der längere der den rechten Winkel bildenden Schenkel maßgebend. Er bildet auch das Bezugselement. Toleranzklasse Kurzzeichen Allgemeintoleranzen für Rechtwinkligkeit für Nennmaße (in mm) bis 100 über 100 Über 300 Über 1000 Bis 300 Bis 1000 Bis 3000 H 0,2 0,3 0,4 0,5 K 0,4 0,6 0,8 1,0 L 0,6 1,0 1,5 2,0 Allgemeintoleranzen für Rechtwinkligkeit nach DIN ISO Für die Auswahl des Tabellenwerts der Allgemeintoleranz für die Symmetrie ist das längere der beiden zueinander symmetrischen Formelemente maßgebend. Es dient gleichzeitig auch als Bezugselement. Falls die beiden Formelemente das gleiche Nennmaß besitzen, darf jedes als Bezugselement dienen. Seite 65
66 Toleranzklasse Kurzzeichen Allgemeintoleranzen für Symmetrie für Nennmaße (in mm) bis 100 über 100 Über 300 Über 1000 Bis 300 Bis 1000 Bis 3000 H 0,5 K 0,6 0,8 1,0 L 0,6 1,0 1,5 2,0 Allgemeintoleranzen für Symmetrie nach DIN ISO Allgemeintoleranzen für Lauf zeigt die folgende Tabelle Toleranzklasse Kurzzeichen Allgemeintoleranzen für Lauftoleranzen für Nennmaße (in mm) H 0,1 K 0,2 L 0,5 Allgemeintoleranzen für Lauftoleranzen nach DIN ISO Der Kennbuchstabe der Toleranzklasse der Allgemeintoleranzen für Form und Lage (H, K oder L} wird im Schriftfeld der Zeichnung vermerkt und zwar in Kombination mit der Angabe der Allgemeintoleranzen für Maße bzw. Winkel hach DIN ISO So lautet beispielsweise die Zeichnungsangabe bei Auswahl der Toleranzklasse "m für Längenbzw. Winkelmaße und der Toleranzklasse "K" für Form- und Lagetoleranzen: "ISO mk" oder "Allgemeintoleranzen ISO mk" Es ist zu berücksichtigen, dass die Allgemeintoleranzen nach DIN ISO (hier: Toleranzklasse "m") nicht für 90 -Winkel gelten. Diese werden durch die Allgemeintoleranzen für Rechtwinkligkeit nach DIN ISO (im Beispiel also durch die Toleranzk1asse "K festgelegt. Sollen die Allgemeintoleranzen für Maße und Winkel nach DIN ISO nicht gelten, dann lautet die Zeichnungsangabe beispielsweise: "ISO K" oder "Allgemeintoleranzen ISO K" Seite 66
67 Welche Aussage ist richtig? Techn. Kommunikation und Zeichnungslesen 1 Anstelle von 15 H7 muss 15 h7 geschrieben werden. 2 Anstelle von 20 h9 muss 20 H9 geschrieben werden. 3 Der Bohrungsabstand 25 darf nicht mit einer Toleranzklasse toleriert werden. 4 Die Nut muss mit 16 h8 toleriert werden. 5 Die Toleranzklassen sind alle normgerecht eingetragen. Welche Bilder sind nach DIN ISO 1101 für die Kennzeichnung von Formtoleranzen zu verwenden? Als Bezugselement ist die Achse des Wellenabsatzes festgelegt. Welches Bild bzw. welche Bilder zeigen die richtige Eintragung? Seite 67
68 Welches Sinnbild ist in das leerstehende Feld des Toleranzrahmens einzutragen? Welcher Toleranzrahmen passt zu diesem Werkstück? Seite 68
69 Welches Bild zeigt die richtige Eintragung einer Rundlauftoleranz? Seite 69
70 Wie groß darf der Maßunterschied zwischen x und y höchstens sein, damit das Werkstück innerhalb der zulässigen Symmetrietoleranz liegt? Nach DIN ISO 1101 sind bei der Form- und Lagetolerierung Symbole zu verwenden. Welche Zuordnung ist richtig? Tolerierte Eigenschaft Symbol 1 Parallelität 2 Symmetrie 3 Planlauf 4 Neigung 5 Rundlauf Nach DIN ISO 1101 sind bei der Form- und Lagetolerierung Symbole zu verwenden. Welche Zuordnung ist richtig? Tolerierte Eigenschaft Symbol 1 Planlauf 2 Rundlauf (Kreisform) 3 Konzentrizität Seite 70
71 4 Ebenheit 5 Symmetrie Welches Symbol ist bei der Skizze in das mit 1 gekennzeichnete Feld einzutragen? Welches Symbol ist bei der Skizze in das mit 1 gekennzeichnete Feld Einzutragen? Seite 71
72 Welches Symbol ist bei der Skizze in das mit 1 gekennzeichnete Feld einzutragen? Welche Eintragung in den Toleranzrahmen der untenstehenden Skizze ist richtig, wenn folgende Bedingung erfüllt sein soll: " Die Achse der Bohrung muss zwischen zwei parallelen Ebenen vom Abstand 0,08 mm liegen, die symmetrisch zur gemeinsamen Mittelebene der Ausbrüche A und B liegen? 1 2 Seite 72
73 3 4 5 Seite 73
74 Oberflächen- und Behandlungsangaben Kennwerte technischer Oberflächen Zur Kennzeichnung und Festlegung von Oberflächen in technischen Zeichnungen müssen Rauheitsmessgrößen, also Kenngrößen zur Ermittlung von Gestaltabweichungen 3, bis 5ter Ordnung, festgelegt werden. Ausgangspunkt ist dabei das messtechnisch ermittelte R-Profit. Zu diesem Zweck wird nach DIN EN fs04287 die Oberfläche mit einer Ebene zum Schnitt gebracht. Durch die dabei entstehende Schnittlinie (Profilschnitt) wird das Istprofil der Oberfläche festgelegt. Die Schnittebene verläuft senkrecht, zur Werkstückoberfläche und zwar in die Richtung, welche die größeren Abweichungen von der geometrisch idealen Oberfläche erwarten lässt. (in der Regel quer zur Bearbeitungsrichtung). Durch entsprechende Filterung erhält man das Rauheitsprofil, aus dem sich die R-Kenngrößen (z. B. Ra-Wert) berechnen lassen. Zunächst wird dabei eine Mittellinie für das Rauheitsprofil festgelegt. Auf die Ermittlung dieser Mittellinie soll nicht eingegangen und stattdessen auf DIN EN ISO verwiesen werden. Seite 74
75 1 Oberflächenangaben und Oberflächenzeichen.1.1 das Grundsymbol für die Angabe der Oberflächenbeschaffenheit besteht aus einem 60 o Winkel mit ungleicher Schenkellänge. Das Grundsymbol alleine ist nicht aussagefähig..1.2 Bei spanender Bearbeitung der betroffenen Oberfläche erhält das Grundsymbol eine Querlinie..1.3 Bei spanloser Bearbeitung der betroffenen Oberfläche erhält das Grundsymbol einen Kreis. Dieses Symbol alleine kann anzeigen, dass eine Oberfläche im Anlieferungszustand bleiben soll. Seite 75

76 .2 Mittenrauhwert "R a " in µm Ist der arithmetische Mittelwert der absoluten Beträge der Abstände Y des Rauheitsprofils von der Mittellinie innerhalb der Messstrecke. Der Mittenrauhwert ist gleichbedeutend mit der Höhe eines Rechtecks, dessen Länge gleich der Gesamtmessstrecke Im und das flächengleich mit der Summe der zwischen Rauheitsprofil und mittlerer Linie eingeschlossenen Fläche ist. Beispiele: Eine spanende oder spanlos hergestellte Oberfläche mit dem Mittenrauwert Ra <= 12,5 µ Eine spanende hergestellte Oberfläche mit dem Mittenrauwert Ra <= 6,3 µ Eine spanlos hergestellte Oberfläche mit dem Mittenrauwert Ra <= 25 µ Seite 76
.")
77 .3 Mittlere Rauhtiefe "R z " Techn. Kommunikation und Zeichnungslesen Gemittelte Rauhtiefe Rz ist das arithmetische Mittel aus den Einzelrauhtiefen fünf aneinandergrenzender Einzelmessstrecken R z = 1/5 ( Z 1 + Z 2 + Z 3 + Z 4 + Z 5 ). Es werden folgende Rauhtiefenzeichen verwendet und entsprechend dargestellt: spanende Bearbeitung mit einer mittleren Rauhtiefe von 100 µm. Eine spanende hergestellte Oberfläche mit dem Mittenrauwert Ra <= 6,3 µm spanende Bearbeitung mit einer mittleren Rauhtiefe von 1 µm. Seite 77
78 Die DIN ISO 1302 sieht eine vereinfachte Darstellung, Grundsymbol mit Buchstaben vor, die einen rationellen Einsatz der Oberflächenzeichen ermöglicht. Weitere ausführliche Informationen über Oberflächenangaben im Tabellenbuch Seite 93,94, bzw. zum Thema Rauheit und Rauhtiefe auf Seite 95. Schrupparbeiten Schlichtarbeiten Feinschlichtarbeiten Feinstbearbeitung Gemittelte Rauhtiefe Rz Mittenrauhwert Ra in µm in µm Reihe1 Reihe2 Reihe3 Reihe4 Reihe1 Reihe2 Reihe3 Reihe ,5 6,3 3, ,3 3,2 1,6 0,8 16 6,3 4 2,5 1,6 0,8 0,4 0, ,4 0,1 0,1 0,02 Seite 78
79 .4 Angabe von Wärmebehandlungen Seite 79
80 8. Darstellung und Bemaßung von Werkstückkanten Bei der Fertigung von Werkstücken entstehen Kanten mit unterschiedlicher Geometrie. Teilweise müssen Kanten aus sicherheitstechnischen oder funktionellen Gründen entfernt werden. Mitunter sind Kanten mit definierter Geometrie jedoch auch erwünscht. Aus diesen Gründen ist. es erforderlich, den Kantenzustand in technischen Zeichnungen zu kennzeichnen. Die entsprechende Symbolik ist in DIN ISO genormt. Die Norm berücksichtigt jedoch nur Kanten von unbestimmter Form. Soll hingegen eine Kante eine besondere geometrische Form erhalten dann muss sie bemaßt werden (z. B. Rundungsradius oder Fasenwinkel und Fasenbreite). 8.1 Kennzeichnung von Kantenzuständen Bei der Kennzeichnung von Kantenzuständen ist zunächst zwischen Außen- und Innenkanten zu unterscheiden. In beiden Fällen unterscheidet man weiter, ob: - Material in den Bereich der Kante hineinragen darf (Überhang bzw. Grat bei Außenkanten, Übergang bei Innenkanten - die Kante gratfrei sein soll (Abtragung bei Außen- und Innenkanten) - die Kante möglichst scharkantig sein soll. Zur Kennzeichnung von Kantenzuständen dient das dargestellte grafische Symbol (Grundsymbol), dessen Pfeilspitze auf die jeweilige Bauteilkante zeigt. Die zulässigen Kantenzustände werden am Grundsymbol durch die in der Tabelle zusammengestellten Symbolelemente gekennzeichnet. Symbol- Außenkante Innenkante Element + Grat zugelassen Abtragung nicht zugelassen Übergang zugelassen Abtragung nicht zugelassen - Abtragung gefordert Grat nicht zugelassen Abtragung gefordert Übergang nicht zugelassen ± Grat oder Abtragung zugelassen Abtragung oder Übergang zugelassen Den Symbolelementen können, falls erforderlich, noch Kantenmaße "a hinzugefügt werden. Für die Kantenmaße sind die in der Tabelle zusammengestellten Werte zu bevorzugen. Außenkanten mit Grad Innenkanten mit Übergang + 2,5 + 1,0 + 0,5 + 0,3 + 0,1 Scharfkantige Außen- und Innenkanten + 0,05 +0,02-0,02-0,05 Außenkanten mit Abtragung/Innenkanten mit Abtragungen - 0,1-0,3-0,5-1,0-2,5 Es ist auch möglich, ein oberes und ein unteres Grenzabmaß für das Kantenmaß festzulegen. Das obere Grenzabmaß wird dabei über dem unteren Grenzabmaß und jeweils hinter dem gehörigen Symbolelement angeordnet. Die eingetragenen Grenzabmaße sind stets als Seite 80
81 Höchstmaße zu verstehen. Ist nur ein Grenzwert eingetragen, dann gilt als zweiter Grenzwert stets der Wert Null. Mitunter ist auch die Gratrichtung an einer Außenkante bzw. die Abtragungsrichtung an einer Innenkante vorgeschrieben. Dann steht der entsprechende Zahlenwert für das Kantenmaß in der Verlängerung eines der Schenkel des Grundsymbols. Eintragung von Kantenzuständen Für die Eintragung von Kantenzuständen gelten nach DIN ISO 13715, die nachfolgenden Regeln: 1. Das grafische Symbol und die Eintragungen müssen wie bei einer Maßeintragung von unten oder von rechts her lesbar sein. Die Angaben dürfen sich dabei auf die folgenden Kanten beziehen: - Kante senkrecht zur Projektionsebene - Kante eines Formelements (z. B. Bohrung, Nut) 2. Kantenzustände, die nur für einen begrenzten Bereich gelten, sind durch eine Maßangabe sowie eine breite Strichpunktlinie (Linienart 04.2) zu kennzeichnen. 3. Soll der Kantenzustand rund um das Profil gelten, wird dem grafischen Symbol ein Kreis hinzugefügt. Der Eindeutigkeit halber darf das grafische Symbol jedoch nicht an einer Kante eingetragen werden. Auch bei Schnittdarstellungen darf diese Symbolik nicht verwendet werden. 4. Ist nur eine Ansicht dargestellt, dann bezieht sich die Angabe des Kantenzustandes auf die Vorder- und Rückseite des dargestellten Gegenstandes. 5. Sollen alle Kanten des in einer Zeichnung dargestellten Werkstücks denselben Kantenzustand erhalten, dann erfolgt die Angabe in der Regel in der Nähe der Darstellung oder des Schriftfelds. Sollen die Sammelangaben nur für Innen- oder Außenkanten gelten, dann ist die in Abb. dargestellte Symbolik zu verwenden. Es wird außerdem, empfohlen auf die Norm ISO im Schriftfeld (Feld 3 in Abb. 2.3) oder an anderer geeigneter Stelle hinzuweisen. 6. Gilt der Kantenzustand nicht für alle, sondern nur für die Mehrzahl der Werkstückkanten dann wird durch Angabe des Grundsymbols in Klammern neben der Sammelangabe auf Abweichungen in der Zeichnung hingewiesen. Seite 81
82 Freistiche und Zentrierbohrungen Freistiche Freistiche geben sowohl dem Werkzeug bei der Fertigung als auch dem anliegenden Teil beim Zusammenbau den erforderlichen Freiraum (z. B. freies Auslaufen der Schleifscheibenkante). Sie werden an rotationssymmetrischen Innenkanten (z. B. Absätze von Drehteilen, Bohrungen, usw.) angebracht. Freistiche verringern die an Querschnittsübergängen auftretende Kerbwirkung. Unter Kerbwirkung versteht man eine Erhöhung der mechanischen Spannungen an Querschnittsübergängen. Diese Spannungsüberhöhung ist häufig die Ursache für gefährliche Rissbildungen, z. B. bei zeitlich veränderlicher Beanspruchung des Werkstücks. Freistiche sind in DIN 509 genormt. Es werden vier Formen unterschieden(e, F, G und H). Bezeichnung und Abmessungen von Freistichen Die normgerechte Bezeichnung eines Freistichs enthält die folgenden Angaben: - Nummer der DIN-Norm (DIN 509). - Form des Freistichs (E, F, G oder H) - Radius r (Tabelle 10.1) - Einstechtiefe, des Freistichs (Tabelle 10.1) Ein Beispiel für eine normgerechte Angabe eines Freistichs der Form E, mit einen Radius r von 1,6 mm und einer Einstechtiefe t1 von 0,3 mm wäre: DIN E 1,6 x 0,3. Darstellung und Anwendung von Freistichen In technischen Zeichnungen unterscheidet man zwischen Innen- und Außenfreistichen. Die Darstellung kann: - vollständig (bildlich) dargestellt und vollständig bemaßt werden, - vereinfacht gekennzeichnet werden. Seite 82
83 Im Sinne einer übersichtlichen Zeichnungserstellung sollte vorzugsweise die sinnbildliche Darstellung gewählt werden. Hierbei wird der Freistich lediglich durch eine breite, durchgezogene Linie angedeutet. Der Bezug wird durch eine abgewinkelte Pfeillinie hergestellt. In Tabelle 10.2 sind Kriterien für die Anwendung der verschiedenen Freistichformen zusammengestellt Anwendung E - F - falls keine erhöhten Forderungen an die Planfläche gestellt werden und zylindrische Flache ggf. weiterbearbeitet werden soll. falls das zum Zusammenbau vorgesehene Teil an der eine relativ große Senkung besitzt oder keine Anlage zur Planfläche aufweist. für Werkstücke, deren rechtwinklig zueinander stehenden Flächen im Bedarfsfall weiter bearbeitet werden sollen. G - für gering belastete Werkstücke. falls ein möglichst kleiner Übergang der rechtwinkelig zueinander stehenden Flächen gefordert wird. H - für Werkstücke, bei denen dieselben Bedingungen wie für die Formen E und F gelten sollen, die Freistiche jedoch aus Wirtschaftlichkeitsgründen mit einer dreieckigen Wendeschneidplatte hergestellt werden sollen. Seite 83

84 Seite 84
85 Senkung am Gegenstück Neben den Maßen des Freistichs sind in DIN 509 auch die Maße des Gegenstücks vorgegeben Größe des Freistichs A (Mindestmaß) (r x t 1 ) E F G H 0,4 x 0,2 0, ,6 x 0,2 0,8 0, ,6 x 0,3 0, ,8 x 0, ,8 0,8 x 0,3 1, ,0 x 0,2 1,6 0, ,0 x 0,4 1, ,2 x 0,2 2,0 0, ,2 x 0, ,2 x 0,4 1, ,5 1,6 x 0,3 2,6 1, ,4 x 0,4 4,0 1, ,0 x 0,5 7,0 4, Seite 85
86 Zentrierbohrungen Techn. Kommunikation und Zeichnungslesen Zentrierbohrungen dienen zum Spannen von Werkstücken zwischen Spitzen. Es werden zehn unterschiedliche Formen unterschieden, deren Geometrie in den nachfolgend genannten Normen festgelegt ist. - DIN 332-1: 60 -Zentrierbohrungen im allgemeinen Maschinenbau bis zu einem maximalen Werkstückgewicht von kg Formen: A, B, C, R - DIN 332-2: 60 -Zentrierbohrungen mit Gewinde für Wellenenden elektrischer Maschinen Formen: 0, DR, OS - DIN 332-4: Zentrierbohrungen für Radsatzwellen von Schienenfahrzeugen Formen: Hl, Kl. Die Formen G und J aus DIN (03J77) wurden zurückgezogen - DIN 332-8: 90 -Zentrierbohrungen für Werkstückgewichte zwischen 7100 kg und kg Form S. Beispiel für die Symbolik und die Eintragung von Kantenzuständen: - Tabellenbuch Metall, Auflage 43. Seite Bezeichnungen und Maße von Zentrierbohrungen Die nachfolgenden Ausführungen sollen sich auf die im allgemeinen Maschinenbau üblichen Formen A, B, C und R beschränken. - Form A: Zentrierbohrung mit geraden Laufflächen, ohne Schutzsenkung Diese Form wird nach der Fertigbearbeitung des Werkstücks stets abgestochen. Das Abstechmaß a sowie alle weiteren Maße sind Tabelle 10.4 zu entnehmen. Zentrierbohrungen der Form A werden bis zu einer Größe von 12,5 x 26,S mm (d x D2) in der Regel mit Zentrierbohrern nach DIN 333 hergestellt. Größere Zentrierbohrungen fertigt man dagegen mit Werkzeugen in mehreren aufeinanderfolgenden Schritten. - Form B: Zentrierbohrung mit geraden Laufflächen und kegelförmiger Schutzsenkung Diese Form kann nach der Fertigbearbeitung am Werkstück verbleiben oder abgestochen werden. Das Abstechmaß a sowie alle weiteren Maße sind Tabelle zu entnehmen. Seite 86
87 Zentrierbohrungen der Form B werden bis zu einer Größe von 10 x 21,2 mm (d x 03) in der Regel mit Zentrierbohrern nach DIN 333 hergestellt. Größere Zentrierbohrungen fertigt man dagegen mit Werkzeugen in mehren aufeinanderfolgenden Schritten. - Form C: Zentrierbohrung mit geraden Laufflächen und kegelstumpfförmiger Schutzsenkung Diese Form kann nach der Fertigbearbeitung am Werkstück verbleiben oder abgestochen werden. Das Abstechmaß a sowie alle weiteren Maße sind Tabelle 10.4 zu entnehmen. Zentrierbohrungen der Form C werden in der Regel mit Werkzeugen in mehreren aufeinanderfolgenden Schritten hergestellt. - Form R: Zentrierbohrung mit gewölbten Laufflächen, ohne Schutzsenkung Diese Form wird nach der Fertigbearbeitung des Werkstücks stets abgestochen. Das Abstechmaß a sowie alle weiteren Maße sind Tabelle zu entnehmen. Zentrierbohrungen der Form R werden in der Regel mit Zentrierbohrern nach DIN 333 hergestellt. Darstellung von Zentrierbohrungen In technischen Zeichnungen können Zentrierbohrungen vollständig gezeichnet und bemaßt (bildliche Darstellung) oder vereinfacht (mit normgerechter Angabe von Form und Größe) dargestellt werden (sinnbildliche Darstellung). Für die vol1ltändige Darstellung und Bemaßung der Formen A, B, C und R gilt DIN Im Sinne einer übersichtlichen Zeichnungserstellung sollte vorzugsweise die vereinfachte Darstellung von Zentrierbohrungen nach DIN ISO 6411 erfolgen. Die Kennzeichnung umfasst die folgenden Elemente: - Hinweis auf DIN ISO Kennbuchstabe für die Form (A, Bund R), Die Form C ist in DIN ISO 6411 nicht vorgesehen. - Führungsdurchmesser a der Zentrierbohrung, - äußerer Senklochdurchmesser D der Zentrierbohrung Ein Beispiel für eine normgerechte Angabe nach DIN ISO 6411 einer Zentrierbohrung der Form B mit einem Führungsdurchmesser d= 2,5 mm und einem Senklochdurchmesser D 3 = 8 mm wäre: ISO B 2.5/8. Nach DIN ISO 6411 werden nach dem Kennbuchstaben die folgenden Größen angegeben: Form R: d x D 1 Form A: d x D 2 Form B: d x D 3 Im Gegensatz hierzu lautet. die Angabe einer Zentrierbohrung nach DIN wie folgt: DIN B 4 x 8..5 Nach DIN werden nachdem Kennbuchstaben die folgenden Größen angegeben: Form R: d x D 1 Form A: d x D 2 Form B: d x d 2 Form C: d x d 2 Bei der vereinfachten (sinnbildlichen) Darstellung können gemäß Tabellenbuch die drei dargestellten Symbole verwendet werden. Form und Größe der Zentrierbohrung müssen zusätzlich normgerecht angegeben. Seite 87
88 Seite 88

89 6.2 Fügetechnik Einteilung und Wirkungsweise der Fügeverfahren (DIN 8580 und DIN 8593) Als wesentlicher Bestandteil der Fertigungsprozesskette stellen Fügeoperationen eine wichtige Gruppe der Fertigungsverfahren dar, deren systematische Gliederung in der Norm DIN 8580 festgelegt ist. Der Begriff Fertigungsverfahren beschreibt dabei die Herstellung geometrisch bestimmter fester Körper, die sich weiter in die Verfahren (Hauptgruppen) erstes Formen eines festen Körpers aus formlosem Zustand (Urformen), Veränderung dieser ersten Form zur definierten Geometrie des Werkstücks (Umformen und Trennen), Fügen von Werkstücken geometrisch bestimmter fester Form, Aufbringen von festhaftenden Schichten aus formlosem Stoff auf ein Werkstück (Beschichten), Veränderung der Stoffeigenschaften eines Werkstücks ohne willkürliche Formänderungen durch Umlagern, Aussondern und Einbringen von Stoffteilchen aufteilt. Werkstücke stellen dabei Einzelteile technischer Produkte dar, die mittels Werkzeugen in ihrer Form, Lage und Eigenschaft verändert werden. Die Fertigungsmittel können dabei unmittelbar, über Wirkmedien, d.h. formlose, feste, flüssige und gasförmige Stoffe (IHU), oder mittelbar durch Übertragung von Wirkenergie auf das Werkstück einwirken. Die Hauptgruppe Fügeverfahren wird nach DIN 8593 weiter in Untergruppen unterteilt, die sich durch den möglichen Zusammenhalt Formschluss, Kraftschluss und Stoffschluss und die Art der Erzeugung unterscheiden: Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 93

90 6.2 Fügetechnik Im Bild sind die einzelnen Schlussarten nochmals tabellarisch zusammengestellt. Das Bild zeigt die Einteilung der Schlussarten nach der Art ihrer Entstehung und eine Zuordnung zu den einzelnen Verbindungsverfahren. Die letzte Spalte zeigt eine Bewertung der Verbindung bezüglich der Lösbarkeit. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 94
91 6.2 Fügetechnik Neben der im Bild 1.1 dargestellten Einteilung der Fügeverfahren haben sich im praktischen Sprachgebrauch andere Einteilungsmöglichkeiten durchgesetzt. So unterscheidet man beispielsweise nach den Eigenschaften zwischen unmittelbaren, mittelbaren, lösbaren, bedingt lösbaren und unlösbaren Verbindungen oder Nach dem Verbindungsmechanismus zwischen formschlüssigen, kraftschlüssigen und stoffschlüssigen Verbindungen. Während die unmittelbaren Verbindungen ohne zusätzliche Verbindungsmittel hergestellt werden, wird der Zusammenhalt bei den mittelbaren Verbindungen durch zusätzliche Verbindungsmittel in Form von Schrauben, Nieten, Passfedern, Keilen, Schweißnähten u. a. hergestellt. Lösbare Verbindungen können beliebig oft gelöst und wieder hergestellt werden, was z. B. im Gerüstbau eine unabdingbare Notwendigkeit ist. Bedingt lösbare Verbindungen können nur wenige Male gelöst und wieder gefügt werden, weil Beschädigungen an den Verbindungspartnern oder an den Verbindungsmitteln auftreten. Als unlösbare Verbindungen werden all die Verbindungen bezeichnet, die ohne Zerstörung der Verbindungspartner bzw. des Verbindungsmittels nicht gelöst werden können. Ein typisches Beispiel für eine unlösbare Verbindung ist eine Schweißverbindung. Formschlüssige Verbindungen entstehen dadurch, dass die entsprechenden Fügeflächen der zu fügenden Einzelteile miteinander in einen mechanischen Kontakt gebracht werden wie bei der Falzverbindung. Derartige Verbindungen können nicht in allen Richtungen belastet werden. Kraftschlüssige Verbindungen entstehen dagegen durch das gezielte Wirken von Kräften, die zunächst einen mechanischen Kontakt zwischen den Fügeflächen herstellen und diesen dann zielgerichtet in den physikalischen Kontakt überführen. Von stoffschlüssigen Verbindungen wird gesprochen, wenn die Kraftwechselwirkung in den Fügeflächen so groß wird, dass eine Stoffverbindung entsteht. Der Zusammenhalt der Stoffverbindungen basiert auf chemischen, physikalischen und metallurgischen Wirkungen. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 95
92 6.2 Fügetechnik Fügeverfahren Art deslösbarkeit Zusammenhalts Zusammensetzen Formschluss, ohne Schädigung der Schwerkraft, Fügeteile lösbar Reibung, Federkraft Füllen Einschluss ohne Schädigung der Fügeteile lösbar Anpressen, Einpressen Fügen durch Urformen Fügen durch Umformen Fügen durch Schweißen Kraftschluss Formschluss hervorgerufen durch Urformen Formschluss hervorgerufen durch Umformen Stoffverbindung Fügen durch Löten Stoffverbindung i.a. ohne Schädigung der Fügeteile lösbar i.a. nur mit Schädigung oder Zerstörung der Fügeteile lösbar i.a. nur mit Schädigung oder Zerstörung der Fügeteile lösbar nur durch Schädigung oder Zerstörung der Fügeteile lösbar i.a. nur mit, teils jedoch auch ohne Schädigung der Fügeteile lösbar Kleben Adhäsion i.a. nur mit Schädigung oder Zerstörung der Fügeteile lösbar Beispiele Auflegen von Dachziegeln, Bajonettverschluss, Abdeckkappen Silo, Schüttgut Schraubverbindung, Klipse Anspritzen, Eingießen Nieten, Verseilen, Heften, Wickeln, Körnen, Kerben, Falzen Verschweißen von Metallen und Kunststoffen, Folien Leitende Verbindungen in der Elektronik, Fahrradrahmen, Rohre Leitende/Nichtleitende Verbindungen in der Elektronik, Karosserie, Kunststoffe Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 96
93 6.2 Fügetechnik Schraubverbindungen Eine Schraubenverbindung wird allgemein als eine lösbare Verbindung von zwei oder mehreren Teilen durch eine oder mehrere Schrauben definiert. Sie hat die Aufgabe, Kräfte und Momente zwischen den verbundenen Teilen bei eindeutiger Lagezuordnung zu übertragen. Die Schrauben müssen dabei so bemessen werden, dass sie den auftretenden Betriebskräften standhalten und die Funktion der entstandenen Verbindung erfüllt werden kann. Das Anziehen der Schrauben in Schraubverbindungen führt zu hohen Anpresskräften zwischen den Bauteilen und damit zu einem sehr hohen Reibungswiderstand. Nur durch diesen Reibungswiderstand kommt die Verbindung zustande. Die Schraubverbindung zählt somit zu den kraftschlüssigen Verbindungen. Hauptabmessungen der Schraube Schrauben sind durch folgende Hauptabmessungen gekennzeichnet: Hauptabmessungen einer Innensechskantschraube nach DIN 912 Kopfdurchmesser d K Kopfhöhe k Gewindelänge b Schaftlänge l Nenndurchmesser d Schaftdurchmesser d S bzw. d T Bei einer Vollschaftschraube ist der Schaftdurchmesser d S identisch mit dem Nenndurchmesser. Eine Taillenschraube weist dagegen den Schaftdurchmesser d T auf, der kleiner ist als der eigentliche Nenndurchmesser. Abmessungen der Schraubenverbindung Die gesamte Schraubenverbindung weist folgende Abmessungen auf: Klemmlänge, freies belastetes Gewinde und Einschraubtiefe Klemmlänge l K : Abstand zwischen der Auflage des Schraubenkopfes und der Mutternauflage bzw. der Auflage des Bauteils mit Muttergewinde Länge des freien belasteten Gewindes l Gew : Abstand zwischen Gewindeauslauf und Mutternauflagefläche. Aufgrund der Kerbwirkung, ergibt sich ein Einfluss auf die Zugfestigkeit und die Bruchausbildung des Gewindes. So weist eine Schraube aus zähem Werkstoff bei sehr wenigen freien belasteten Gewindegängen zwar eine relativ hohe Zugfestigkeit auf, dafür stellt sich aber ein sprödes Bruchverhalten und ein Bruch im Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 97
94 6.2 Fügetechnik Gewindeauslauf ein. Bei einer größeren Anzahl freier belasteter Gewindegänge sinkt die Zugfestigkeit zwar ab, vor dem zähen Bruch stellt sich jedoch eine Einschnürung im freien Gewinde ein. Einschraubtiefe m: Länge des in das Muttergewinde eingeschraubten Teils des Bolzengewindes. Um zu gewährleisen, dass die Schraubenverbindung nicht aufgrund des Abstreifens von Bolzen- oder Muttergewinde versagt, muss eine ausreichende Einschraubtiefe vorgesehen werden. Die sog. kritische Einschraubtiefe m KR ist als diejenige definiert, bei der die Tragfähigkeit der ineinandergreifenden Gewindegänge gleich der des Schraubenbolzens ist. Gewinde Ein Gewinde ist im Prinzip eine profilierte Einkerbung, die längs einer um einen Zylinder gewundenen Schraubenlinie verläuft. Die Art des Gewindes wird durch die Profilform (Bsp. Dreieck oder Trapez), die Steigung, die Gangzahl (ein- oder mehrgängig) und den Windungssinn der Schraubenlinie (rechts- oder linksgängig) bestimmt. Es gibt eine ganze Reihe verschiedenster Gewindearten, beispielsweise das metrische ISO-Gewinde, das selbstschneidende Gewinde, das Blechschrauben- oder das Holzschraubengewinde. Da das metrische, eingängige ISO-Gewinde für die praktische Anwendung im Maschinenbau die größte Bedeutung hat, soll an seinem Beispiel das Gewinde näher erläutert werden (Bild 3-4) für das metrische ISO-Gewinde sind in DIN 13 (1983) die folgenden Bestimmungsgrößen definiert: Bestimmungsgrößen für das metrische ISO-Gewinde nach DIN 13 d bzw. D: Nenndurchmesser des Bolzen- bzw. des Muttergewindes d 2 bzw. D 2 : Flankendurchmesser. Er wird definitionsgemäß an der Stelle gemessen, an der Zahnflanke und Zahnzwischenraum genau die halbe Gewindesteigung P betragen. d 3 bzw. D 1 : Kerndurchmesser des Bolzen- bzw. des Muttergewindes. P: Gewindesteigung. Diese entspricht der axialen Verschiebung eines Punktes bei einer Umdrehung der Schraube. α: Flankenwinkel. R: Radius am Gewindegrund. h 3 : Gewindetiefe. H 1 : Flankenüberdeckung (Gewindetragtiefe). Das metrische ISO-Gewinde ist ein Spitzgewinde mit einem Flankenwinkel α von 60. Sind Nenndurchmesser, Profil und Steigung des Gewindes bekannt, können die anderen Gewindemaße berechnet werden (siehe DIN ). Es wird zwischen Regel- und Feingewinde unterschieden. Feingewinde weisen bei gleichem Nenndurchmesser kleinere Steigungen und einen größeren Spannungsquerschnitt als die Regelgewinde auf. Regelgewinde werden nach DIN 13 Teil 1 mit einem M und dem Nenndurchmesser bezeichnet (z.b. M8). Feingewinde hingegen werden nach DIN 13 Teil 2 bis 11 mit einem M, dem Nenndurchmesser, einem x und der Steigung P in mm bezeichnet (z.b M8x1,5). Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 98
 hinsichtlich ihrer Nennzugfestigkeit und Bruchdehnung in verschiedene Festigkeitsklassen unterteilt und entsprechend gekennzeichnet.")

95 6.2 Fügetechnik Die Festigkeitsklassen Die wichtigste Anforderung an Schrauben stellt ihre Festigkeit dar. Deshalb werden Schrauben nach EN (1992) hinsichtlich ihrer Nennzugfestigkeit und Bruchdehnung in verschiedene Festigkeitsklassen unterteilt und entsprechend gekennzeichnet. Die Kennzeichnung der Festigkeitsklasse besteht aus zwei Zahlen, die durch einen Punkt getrennt sind. Die erste Zahl gibt dabei 1/100 der Nennzugfestigkeit Rm in N/mm2 an. Eine Schraube der Festigkeitsklasse 12.9 besitzt demnach eine Nennzugfestigkeit Rm von 1200 N/mm2. Die zweite Zahl ist das 10fache des Streckgrenzenverhältnisses, also des Verhältnisses der Streckgrenze (bzw. der 0,2%- Dehngrenze Rp0.2) zur Nennzugfestigkeit Rm. Multipliziert man die beiden Zahlen miteinander und nimmt das Ergebnis mal 10, so erhält man die Streckgrenze in N/mm2. Die bereits oben erwähnte Schraube der Festigkeitsklasse 12.9 hat somit eine Streckgrenze bzw. 0,2%-Dehngrenze von 10x12x9=1080 N/mm2. Auch die zugehörigen Muttern müssen eine entsprechende Festigkeit aufweisen. Sie werden ebenfalls mit einer Zahl gekennzeichnet, die etwa 1/100 der auf einen gehärteten Prüfdorn bezogenen Prüfspannung in N/mm2 angibt. Zu einer Schraube der Festigkeitsklasse 10.9 beispielsweise gehört immer eine Mutter der Festigkeitsklasse 10 oder höher. Kräfte an der montierten Schraubenverbindung Vereinfacht betrachtet kann eine Schraubenverbindung als eine Zug/Druckfederkombination angesehen werden. Die Schraube entspricht dabei der Zugfeder, die verspannten Bauteile der Druckfeder Bei der Montage einer Schraubenverbindung wird die Schraube auf eine bestimmte Montagevorspannkraft FM angezogen. Diese Montagevorspannkraft wird in der Praxis überwiegend durch Drehen der Mutter oder des Schraubenkopfes erzeugt, wobei die Gewindeflanken und die Auflageflächen von Mutter oder Schraubenkopf Reibungskräften unterliegen. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 99
96 6.2 Fügetechnik Bolzen-, Stiftverbindungen und Sicherungselemente Funktion Bauteile lassen sich einfach und günstig durch Bolzen, Stifte oder andere Formteile miteinander verbinden. Diese Verbindungselemente werden sowohl für lose als auch für feste Verbindungen, für Lagerungen, Führungen, Halterungen und zum Sichern von Bauteilen gegen Überlastung, z. B. als Brechbolzen in Sicherheitskupplungen, verwendet. Bei losen Verbindungen und zur Aufnahme von axialen Kräften müssen die Bolzen bzw. die gelagerten oder verbundenen Teile häufig durch Sicherungselemente, wie Splinte, Sicherungsringe oder Querstifte, gegen Verschieben oder Verdrehen gesichert werden. Bolzen Unter einem Bolzen versteht man ein Maschinenelement zur gelenkigen Verbindung von Werkstücken. In der Verbindung wird der Bolzen nicht nur auf Zug, sondern überwiegend auf Scherung belastet. Bolzen können verschraubt oder durch Sicherungsstifte in der Verbindung gehalten werden. Hochwertige Bolzenverbindungen mit großem Durchmesser werden über einen Achshalter gesichert, die zugehörige Passung ist meist eine Spielpassung. Bolzenverbindungen werden nach dem Passungssystem Einheitsbohrung gefertigt. Stifte Stiftverbindungen werden hergestellt, indem in eine, durch alle zu verbindende Teile gehende, Aufnahmebohrung, ein Stift mit Übermaß eingedrückt wird. Die entstehende Verbindung ist form- und kraftschlüssig. Stifte dienen zur Sicherung der Lage von Bauteilen. Neben der Lagesicherung von zwei Teilen, dienen Stiftverbindungen zur Kraftbegrenzung (Scherstift), zur Sicherung von Schrauben (Steckstift) oder zur gelenkigen Verbindung und Lagerung von Scheiben oder Rollen (Gelenkstift) Sicherungselemente Zu den Sicherungselementen zählen Sicherungsringe, Splinte, Achshalter u.a. derartige Elemente. Diese dienen zur Sicherung von Maschinenteilen gegen axiales Verschieben. Sicherungsringe nach DIN 471 für Wellen und DIN 472 für Bohrungen werden in Ringnuten (übliche Toleranz H13, H11) eingesetzt. Durch die besondere Form der aus Federstahl bestehenden Ringe wird erreicht, dass diese sich beim Einbau rund verformen und mit gleichmäßiger radialer Vorspannung in der Ringnut sitzen. Aufgrund der hohen Kerbwirkung der Nuten sollen Sicherungsringe möglichst nur an den Enden von Bolzen, Achsen oder Wellen angeordnet werden. Durch funktionsgerechte Verwendung der Sicherungsringe lässt sich oftmals eine konstruktive Vereinfachung erzielen und somit Kosten einsparen. Sicherungsringe werden üblicherweise nach Firmenangaben (z.b. Seeger-Orbis-GmbH) gegen Umstülpen durch Axialkraft und Ablösen durch Fliehkraft berechnet. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 100
97 6.2 Fügetechnik Bolzen-Varianten Bolzen mit und ohne Kopf, siehe DIN EN Mit und ohne Splintloch DIN EN Einsatzgebiet ist hier als Gelenkbolzen für z. B. Stangenverbindungen Bolzen mit Kopf und Gewindezapfen DIN 1445 diese werden vorwiegend als festsitzende Lager- und Achsbolzen, z. B. für Seil- und Laufrollen verwendet. Stifte werden unterteilt in... Zylinderstifte DIN EN ISO 2338 (Tab. B. S 237) kommen zur Verbindung und zum Fixieren von Teilen an Vorrichtungen oder Werkzeugen in Frage. Sie haben außerdem das gleiche Einsatzgebiet wie Kegelstifte, sind allerdings schwerere lösbar als diese und sehr kostspielig. Kegelstifte DIN EN Kegelstifte werden genutzt, um die bei häufigem Ausbau auftretenden Abnutzungen oder Lochaufweitungen auszugleichen, und somit immer wieder die genaue Lage von Bauteilen zueinander zu gewährleisten. Kerbstifte, Spannstifte DIN EN ISO 8752 Durch die Kerben am Umfang hält der Kerbstift in einer "glatten" Bohrung rüttelfest. Selbst bei Demontage ist es möglich, dass dieser Stift in der Bohrung weiterhin rüttelfest hält. Eine so hergestellte Verbindung ist aufgrund der einfachen Arbeitsweise sehr wirtschaftlich. Sicherungselemente Sicherungsringe (Halteringe ugs. Seegering o.a. Sprengring) DIN 471 für Wellen DIN 472 für Bohrungen Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 101
98 6.2 Fügetechnik Sicherungsringe werden federnd in Nuten eingesetzt. Der aus der Nut ragende Sicherungsring bildet dann eine axiale belastbare Schulter und dient zum Festlegen von Bauteilen wie z.b. Wälzlagern. Wälzlagerungen Splinte und Federstecker DIN EN ISO 1234 Die einfache und billige Splintsicherung wird vorwiegend bei losen, gelenkartigen Bolzenverbindungen und bei Schraubenverbindungen angewendet. Als Werkstoff für Splinte wird überwiegend weiches Material wie z.b. Kupfer, Kupfer-Zink- und Aluminiumlegierungen verwendet. Achtung: Splinte dürfen bei wichtigen Verbindungen nur einmal verwendet werden! Stellringe DIN 705 Stellringe sollen das axiale Spiel von Wellen, Achsen und Bolzen begrenzen oder lose auf diesen sitzende Teile seitlich führen. Die Stellringe werden durch Gewindestifte befestigt. Um mögliche Unfallgefahren zu vermeiden, dürfen Stellringe nicht überstehen. Habermann - Schrauben Achshalter DIN Achshalter sind Maschinenelemente zur Sicherung von Bolzenverbindungen gegen unbeabsichtigtes Lösen des Bolzens. Der Achshalter besteht aus einem mit zwei Befestigungsschrauben verschraubten rechteckigen Blechstreifen, der in eine in den Bolzen eingestochene Nut eingreift. Soll der Bolzen auch gegen Verdrehen gesichert werden, so wird diese Nut gefräst. Achshalter werden eingesetzt an Bolzenverbindungen mit einem Durchmesser von mehr als 18 mm, sie sind in sechs Stufen bis zu einem Bolzendurchmesser von 250 mm genormt. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 102
99 6.2 Fügetechnik Welle-Nabe-Verbindungen Theoretische Grundlagen Elemente zur Verbindung von Wellen und Naben können eingeteilt werden nach. Art des Verbindungsprinzips: Formschluss Verbindung wird durch Formgebung (Keilwellenprofil, Kerbverzahnung, Polygonprofil) oder durch zusätzliche Elemente (Passfeder, Querstift) hergestellt Reibschluss Kraftübertragung durch Reibkraft, welche durch Aufklemmen oder Aufpressen ermöglicht wird. Form- und Reibschluss Kombination Stoffschluss Kleben, Löten, Schweißen Formschluss Übertragung des Drehmomentes durch Normalkräfte zwischen Formelementen. Pass- und Scheibenfeder Gebräuchlichste Verbindung bei kleinen und einseitig wirkenden Drehmomenten. Ungeeignet für wechselnde Belastung wegen Passrostbildung! Einfache Montage und Demontage. Die Ausführungs-Formen und -Abmessungen sind genormt. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 103
 oder evolventenförmig ausgeführt.")

100 6.2 Fügetechnik Keil- und Zahnwelle Einsatz bei wechselndem und stoßartigem Drehmoment und bei längsbeweglicher Verbindung. Die Flanken der Keilwelle sind parallel. Die Flanken der Zahnwellenprofile werden flach (Kerbzahnwelle) oder evolventenförmig ausgeführt. Polygonprofil Einsatz bei wechselndem und stoßartigem Drehmomentverlauf, teilweise auch als verschiebbare Verbindung. Die Herstellung ist einfacher als die von Keil- und Zahnwellen. Zwei Profile werden heute vorwiegend verwendet: Profil P3G nach DIN als Gleichdick; kann geschliffen werden; ungeeignet für eine Längsverschiebung unter Last. Profil P4C nach DIN als Quadrat mit abgerundeten Ecken; günstigere Beanspruchungen als beim P3G; geeignet für eine Längsverschiebung unter Last. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 104
101 6.2 Fügetechnik Stirnverzahnung Die Stirnverzahnung ist auch unter dem Namen Hirthverzahnung bekannt. Durch die Form der Zähne ist die Verbindung axial und radial starr und unverschiebbar. Die Verbindung bzw. Vorspannung erfolgt in der Regel durch eine axiale Schraube. Die Berechnung erfolgt auf Flächenpressung und Abscherung der Zähne. Quer- oder Längsstift Stiftverbindungen eignen sich nur für kleine und stoßfreie Drehmomente. Die kritische Belastung ergibt sich aus auftretender Flächenpressung und Scherbelastung des Stiftes. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 105
102 6.2 Fügetechnik Reibschluss Die Übertragung des Drehmomentes erfolgt durch Reibkräfte, welche durch eine Normalkraft (Vorspannung) ermöglicht wird. Zylinder-Pressverband Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 106
103 6.2 Fügetechnik Kegel-Pressverband Vorteilhafter Einsatz bei Werkzeugen in Arbeitsspindeln, aber auch für Rad-, Scheiben- und Kupplungsnaben. Anstatt mit einem radialen Übermaß wie beim Zylinder-Pressverband wird beim Kegel-Pressverband die Flächenpressung durch eine axiale Verschiebung zwischen Welle und Nabe aufgebracht. Die axiale Position ergibt sich somit und kann nicht ohne Nacharbeit eingestellt werden. Der Kegelwinkel muss für eine gleichmäßige Tragfähigkeit an der Welle und der Nabe exakt gleich sein. Zur leichten Herstellung und Überprüfung sollten daher genormte Kegelverhältnisse (1:5, 1:10, 1:20) verwendet werden. Berechnung ähnlich Zylinder-Pressverband: Erforderliche Flächenpressung zur Übertragung des Reibmomentes, zulässige Flächenpressung mit Rücksicht auf die Vergleichspannung in der Nabe, zusätzlich die erforderliche axiale Verschiebung bzw. Einpresskraft. Spannelemente Stellen eine Kombination von Zylinder- und Kegel-Pressverband dar. Der Kegelwinkel beträgt etwa 17 und ist damit nicht selbsthemmend, wodurch eine einfache Demontage ermöglicht wird. Eine Hintereinanderschaltung von mehreren Spannelementen ergibt eine ungünstige Ausnutzung derselben, weil die Axialkraft immer kleiner wird. Die Auswahl und Auslegung erfolgt nach Herstellerangaben. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 107
104 6.2 Fügetechnik Klemmverbindung Die für die Reibkraft erforderliche Normalkraft wird durch verschrauben von geteilten, oder einseitig geschlitzten Naben erreicht. Für eine Sicherung der Drehposition werden Passfedern oder Keile zusätzlich verwendet. Die Dimensionierung erfolgt ähnlich einer Pressverbindung. Die Flächenpressung wird durch Schraubenvorspannung aufgebracht. Keil Eine Vorspannung mittels Keil wird häufig noch bei rauhem Betrieb (wechselndem, stoßhaftem Drehmoment) verwendet. Mit dem Keil wird eine Normalkraft erzeugt, welche die erforderliche Reibkraft erzeugen kann. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 108
105 6.2 Fügetechnik Fügen durch Umformen Allgemeines Fügen durch Umformen ist in der DIN 8580 (1985) unter der Hauptgruppe 4, dem Fügen zu finden. Innerhalb dieser Hauptgruppe ist es in der DIN 8593 als Gruppe 4.5 eingeordnet. Das Fügen durch Umformen ist nach DIN 8593 eine Sammelbenennung für das auf Dauer angelegte Verbinden oder sonstige Zusammenbringen zweier Fügeteile, bei denen die Fügepartner örtlich oder ganz umgeformt werden. Die Verbindung ist dabei durch Formschluss gegen ungewolltes Lösen gesichert. Die Umformkräfte können beliebig erzeugt werden, in der Regel mechanisch, hydraulisch oder elektromagnetisch. Das Lösen von durch Umformen gefügten Verbindungen ist immer mit Veränderungen an den betreffenden Teilen, Schädigungen oder gar Zerstörung verbunden. Einsatzgebiete für die umformenden Fügeverfahren finden sich überall dort, wo unterschiedliche Werkstoffe verbunden werden müssen (z. B. Nieten und Durchsetzfügen), große Stückzahlen (Heften) bzw. eine große Anzahl an Fügestellen (Drahtflechten, Wickeln) herzustellen sind oder auf Verbindungselemente aus Gewichts-, Platz- oder Kostengründen verzichtet werden soll (Leichtbau, Rohrverbindungen, Profilverbindungen, Drahtweben). Das Fügen durch Umformen zeichnet sich durch folgende wirtschaftliche Vorteile aus: kurze Fügezeit, Wegfall von Vor- und Nacharbeiten, geringer Energieaufwand günstige Arbeitsbedingungen das Verbinden von Einzelteilen aus den unterschiedlichsten Werkstoffen ohne deren Beeinflussung durch Wärme Ausführung des Befestigungsvorganges mit einfachen Werkzeugen oder Maschinen Das Fügen durch Umformen wird in vier Gruppen unterteilt (Bild 4-2): Fügen durch Umformen drahtförmiger Körper Fügen durch Umformen bei Blech-, Rohr- und Profilteilen Fügen durch Durchsetzfügen (Trennen und Umformen bei Blechen) Fügen durch Nietverfahren Nieten Das bedeutendste Verfahren zum Fügen durch Umformen ist das Nieten Allgemeines Das Nieten unterscheidet sich von den anderen Verfahren zum Fügen durch Umformen dadurch, dass hierbei die zu verbindenden Bauteile ihre geometrische Form weitgehend beibehalten. Stattdessen werden zusätzliche Bauteile, die Nieten, plastisch verformt und übernehmen somit die Herstellung der Verbindung. Die Nietverbindung ist eine unlösbare, form- und kraftschlüssige Verbindung. Diese kann in der Regel gleichförmige Zugspannungen von einem Bauteil auf das andere übertragen. In der Integralbauweise können Nieten auch mit einem der zu fügenden Bauteile stofflich verbunden sein. Im Folgenden werden einige Nietverfahren näher vorgestellt. Voll-, Halbhohl- und Hohlnieten Voll-, Halbhohl- und Hohlniete werden zweiseitig verarbeitet. Es ist ein Vorlochen der zu fügenden Bauteile notwendig. Die Niete selbst sind einteilige Verbindungselemente. Erfolgt der Nietvorgang bei Raumtemperatur des Niets, wird durch das Stauchen das Nietloch komplett ausgefüllt. Die Verbindung ist somit vorwiegend formschlüssig und nur bedingt kraftschlüssig. Beim Warmnieten, der Niet wird für den Nietvorgang bis auf Schmiedetemperatur erhitzt, zieht sich der Nietschaft durch das Erkalten zusammen. Dadurch werden die Bauteile stärker aufeinander gepresst, das Nietloch ist jedoch nicht mehr komplett ausgefüllt. Die Verbindung ist nur kraftschlüssig. Nietvorgang Der Nietvorgang wird in Bild 4-5 exemplarisch am Verbinden mit Vollnieten gezeigt. Dabei wird zuerst der Niet eingesetzt. Der Gegenhalter umschließt den Nietkopf und der Nietzieher zieht den Niet an. Anschließend wird der Nietkopf mit einem Hammer angestaucht und vorgeformt. Das Fertigformen des Nietkopfes erfolgt dann mit dem Döpper. Vollnieten werden dann eingesetzt, wenn eine Lochreibung, also die Pressung zwischen Nietschaft und Lochwand, erforderlich ist. Es entsteht eine kraft- und formschlüssige Verbindung. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 109

106 6.2 Fügetechnik Bei Hohlnieten hingegen führt die fehlende Lochreibung zu geringen Verarbeitungskräften und damit zu einer einfachen Verarbeitung. Halbhohlniete vereinigen die Vorteile von Voll- und Hohlniet. So bleibt bei richtiger Ausführung der volle Schaftdurchmesser in der Klemmlänge des Niets erhalten, die Verarbeitung vereinfacht sich jedoch gegenüber Vollnieten. Blindnieten Ein Blindniet ist eine Niethülse mit einem unverlierbaren Dorn mit Sollbruchstelle (Bild 4-11). Die Niete können von einer Seite in ein Bohrloch eingesetzt und mit einem geeigneten Werkzeug von dieser Seite auch verarbeitet werden. Blindniete gibt es in verschiedenen Ausführungen. Bild 4-11: Blindniet Nietvorgang Als Vorbereitung des Nietvorganges ist es notwendig, ein Bohrloch zu erstellen. Ein Entgraten der Bauteile muss jedoch nicht durchgeführt werden. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 110

107 6.2 Fügetechnik Schweißverbindungen Schweißverfahren gehören zu den wichtigsten Fertigungsverfahren der metallverarbeitenden Industrie. Heute können nahezu alle metallischen Werkstoffe geschweißt werden. Darüber hinaus gewinnen Schweißverfahren für Kunststoffe und keramische Werkstoffe an Bedeutung. Die unlösbaren stoffschlüssigen Verbindungen zweier Bauteile durch Schweißverfahren besitzen im Vergleich zu anderen Fertigungs- und Fügeverfahren u.a. die Vorteile: der Gewichtseinsparung, des günstigen Kraftflusses, der Formgestaltungsfreiheit, der Automatisierbarkeit und der vergleichsweise nur geringen Festigkeitseinbußen. Dadurch ist die Schweißtechnik ein bedeutendes Fertigungsverfahren in Industrie und Handwerk geworden, denn Schweißen ermöglicht in vielen Fällen die technisch und wirtschaftlich günstigste Lösung fügetechnischer Aufgabenstellungen. Der zunehmende Einsatz anwendungsoptimierter Schweißverfahren sowie Mechanisierung, Automatisierung und der Einzug der Elektronik in die Anlagentechnik spiegeln einen hohen technischen Standard dieses Verfahrens wider. Die erheblichen technischen und ökonomischen Vorteile, die die Schweißtechnik bietet, führten in den letzten Jahrzehnten zur verstärkten Anwendung der Schweißverfahren in der Fertigung, Instandhaltung und Reparatur. Die gegenwärtig zur Verfügung stehende große Vielfalt technisch ausgereifter Verfahren erlaubt eine optimale Auswahl für die jeweilige Aufgabenstellung. Neben sehr speziellen Verfahren, die für eine ganz bestimmte Aufgabenstellung entwickelt wurden, gibt es auch Schweißverfahren, die nahezu universell einsetzbar sind. In allen Zweigen des Maschinenbaus, des Stahlbaus, der Elektrotechnik und anderer Bereiche sind erfolgreiche Bemühungen um eine Verbesserung der Werkstoffökonomie und um höhere Qualität der Erzeugnisse häufig mit schweißtechnischen Lösungen gekoppelt. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 111
 Kennzahl Verfahren Kennzahl Verfahren 1 Lichtbogenschmelzschweißen 24 Abbrennstumpfschweißen 11 Metalllichtbogenschweißen 25 Pressstumpfschweißen 111 Lichtbogenhandschweißen 3 Gasschmelzschweißen")
108 6.2 Fügetechnik Zeichnerische Darstellung Schweißen und Löten.1 Auszug aus den Kennzahlen für Schweiß- und Lötverfahren vgl. DIN ISO 4063 (7.81) Kennzahl Verfahren Kennzahl Verfahren 1 Lichtbogenschmelzschweißen 24 Abbrennstumpfschweißen 11 Metalllichtbogenschweißen 25 Pressstumpfschweißen 111 Lichtbogenhandschweißen 3 Gasschmelzschweißen 12 Unterpulverschweißen 311 Gasschmelzschweißen mit Sauerstoff- Acetylen-Flamme 13 Metall-Schutzgasschweißen 4 Pressschweißen 131 Metall-Inertgasschweißen 41 Ultraschallschweißen 135 Metall-Aktivgasschweißen 42 Reibschweißen 141 Wolfram-Inertgasschweißen 751 Laserstrahlschweißen 2 Widerstandsschweißen 76 Elektronenstrahlschweißen 21 Widerstandpunktsschweißen 91 Hartlöten 22 Rollnahtschweißen 94 Weichlöten 23 Buckelschweißen.2 Stoßarten 1. Stumpfstoß 2. Parallelstoß 3. Überlappstoß 4. T-Stoß 5. Doppel-T-Stoß (Kreuzstoß) 6. Schrägstoß 7. Eckstoss 8. Mehrfachstoß 9. Kreuzstoß Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 112
109 6.2 Fügetechnik Zusatz und Ergänzungssymbole Grundsymbole können durch ein Symbol für die Form der Oberfläche oder für die Ausführung der Naht ergänzt werden. Form Ausführung Symbol Flach (eben) Gewölbt (konvex) Hohl (konkav) Wurzel ausgearbeitet Gegen-Lage ausgeführt Naht eingeebnet durch zusätzl. Bearbeitung Nahtübergänge kerbfrei ggf. bearbeitet Anwendungsbeispiele für Zusatzsymbole Benennung Flache V- Naht Gewölbte V-Naht Hohle Kehlnaht Flache Y- Naht mit Gegenlage Flache V- Naht eingeebnet Kehlnaht mit kerbfreiem Nahtübergang Symbol Darstellung Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 113
110 6.2 Fügetechnik Löten Einordnung in DIN-Baum und Definitionen Das Löten kann innerhalb der DIN eingeordnet werden und gehört nach den VDI-Richtlinien zu den stoffschlüssigen Fügeverfahren. Der prinzipielle Ablauf des Lötens ist auch in DIN 8593-T7 beschrieben. Nach DIN 8505 ist Löten" ein Verfahren zum Verbinden vorwiegend metallischer Werkstoffe mit Hilfe eines geschmolzenen Zusatzmetalls (Lotes), gegebenenfalls unter Anwendung von Flussmitteln und/oder Lötschutzgasen. Die Schmelztemperatur des Lotes liegt unterhalb derjenigen der zu verbinden Grundwerkstoffe; diese werden benetzt, ohne geschmolzen zu werden". Im Gegensatz zum Schweißen werden also beim Löten die Fügeteile nicht aufgeschmolzen. Die zum Löten benötigten Hilfsmittel werden als Lötstoffe bezeichnet. Zu ihnen gehören Lote, Flussmittel und Lötschutzgase. - Lote (nach DIN 1707, DIN 8513, DIN 8516) sind als Zusatzwerkstoffe zum Löten geeignete Metalle oder Legierungen, die in Form von Drähten, Stäben, Blechen, Bändern, Formteilen, Stangen, Schnitzeln, Körnern, Pulvern oder Pasten eingesetzt werden. - Flussmittel (nach DIN 8511) sind nichtmetallische Stoffe, die für die Benetzung der Grundwerkstoffe mit Lot sorgen. Sie beseitigen noch vorhandene Oxide und unterbinden ihre Neubildung durch chemische Reduktion. - Lötschutzgase haben die Aufgabe, Werkstück und Lot beim Aufheizen vor Oxidation zu schützen und gegebenenfalls vorhandene Oxidfilme zu reduzieren (Reaktionsgase). Physikalisches Prinzip / Funktionsweise Löten ist ein thermisches Verfahren zum stoffschlüssigen Verbinden von Werkstoffen, wobei eine flüssige Phase durch Schmelzen eines Lotes (Schmelzlöten) oder durch Diffusion aus den Grenzflächen (Diffusionslöten) entsteht. Die grundsätzliche Verbindungsbildung beim Löten erfolgt durch die Benetzung der festen Oberflächen der zu lötenden Fügeteile mit flüssigem Lot. Beim Erstarren des Lotes legiert dieses mit den Werkstücken. Je nach Höhe der jeweiligen Arbeitstemperaturen können Weichlöten, Hartlöten und Hochtemperaturlöten unterschieden werden. Benetzungsvorgang Vorraussetzung für eine einwandfreie Lötverbindung ist die Benetzung. Benetzen bedeutet in diesem Fall die spezifische Reaktion zwischen dem flüssigen Lot und der festen Substratoberfläche. Ein enger Kontakt der beiden Partner, zum Beispiel ein Eintauchen in ein Lotbad, bedingt noch keine ausreichende Benetzung, da Sperrschichten (Oxidschichten) vorhanden sein können. Daher dürfen sich an den Oberflächen der Werkstücke keine Verunreinigungen (z.b. Fette) oder Oxidschichten befinden, die diesen direkten metallischen Kontakt unterbinden. Ein Maß für die Benetzbarkeit von Oberflächen ist die Oberflächenspannung (Energie pro Fläche J/m2). Diese thermodynamische Größe entspricht der Arbeit, die notwendig ist, die Oberfläche einer Flüssigkeit (geschmolzenes Lot) zu vergrößern. Da jedes System danach strebt, die freie Energie zu minimieren, streben die Grenzflächen danach, so klein wie möglich zu werden, d.h. das Verhältnis Oberflächenvolumen wird minimiert, wodurch eine Tropfenform entsteht. Befindet sich ein Tropfen flüssigen Lotes auf einer leitfähigen Unterlage, so wirken Kohäsionskräfte und Adhäsionskräfte auf den Lottropfen ein. Als Folge der Kohäsionskräfte treten Oberflächenkräfte auf, die bestrebt sind, die Oberfläche auf die bereits beschriebene Kugelgestalt zu bringen. Zwischen Lot und Unterlagen wirken Adhäsionskräfte, die die Ausbreitung des Lotes bewirken. Drei ausgewählte Benetzungsgrade in Abhängigkeit von den Benetzungswinkeln bzw. Kontaktwinkeln sind in Bild 6-4 veranschaulicht Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 114
111 6.2 Fügetechnik Arbeitstemperatur Nach der Höhe der angewandten Arbeitstemperatur lassen sich die Lötverfahren in Weichlöten, Hartlöten und Hochtemperaturlöten einteilen (vgl. Tabelle 6-1). Beim Weichlöten (Kurzzeichen WL) liegt die Arbeitstemperatur unter 450 C und ein Flussmittel muss aufgetragen werden. Das WL wird dann verwendet, wenn an die Festigkeit und Belastbarkeit keine hohen Anforderungen gestellt werden, die Verbindung aber dicht und/oder elektrisch leitfähig sein soll. Die bisher eingesetzten Weichlote sind in der Regel auf einer Zinn- und/oder Bleibasis aufgebaut. Aufgrund der Giftigkeit werden die bleihaltigen Lote nach und nach ersetzt. Für spezielle Anwendungsfälle gibt es Sonderweichlote, die in DIN 1707 klassifiziert sind. Die niedrigen Arbeitstemperaturen erfordern eine geringe Wärmeeinbringung, weshalb die Erwärmungsprozesse leicht steuer- und mechanisierbar sind. Deshalb werden wärmeempfindliche Teile, wie beispielweise in der Elektronik eingesetzte Baugruppen, weichgelötet. Durch Bördeln, Falzen oder Punktschweißen vor dem WL kann die Festigkeit erhöht werden. Beim Hartlöten (Kurzzeichen HL) liegt die Arbeitstemperatur über 450 C. Die Festigkeit hartgelöteter Verbindung hängt in erster Linie von einer losgebrachten Konstruktion ab und erreicht in der Regel die Festigkeit der Grundwerkstoffe. Die Hartlote bestehen überwiegend aus kupferhaltigen Legierungen. HL wird üblicherweise unter Verwendung von Flussmitteln vorgenommen, wobei die technisch gebräuchlichen Schwermetalle in nahezu beliebiger Kombination untereinander verbunden werden können. Das Ofenlöten ohne Flussmittel hat bei Lufttemperaturen unter 900 C bei Schwermetallen nur eine eingeschränkte, bei Leichtmetallen hingegen eine erhebliche Bedeutung. Beim Hochtemperaturlöten (Kurzzeichen HTL) liegt die Arbeitstemperatur über 900 C. Die am häufigsten eingesetzten Lote für das HTL sind Nickel-Basislote, Gold-, Nickel und andere Edelmetalllote sowie Kupfer- und Kupferbasislote. Der Anwendungsschwerpunkte des HTL liegen beim Fügen von Stählen, Nickel- und Kobaltlegierungen. Das HTL wird flussmittelfrei in Vakuum oder Schutzgasatmosphäre durchgeführt. Die Festigkeiten dieser Verbindungen liegen in vielen Fällen im Bereich der Festigkeiten der zu verbindenden Grundwerkstoffe. Weichlöten Hartlöten Hochtemperaturlöten Arbeitstemperatur <450 C >450 C >900 C Flussmittel Vakuum Schutzgas Vorteile von Verletzungen Da beim Verlöten die stoffschlüssige Verbindung durch einen physikalischen Benetzungs- und anschließenden Legierungsvorgang stattfindet, ergeben sich für Verletzungen folgende Vorteile: Kombinationsmöglichkeit verschiedenartiger Werkstoffe: Bei entsprechender Auswahl des Zusatzwerkstoffes können eine Vielzahl von Metall-Metall-Lötverbindung realisiert werden. Auch nichtmetallische und nichtschweißbare Werkstoffe, z.b. Glas, Keramik und Sinterwerkstoffe, lassen sich Löten. Dabei werden in der Regel elektrolytische, aufgedampfte oder aufgewalzte Deckschichten dazwischen gelegt. Geringe Wärmeenergie. Gegenüber dem Schmelzschweißen wird beim Löten eine geringere Wärmeenergie benötigt, da die zu verbindenden Bauteile nicht aufgeschmolzen, sondern nur auf die Schmelztemperatur des Lotes gebracht werden müssen. Weiterhin kommt es nur zu geringen Veränderungen des metallischen Gefüges. Geringer Verzug beim Löten. Gegenüber dem Schweißen ist beim Löten ein weit geringerer thermischer Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 115
112 6.2 Fügetechnik Verzug zu erwarten, da die Arbeitstemperaturen wesentlich niedriger sind als die Schmelztemperatur der zu verbindenden Werkstücke. Gute elektrische Leitfähigkeit. Im Allgemeinen weisen Lötungen eine sehr gute elektrische Leitfähigkeit auf (Silberhartlote oder Silber-Phosphor-Hartlote). Sicheres Verbinden von Teile unterschiedlicher Wandstärke: Stark im Querschnitt und in der Werkstoffdicke unterschiedliche Teile können verbunden werden. Besonders dünnwandige Bauteile lassen sich gut verbinden. Gute Automatisierbarkeit des Lötprozesses: Löten kann in vielen Fällen wirtschaftlich mechanisiert bzw. automatisiert und dabei eine hohe Qualität der Verbindung erreicht werden. 6.7 Nachteile von Verlötungen Im Folgenden werden die wesentlichen Nachtteile der Löttechnik näher erläutert: Geringe Festigkeit von Weichlötverbindungen. Bei diesen Verlötungen können nur Festigkeiten zwischen 50 bis 100 N/mm 2 erreicht werden. Beim Hartlöten können jedoch Festigkeiten von bis zu 500 N/mm 2 erzielt werden. Korrosionsgefahr bei Lötverbindungen. Bei Lötverbindungen, deren Lotwerkstoff in der elektrochemischen Spannungsreihe gegenüber dem Grundwerkstoff ein anderes Potenzial aufweist, ist schon bei geringer Feuchtigkeit die Gefahr von Korrosion gegeben. Deshalb ist eine genaue Abstimmung der beteiligten Werkstoffe aufeinander notwendig. Große Sorgfalt erforderlich. Eine sorgfältige Vorbereitung der Lotflächen ist unbedingt notwendig. Diese müssen sauber, fettfrei und vollkommen mechanisch blank sein. Ist dies nicht der Fall, kann das Lot den unreinen Grundwerkstoff nicht benetzen und damit keine Legierungsbildung und/oder Diffusion bewerkstelligen. Anpassung der Verbindungsflächen bei der Löttechnik. Die konstruktive Gestaltung einer Lötstelle ist um ein Vielfaches aufwendiger als vergleichsweise beim Schweißen. In der Regel ist ein gleichbreiter und paralleler Spalt erforderlich. Dieser Lötspalt darf sich in Lotfließrichtung gesehen niemals verbreitern. Festigkeitsabfall bei hohen Temperaturen. Die Festigkeit einer Lötverbindung nimmt bei höheren Temperaturen ab, da Grundmaterial und Lot unterschiedliche Materialeigenschaften aufweisen (Schmelzpunkte). Flussmitteleinschlüsse beim Löten. Beim Löten kann die sog. "Kantenwirkung" auftreten. Dabei fließt das Lot nicht von einer Seite aus und treibt damit das Flussmittel aus dem Lötspalt, sondern umfließt die Lötstelle und schließt das Flussmittel ein. Nachbehandlung bei Lötverbindungen. Flussmittelreste sind aufgrund ihrer chemisch aggressiven Wirkung mechanisch und chemisch vollständig zu entfernen. Die Nachbehandlung gestaltet sich oftmals technisch aufwendig und damit kostenintensiv. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 116
 gehört das Kleben nach den VDI- Richtlinien zu den stoffschlüssigen Fügeverfahren. Sein prinzipieller Ablauf ist auch in DIN 8593-T8 beschrieben.")

113 6.2 Fügetechnik Kleben Einordnung in DIN-Baum Bild 7-1: Einordnung des Fügeverfahrens Kleben nach der DIN Neben der Einordnung des Klebens innerhalb der DIN (vgl. Bild 7-1) gehört das Kleben nach den VDI- Richtlinien zu den stoffschlüssigen Fügeverfahren. Sein prinzipieller Ablauf ist auch in DIN 8593-T8 beschrieben. Als stoffschlüssiges Fügeverfahren werden die mechanischen und metallurgischen Eigenschaften des Klebens mit Schweiß- und Lötverbindungen verglichen. Hinsichtlich der Möglichkeit, unterschiedlichste Werkstoffe miteinander zu verbinden, wird es oft mit Schrauben- oder Niet- beziehungsweise Clinchverbindungen verglichen. Als Zusatzwerkstoff muss bei Verklebungen ein Klebstoff eingesetzt werden. Darunter wird nach DIN ein nichtmetallischer Stoff, der die Fügeteile durch Flächenhaftung (Adhäsion) und innere Festigkeit (Kohäsion) verbinden kann, verstanden. 7.2 Physikalisches Prinzip/ Funktionsweise Aufbau einer Klebung / Adhäsion / Kohäsion An einer Verklebung sind nach DIN grundsätzlich drei Fügepartner zwei Fügeteile und der Klebstoff beteiligt. Der grundsätzliche Aufbau einer Klebung besteht aus mehreren unterschiedlichen Schichten. Diese Schichten setzen sich zusammen aus den beiden Fügeteilwerkstoffen und der Klebschicht. Bild 7-4: Zusätzlich gibt es zwischen der Klebschicht und dem jeweils angrenzenden Fügeteil eine Grenzfläche beziehungsweise Zwischenschicht, die sogenannten Adhäsionsschicht Diese ist für die Haftung der Klebschicht am jeweiligen Fügeteil verantwortlich. Zur Ausbildung einer ausreichend adhäsiven Verbindung zwischen Fügeteilen und Klebschicht müssen zwei Voraussetzungen erfüllt werden: Zwischen den Molekülen des Klebstoffes und der Fügeteilwerkstoffe müssen zwischenmolekulare Kräfte aufgebaut werden können. Dazu müssen sich der Klebstoff und die Fügeteiloberfläche im Bereich atomarer Größenordnungen ( mm ) annähern können. Zur Annäherung in diesen Bereich muss mindestens einer der Partner, in der Regel der Klebstoff, eine ausreichende Beweglichkeit aufweisen. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 117
 und die Einbringung eines zusätzlichen nichtmetallischen Werkstoffes, den sogenannten Klebstoff, lassen sich einige charakteristische Eigenschaften von Verklebungen herleiten.")
114 6.2 Fügetechnik Eigenschaften der Verbindung Aufgrund des Aufbaus von Verklebungen (vgl. Bild 7-4) und die Einbringung eines zusätzlichen nichtmetallischen Werkstoffes, den sogenannten Klebstoff, lassen sich einige charakteristische Eigenschaften von Verklebungen herleiten. Vorteile von Verklebungen Grundsätzliche Vorteile Da bei Verklebungen die stoffschlüssige Verbindung durch einen chemischen beziehungsweise physikalischen Vernetzungsvorgang stattfindet ergeben sich für Verklebungen folgende Vorteile: Wärmearmes Fügeverfahren: Durch den Vernetzungsprozess der Klebstoffe werden die Fügeteile in der Regel keiner thermischen Beanspruchung unterworfen. Daher können durch Klebungen wärmeempfindliche Bauteile gefügt werden. Verbindungsmöglichkeit unterschiedlicher Werkstoffe: Durch Benetzung beider Fügeteile und Ausbildung von Adhäsionskräften können unterschiedliche Werkstoffe miteinander verbunden werden. Gewichtsersparnis: Durch die Möglichkeit unterschiedliche Werkstoffe miteinander zu verbinden, können die zu verbindenden Werkstoffe hinsichtlich Festigkeit und Steifigkeit bedarfsgerecht ausgewählt, und ein Stoffleichtbau realisiert werden. Ausgleich von Fertigungsfehlern / Bauteiltoleranzen Während des Verarbeitungsprozesses sind die Klebstoffe noch flüssig und benetzen im Regelfall die Bauteile gut. Daher lassen sich bei Klebungen geringe Fertigungsfehler oder Bauteiltoleranzen ausgleichen. Bei dünnen Verklebungen handelt es sich dabei um 0,1 Millimeter bis 0,3 Millimeter, bei dicken, elastischen Klebungen können es einige Millimeter sein. Im ausgehärteten (vernetzten) Zustand kann die Klebschicht als Kunststoffschicht angesehen werden. Diese weist einen geringeren Elastizitäts- und Schubmodul als metallische Werkstoffe auf. Aufgrund dieser hohen Elastizität sind Klebschichten verformbar. Die hohe Verformungsfähigkeit führt dazu, dass der Kraftfluss innerhalb des Bauteils und der Verklebung gleichmäßiger ist als bei anderen Verbindungen. So ergeben sich beispielsweise bei genieteten oder geschraubten Verbindungen Spannungsspitzen aufgrund der Verjüngung des Belastungsquerschnittes (vgl. Bild 7-7). Bei geschweißten oder gelöteten Verbindungen kann es aufgrund thermischer Einflüsse oder Einschlüssen zu inneren Spannungen der Verbindung kommen. Zusatzfunktionalität von Klebschichten Zusätzlich zur gleichmäßigeren Spannungsverteilung in der Fügezone können Verklebungen neben der eigentlichen mechanischen Fixierung zusätzliche Aufgaben, die an die Verbindung gestellt werden, übernehmen. Dämpfen: Aufgrund des geringen Elastizitätsmoduls besitzen Verklebungen in Abhängigkeit der Klebschichtdicke mechanische Dämpfungseigenschaften. Isolieren: Wegen des dielektrischen Kunststoffcharakters ausgehärteter Klebstoffe werden die gefügten Bauteile elektrochemisch getrennt, und die Korrosionsgefahr wird verringert. Dichten: Durch die stoffschlüssige Verbindung der Klebschicht mit den beiden Fügeteilen sind verklebte Verbindungen normalerweise dicht Nachteile von Verklebungen Einfluss der Zeit auf den Verfahrensablauf Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 118

115 6.2 Fügetechnik Da Klebstoffe in der Regel flüssig aufgetragen werden, kann die Verbindung erst dann belastet werden, wenn zumindest ein teilweises Vernetzen des Klebstoffes stattgefunden hat. Daher ist die Zeit der Vernetzungsreaktion taktzeitbestimmend. Oberflächenvorbehandlung der Fügeteile Um eine ausreichende Benetzung der Fügeteile durch den Klebstoff zu erreichen, muss die Oberfläche der Fügeteile vorbehandelt werden. Die Vorbehandlung besteht dabei normalerweise in einer Reinigung und Entfettung der Oberfläche. Gegenüber Prozessen wie Löten, Schweißen und Nieten ist Kleben mit relativ hohem Vorbereitungsaufwand verbunden. Temperaturbeständigkeit der Klebschicht Aufgrund des Kunststoffcharakters der Klebschicht kann eine Verklebung nur innerhalb eines eingeschränkten Temperaturbereiches eingesetzt werden. Bei Reaktionsklebstoffen liegt die Einsatzgrenze bezüglich der Temperatur im Regelfall bei etwa 250 C. Alterungsbeständigkeit der Klebschicht Unter Alterung wird bei Klebstoffen eine dauerhafte Kombination chemischer, thermischer und physikalischer Einflüsse auf die Verbindung verstanden. Da sich Alterungserscheinungen auf alle Kunststoffe nachteilig auswirken, muss ein Nachweis der Zuverlässigkeit der Klebeverbindung über den vorgesehenen Lebenszeitraum des Produktes durch Versuche und Tests simuliert und erbracht werden. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 119


116 6.2 Fügetechnik Press und Schnappverbindungen Einhängen, Einrenken, federnd Einspreizen Durch Einhängen, Einrenken und federnd Einspreizen werden Verbindungen zwischen Bauteilen durch einen einzigen Fügevorgang erzeugt oder Verschlussglieder, die letzten gegen selbsttätiges Lösen gesicherten Teile eines Montageverbundes, gefügt. Ineinanderschieben Das Ineinanderschieben ist Fügen, bei dem das eine Fügeteil in das andere oder über das andere geschoben wird (DIN 8593 Teil 1). Dabei wird zwischen dem Aufschieben oder Aufziehen eines Außenteils auf ein Innenteil und dem Einschieben oder Einführen eines Innenteils in ein Außenteil unterschieden. Die Fügeteile sitzen hier mit Passung ineinander. Die Passflächen bestimmen während des Fügevorganges die Orientierung der Bauteile zueinander und erhalten diese aufrecht. Dies unterscheidet das Ineinanderschieben vom Einlegen. Gegenüber dem Einpressen findet das Einschieben unter geringem Kraftaufwand statt. Somit können hier die Betriebskräfte auch nur durch Formschluss übertragen werden. Durch das Ineinanderschieben werden aber nicht nur feste, sondern auch bewegliche Verbindungen hergestellt. Die Passflächen fungieren dann als Führungsflächen mit Spielpassung. Das Ineinanderschieben erfolgt durch eine einachsige, meist geradlinige Fügebewegung. Die erforderliche Genauigkeit ist dabei abhängig von Passungsspiel und kann durch konstruktive Maßnahmen, beispielsweise durch Schrägen, verringert werden Einhängen Unter Einhängen versteht die DIN 8593 Teil 1 Fügen, bei dem das eine Fügeteil in das andere eingehängt wird, wobei die Fügeverbindung durch eine Zugkraft (Federkraft, Schwerkraft) gesichert wird. Diese Hakenverbindungen sind in der Lage, bei meist geringem Montageaufwand große Kräfte zu übertragen und besitzen so ein sehr großes Anwendungsgebiet. Sie können als bewegliche Verbindung, wie etwa bei Zugfedern und Gestängen, oder als feste Verbindung, beispielsweise zur Befestigung von Deckeln und Verkleidungen, gestaltet sein. Die Fügebewegung beim Einhängen ist abhängig von der Gestalt der Fügepartner und vom beim Fügevorgang zur Verfügung stehenden Freiraum. Im einfachsten Fall erfolgt lediglich eine geradlinige Bewegung. Meist sind es jedoch mindestens zwei Fügerichtungen, die notwendig sind. Michael Noll gesch. : /6430 Michael.Noll@Daimler.com oder Michael.H.Noll@web.de Seite 120
Institut für CAD- Technologien Prof. Dipl.-Ing. Karl-Heinz Wurst Seite 1. CAD- Labor. Technisches Zeichnen
 Institut für CAD- Technologien Prof. Dipl.-Ing. Karl-Heinz Wurst Seite 1 CAD- Labor Teil 1 Technisches Zeichnen Semester: MT1 Die Lehrveranstaltung CAD-Labor besteht aus einem Vorlesungsteil (2SWS) und
Institut für CAD- Technologien Prof. Dipl.-Ing. Karl-Heinz Wurst Seite 1 CAD- Labor Teil 1 Technisches Zeichnen Semester: MT1 Die Lehrveranstaltung CAD-Labor besteht aus einem Vorlesungsteil (2SWS) und
Grundlagen Technisches Zeichnen
 Grundlagen Technisches Zeichnen Bedeutung des Technischen Zeichnen - Die technische Zeichnung dient: der Verständigung zwischen Entwicklung, Konstruktion, Fertigung, Instandhaltung usw. und dem Kunden.
Grundlagen Technisches Zeichnen Bedeutung des Technischen Zeichnen - Die technische Zeichnung dient: der Verständigung zwischen Entwicklung, Konstruktion, Fertigung, Instandhaltung usw. und dem Kunden.
Technisches Zeichnen Grundlagen
 Inhaltsverzeichnis: 1.1 Allgemeines zu Technischen Zeichnungen 1.2 Zeichnungsbegriffe 1.3 Zeichentechnische Grundlagen 1.3.1 Papierendformate 1.3.2 Maßstäbe 1.3.3 Schriftfeld 1.3.4 Linienarten 1.3.5 Ausführung
Inhaltsverzeichnis: 1.1 Allgemeines zu Technischen Zeichnungen 1.2 Zeichnungsbegriffe 1.3 Zeichentechnische Grundlagen 1.3.1 Papierendformate 1.3.2 Maßstäbe 1.3.3 Schriftfeld 1.3.4 Linienarten 1.3.5 Ausführung
Verschiedene Möglichkeiten und Bedeutungen. bei der Definition von. Form-und Lagetoleranzen und Bemassungen. Wieselburg 2012
 Verschiedene Möglichkeiten und Bedeutungen bei der Definition von Form-und Lagetoleranzen und Bemassungen Wieselburg 2012 1 Inhalt Einführung Toleranzzonen Toleranzarten Toleranzeintragung Aufgaben 2 Einführung
Verschiedene Möglichkeiten und Bedeutungen bei der Definition von Form-und Lagetoleranzen und Bemassungen Wieselburg 2012 1 Inhalt Einführung Toleranzzonen Toleranzarten Toleranzeintragung Aufgaben 2 Einführung
3 Ansichten, Schnittdarstellungen, Gewinde, Oberflächenangaben, Lesen und Verstehen von Zeichnungen... 63
 Inhaltsverzeichnis 1 Einführung........................................... 9 1.1 Bedeutung der technischen Zeichnungen und der Zeichnungsnormen.... 9 1.2 Zeichengeräte für das manuelle Zeichnen.......................
Inhaltsverzeichnis 1 Einführung........................................... 9 1.1 Bedeutung der technischen Zeichnungen und der Zeichnungsnormen.... 9 1.2 Zeichengeräte für das manuelle Zeichnen.......................
Technisches Zeichnen. Cornelsen. Grundlagen, Normen, Beispiele, Darstellende Geometrie
 Technisches Zeichnen Grundlagen, Normen, Beispiele, Darstellende Geometrie Lehr-, Übungs- und Nachschlagewerk für Schule, Fortbildung, Studium und Praxis, mit mehr als 100 Tabellen und weit über 1.000
Technisches Zeichnen Grundlagen, Normen, Beispiele, Darstellende Geometrie Lehr-, Übungs- und Nachschlagewerk für Schule, Fortbildung, Studium und Praxis, mit mehr als 100 Tabellen und weit über 1.000
Obarllachngaban. bwm und Vantdmi von Zeichnungen... 61. 3 Ansichten. Schnitidantdlungen. Gewinde. ... 1 Einfiihrung... 9
 1 Einfiihrung... 9 1.1 Bedeutung der technischen Zeichnungen und der Zeichnungsnormen... 9 1.2 Zeichengeräte für das manuelle Zeichnen... 10 1.3 Zeichn~n~sdokumentation... 12 1.3.1 Mikroverfilmung von
1 Einfiihrung... 9 1.1 Bedeutung der technischen Zeichnungen und der Zeichnungsnormen... 9 1.2 Zeichengeräte für das manuelle Zeichnen... 10 1.3 Zeichn~n~sdokumentation... 12 1.3.1 Mikroverfilmung von
Technisches Zeichnen
 Technisches Zeichnen Grundlagen, Normen, Beispiele, Darstellende Geometrie Lehr-, Ubungs- und Nachschlagewerk fur Schule, Fortbildung, Studium und Praxis, mit mehrals TOOTabellen und weit uber 1.000 Zeichnungen
Technisches Zeichnen Grundlagen, Normen, Beispiele, Darstellende Geometrie Lehr-, Ubungs- und Nachschlagewerk fur Schule, Fortbildung, Studium und Praxis, mit mehrals TOOTabellen und weit uber 1.000 Zeichnungen
Schalter für Zeichnungshilfen Statuszeile
 Das Programmfenster Zeichnungsname Werkzeugkästen Menüleiste Zeichenbereich Bildschirmmenü Befehlszeilenfenster Schalter für Zeichnungshilfen Statuszeile Während der Arbeit mit AutoCAD kann über eine Online-Hilfe
Das Programmfenster Zeichnungsname Werkzeugkästen Menüleiste Zeichenbereich Bildschirmmenü Befehlszeilenfenster Schalter für Zeichnungshilfen Statuszeile Während der Arbeit mit AutoCAD kann über eine Online-Hilfe
Übung zum Thema. Abmaße ablesen und Toleranzen berechnen
 Übung zum Thema Abmaße ablesen und Toleranzen berechnen Grundlage der Übung sind die Tabellen TB2-1 bis TB2-3 im Roloff/Matek Tabellenbuch Vorgehensweise: 1. Bestimmung der Grundtoleranz In TB2-1 stehen
Übung zum Thema Abmaße ablesen und Toleranzen berechnen Grundlage der Übung sind die Tabellen TB2-1 bis TB2-3 im Roloff/Matek Tabellenbuch Vorgehensweise: 1. Bestimmung der Grundtoleranz In TB2-1 stehen
Toleranzdesign im. Fahrzeugbau. Maschinen- und. Bernd Klein. Maßketten und Oberflächen DE GRUYTER OLDENBOURG
 Bernd Klein Toleranzdesign im Maschinen- und Fahrzeugbau Dimensionelle und geometrische Toleranzen (F+L), CAD -Tolerierung, Tolerierungsprinzipien, Maßketten und Oberflächen 3. Auflage DE GRUYTER OLDENBOURG
Bernd Klein Toleranzdesign im Maschinen- und Fahrzeugbau Dimensionelle und geometrische Toleranzen (F+L), CAD -Tolerierung, Tolerierungsprinzipien, Maßketten und Oberflächen 3. Auflage DE GRUYTER OLDENBOURG
1 Deutsch Kommunikation
 1 Deutsch Kommunikation 1.1 Vorgangsbeschreibung: eine neue Standbohrmaschine in Betrieb nehmen! Um eine neue Standbohrmaschine in Betrieb zu nehmen, muss man bestimmte Arbeitsschritte in einer festgelegten
1 Deutsch Kommunikation 1.1 Vorgangsbeschreibung: eine neue Standbohrmaschine in Betrieb nehmen! Um eine neue Standbohrmaschine in Betrieb zu nehmen, muss man bestimmte Arbeitsschritte in einer festgelegten
Konstruktionslehre 1. Konstruktionslehre 1. Prof. Dr.-Ing. Dipl.-Math. P. Köhler V7 Folie 1
 4. Normen im Zeichnungswesen 4.1 Technische Darstellungen 4.2 Bemaßung Normzahlreihen Maßeintragung Maßbezugssysteme 4.3 Toleranzen Maßtoleranzen, Passungen, Form- und Lagetoleranzen 4.3 Zusätzliche Angaben
4. Normen im Zeichnungswesen 4.1 Technische Darstellungen 4.2 Bemaßung Normzahlreihen Maßeintragung Maßbezugssysteme 4.3 Toleranzen Maßtoleranzen, Passungen, Form- und Lagetoleranzen 4.3 Zusätzliche Angaben
Allgemeintoleranzangaben
 Allgemeintoleranzangaben Allgemeintoleranzen für Längen und Winkel (ISO 2768-1) gelten für alle nicht separat tolerierten Maße und Winkel einer Zeichnung. Die Allgemeintoleranzen werden in Klassen unterteilt.
Allgemeintoleranzangaben Allgemeintoleranzen für Längen und Winkel (ISO 2768-1) gelten für alle nicht separat tolerierten Maße und Winkel einer Zeichnung. Die Allgemeintoleranzen werden in Klassen unterteilt.
Metrisches ISO-Gewinde (Regelgewinde) DIN 13 - Nennmaße
 DIN 13 - Nennmaße") Metrisches ISO-Gewinde (Regelgewinde) DIN 13 - Nennmaße 378 +4()4-772- Fax +4()4-772-22 Whitworth-Rohrgewinde DIN ISO 228 37 +4()4-772- Fax +4()4-772-22 Gewindeenden DIN 78 für metrische Gewinde nach DIN
Metrisches ISO-Gewinde (Regelgewinde) DIN 13 - Nennmaße 378 +4()4-772- Fax +4()4-772-22 Whitworth-Rohrgewinde DIN ISO 228 37 +4()4-772- Fax +4()4-772-22 Gewindeenden DIN 78 für metrische Gewinde nach DIN
1 Grundlagen der Datenverarbeitung
 6 1 Grundlagen der Datenverarbeitung 1 Grundlagen der Datenverarbeitung 1. Computer arbeiten nach dem EVA-Prinzip. Was ist darunter zu verstehen? 2. Aus welchen Baugruppen besteht in der Regel ein Computer?
6 1 Grundlagen der Datenverarbeitung 1 Grundlagen der Datenverarbeitung 1. Computer arbeiten nach dem EVA-Prinzip. Was ist darunter zu verstehen? 2. Aus welchen Baugruppen besteht in der Regel ein Computer?
UNIVERSITY OF APPLIED SCIENCES. Konstruktionslehre. für Wirtschaftsingenieure. Vorlesungsskript. Mensch
 UNIVERSITY OF APPLIED SCIENCES FACHHOCHSCHULE GIESSEN FRIEDBERG Konstruktionslehre für Wirtschaftsingenieure Vorlesungsskript Mensch Technik Ökonomie Fachbereich Wirtschaftsingenieurwesen und Produktionstechnik
UNIVERSITY OF APPLIED SCIENCES FACHHOCHSCHULE GIESSEN FRIEDBERG Konstruktionslehre für Wirtschaftsingenieure Vorlesungsskript Mensch Technik Ökonomie Fachbereich Wirtschaftsingenieurwesen und Produktionstechnik
Inventor. C:\Dokumente und Einstellungen\Administrator\Desktop\COMENIUS_Juni2005\Inventor01_D.doc Seite 1
 EINZELTEILMODELLIERUNG MIT DEM INVENTOR... 3 DIE BENUTZEROBERFLÄCHE...4 BAUTEILKONSTRUKTION FÜR EINE BOHRVORRICHTUNG MIT HILFE VON SKIZZENABHÄNGIGKEITEN... 22 Editieren von Skizzen mit Abhängigkeiten...
EINZELTEILMODELLIERUNG MIT DEM INVENTOR... 3 DIE BENUTZEROBERFLÄCHE...4 BAUTEILKONSTRUKTION FÜR EINE BOHRVORRICHTUNG MIT HILFE VON SKIZZENABHÄNGIGKEITEN... 22 Editieren von Skizzen mit Abhängigkeiten...
Bestimmen des Werkstücks in der Vorrichtung
 Bestimmen des Werkstücks in der Vorrichtung 3 3.1 Bestimmen prismatischer Werkstücke Bestimmen (Lagebestimmen) oder Positionieren ist das Anbringen des Werkstücks in eine eindeutige für die Durchführung
Bestimmen des Werkstücks in der Vorrichtung 3 3.1 Bestimmen prismatischer Werkstücke Bestimmen (Lagebestimmen) oder Positionieren ist das Anbringen des Werkstücks in eine eindeutige für die Durchführung
Verfahrensanweisung und Richtlinien für die Arbeit mit dem CAD System Solid Works (SWX)
") Verfahrensanweisung und Richtlinien für die Arbeit mit dem CAD System Solid Works (SWX) 1.) Zweck: Vereinheitlichung des Aufbaus bzw. der Struktur von Modellen, Baugruppen und Zeichnungen 2.) Geltungsbereich:
Verfahrensanweisung und Richtlinien für die Arbeit mit dem CAD System Solid Works (SWX) 1.) Zweck: Vereinheitlichung des Aufbaus bzw. der Struktur von Modellen, Baugruppen und Zeichnungen 2.) Geltungsbereich:
2 Zeichnungsableitungen von Einzelteilen
 23 2 Zeichnungsableitungen von Einzelteilen Im Kapitel 2 werden die Zeichnungsableitungen aller Einzelteile der Baugruppe Druckluftantrieb erstellt. Sie werden sich dabei an folgenden Ableitungsschritten
23 2 Zeichnungsableitungen von Einzelteilen Im Kapitel 2 werden die Zeichnungsableitungen aller Einzelteile der Baugruppe Druckluftantrieb erstellt. Sie werden sich dabei an folgenden Ableitungsschritten
2 Perspektiven, Projektionen
 2 Perspektiven, Projektionen Lernziele 2.1 Einführung 2.2 Perspektiven 2.3 Parallelprojektion 2.4 Standardansichten 2.5 Anschnitte an prismatischen Werkstücken 14.1 Einführun 2.6 Gerade Anschnitte an 14.2zylindrischen
2 Perspektiven, Projektionen Lernziele 2.1 Einführung 2.2 Perspektiven 2.3 Parallelprojektion 2.4 Standardansichten 2.5 Anschnitte an prismatischen Werkstücken 14.1 Einführun 2.6 Gerade Anschnitte an 14.2zylindrischen
Toleranzen und Passungen
 Nae: Klasse: 11 - Feinbearbeitung Datu: Blatt: 4T 1 Toleranzen und Passungen Aus der BMW Werbung w w w.7er.co: Für die Fertigung der Pleuel w ird eine Sintertechnik angew endet. Ihr Vorteil: sehr enge
Nae: Klasse: 11 - Feinbearbeitung Datu: Blatt: 4T 1 Toleranzen und Passungen Aus der BMW Werbung w w w.7er.co: Für die Fertigung der Pleuel w ird eine Sintertechnik angew endet. Ihr Vorteil: sehr enge
Verfasser: M. Krokowski, R. Dietrich Einzelteilzeichnung CATIA-Praktikum. Ableitung einer. Einzelteilzeichnung. mit CATIA P2 V5 R11
 Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Technisches Zeichnen für Wirtschaftsingenieure
 für Wirtschaftsingenieure Prof. Dr.-Ing. M. Anzinger Dieses Skriptum enthält die Folien, die während der Vorlesung gezeigt werden. Es enthält zahlreiche Beispiele, aber keine ausführlichen Erklärungen
für Wirtschaftsingenieure Prof. Dr.-Ing. M. Anzinger Dieses Skriptum enthält die Folien, die während der Vorlesung gezeigt werden. Es enthält zahlreiche Beispiele, aber keine ausführlichen Erklärungen
300 Minuten, zuzüglich 15 Minuten Einlesezeit
 Abitur 2004 Konstruktions- und Fertigungstechnik Lk Seite 2 Hinweise für den Schüler Bearbeitungszeit: 300 Minuten, zuzüglich 15 Minuten Einlesezeit 1 Erlaubte Hilfsmittel - Tabellenbuch nach Vorgabe der
Abitur 2004 Konstruktions- und Fertigungstechnik Lk Seite 2 Hinweise für den Schüler Bearbeitungszeit: 300 Minuten, zuzüglich 15 Minuten Einlesezeit 1 Erlaubte Hilfsmittel - Tabellenbuch nach Vorgabe der
Professur Konstruktionslehre
 Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
2 Erstellung einer Technischen Zeichnung
 4 2 Erstellung einer Technischen Zeichnung Das Produkt Technische Zeichnung ist die bildliche Darstellung eines (vorhandenen oder geplanten) Gegenstandes in der für technische Zwecke erforderlichen Art
4 2 Erstellung einer Technischen Zeichnung Das Produkt Technische Zeichnung ist die bildliche Darstellung eines (vorhandenen oder geplanten) Gegenstandes in der für technische Zwecke erforderlichen Art
Inhalt. 1 Einleitung...1. 2.11 Belastungsanalyse... 8 1.1 3D-CAD...1. 2.12 ifeatures und Katalog... 8. 1.2 Autodesk Inventor...1. 2.13 imates...
 V 1 Einleitung...1 1.1 3D-CAD...1 1.2 Autodesk Inventor...1 1.3 Inventor Schnittstellen...2 1.4 Hinweise zur Installation...2 1.5 Resümee...2 2 Programmbeschreibung...3 2.1 Volumenmodellierer...3 2.2 Flächenerstellung...3
V 1 Einleitung...1 1.1 3D-CAD...1 1.2 Autodesk Inventor...1 1.3 Inventor Schnittstellen...2 1.4 Hinweise zur Installation...2 1.5 Resümee...2 2 Programmbeschreibung...3 2.1 Volumenmodellierer...3 2.2 Flächenerstellung...3
Zeichnungsableitung mit CATIA
 09.11.15-1 - E:\Stefan\CAD\CATIA\R24\Anleitungen\Zeichnungsableitung.doc Zeichnungsableitung mit CATIA 1. Vorbereitung des Zeichenblattes - Start Mechanische Konstruktion Drafting, im Fenster "Neue Zeichnung"
09.11.15-1 - E:\Stefan\CAD\CATIA\R24\Anleitungen\Zeichnungsableitung.doc Zeichnungsableitung mit CATIA 1. Vorbereitung des Zeichenblattes - Start Mechanische Konstruktion Drafting, im Fenster "Neue Zeichnung"
Messung mit 3D-Meßmaschinen
 Messung mit 3D-Meßmaschinen Um was geht es? Der Lehrgang zeigt wie man mit en arbeitet. Auch wenn kein Gerät zur Verfügung steht, können typische Meßaufgaben durchdacht und gelöst Das Prinzip Der Ablauf
Messung mit 3D-Meßmaschinen Um was geht es? Der Lehrgang zeigt wie man mit en arbeitet. Auch wenn kein Gerät zur Verfügung steht, können typische Meßaufgaben durchdacht und gelöst Das Prinzip Der Ablauf
Dipl.-Wirtsch.-Ing. Franz Ertl
 Schriftfeld Das Schriftfeld enthält im Regelfall den Firmennamen, die Werkstückbezeichnung, die zulässige Abweichung, Blattzahl, Material, verwendete Maßstäbe, Masse u.a. Eine Reihe dieser Informationen
Schriftfeld Das Schriftfeld enthält im Regelfall den Firmennamen, die Werkstückbezeichnung, die zulässige Abweichung, Blattzahl, Material, verwendete Maßstäbe, Masse u.a. Eine Reihe dieser Informationen
Methoden der Darstellung
 Methoden der Darstellung Bauzeichnungen Dipl.-Ing. B. Gätje Lehr- und Forschungsbereich Bauphysik und Werkstoffe im Bauwesen Prof. Dr.-Ing. L. Franke Inhalt Bauzeichnen Grundlagen Baukonstruktionszeichnen
Methoden der Darstellung Bauzeichnungen Dipl.-Ing. B. Gätje Lehr- und Forschungsbereich Bauphysik und Werkstoffe im Bauwesen Prof. Dr.-Ing. L. Franke Inhalt Bauzeichnen Grundlagen Baukonstruktionszeichnen
2 Zusammenbau der Zylinderbaugruppe
 2 Zusammenbau der Zylinderbaugruppe Allgemeines zur Erstellung der Zylinderbaugruppe Nachdem Sie in den vorherigen Übungen alle Einzelteile erstellt haben, werden Sie die Einzelteile zu einer Baugruppe
2 Zusammenbau der Zylinderbaugruppe Allgemeines zur Erstellung der Zylinderbaugruppe Nachdem Sie in den vorherigen Übungen alle Einzelteile erstellt haben, werden Sie die Einzelteile zu einer Baugruppe
Selbststudienunterlagen: Blechmodellierung mit ProE
 Selbststudienunterlagen: Blechmodellierung mit ProE Diese Anleitung soll einen schnellen Einstieg in die Blechmodellierung mit ProE ermöglichen und kann aufgrund der vielfältigen Möglichkeiten des Blechmoduls
Selbststudienunterlagen: Blechmodellierung mit ProE Diese Anleitung soll einen schnellen Einstieg in die Blechmodellierung mit ProE ermöglichen und kann aufgrund der vielfältigen Möglichkeiten des Blechmoduls
Inventor 11 - Bauteile, Baugruppen, Zeichnungen
 Inventor 11 - Bauteile, Baugruppen, Zeichnungen von Günter Scheuermann 1. Auflage Inventor 11 - Bauteile, Baugruppen, Zeichnungen Scheuermann schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG
Inventor 11 - Bauteile, Baugruppen, Zeichnungen von Günter Scheuermann 1. Auflage Inventor 11 - Bauteile, Baugruppen, Zeichnungen Scheuermann schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG
Technisches Handbuch. 1. Schrauben, Formen und Ausführungen. 1.3 Gewinde
 1.3 Gewinde Allgemeines: Die Schraubenlinie des Gewindes entsteht, wenn sich ein Punkt an einem sich drehenden Zylinder gleichmäßig in Längsrichtung, also in Richtung seiner Achse bewegt. Die Längsverschiebung
1.3 Gewinde Allgemeines: Die Schraubenlinie des Gewindes entsteht, wenn sich ein Punkt an einem sich drehenden Zylinder gleichmäßig in Längsrichtung, also in Richtung seiner Achse bewegt. Die Längsverschiebung
3D-Anmerkungen unter PTC Creo Parametric 2.0
 Technische Universität Chemnitz Fakultät für Maschinenbau Professur Konstruktionslehre SAXSIM Anwendertreffen 23.04.2013 3D-Anmerkungen unter PTC Creo Parametric 2.0 Erstellung, Handhabung und Probleme
Technische Universität Chemnitz Fakultät für Maschinenbau Professur Konstruktionslehre SAXSIM Anwendertreffen 23.04.2013 3D-Anmerkungen unter PTC Creo Parametric 2.0 Erstellung, Handhabung und Probleme
Welle. CAD Catia Solids. Arbeitsunterlagen. Prof. Dr.-Ing. A. Belei. Prof. Dr.-Ing. A. Belei CAD CATIA V5 Solids Welle.
 Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen 2006 Seite 1 / 20 Inhaltsverzeichnis: 1 Allgemeines... 3 2 Skizze als Profil (Variante 1)... 7 3 Skizze als Kreis (Variante 2)... 8 4 Verrundung,
Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen 2006 Seite 1 / 20 Inhaltsverzeichnis: 1 Allgemeines... 3 2 Skizze als Profil (Variante 1)... 7 3 Skizze als Kreis (Variante 2)... 8 4 Verrundung,
Perthometer Oberflächen-Kenngrößen Neue Normen DIN EN ISO / ASME
 Perthometer Oberflächen-Kenngrößen Neue Normen DIN EN ISO / ASME Inhalt Allgemeines Geometrische Produktspezifikation Definitionen Profilfilter P t Profiltiefe Wahl der Grenzwellenlänge W t Wellentiefe
Perthometer Oberflächen-Kenngrößen Neue Normen DIN EN ISO / ASME Inhalt Allgemeines Geometrische Produktspezifikation Definitionen Profilfilter P t Profiltiefe Wahl der Grenzwellenlänge W t Wellentiefe
Falte den letzten Schritt wieder auseinander. Knick die linke Seite auseinander, sodass eine Öffnung entsteht.
 MATERIAL 2 Blatt farbiges Papier (ideal Silber oder Weiß) Schere Lineal Stift Kleber Für das Einhorn benötigst du etwa 16 Minuten. SCHRITT 1, TEIL 1 Nimm ein einfarbiges, quadratisches Stück Papier. Bei
MATERIAL 2 Blatt farbiges Papier (ideal Silber oder Weiß) Schere Lineal Stift Kleber Für das Einhorn benötigst du etwa 16 Minuten. SCHRITT 1, TEIL 1 Nimm ein einfarbiges, quadratisches Stück Papier. Bei
3-D CAD MIT AUTODESK INVENTOR 2011 1-ZYLINDER DRUCKLUFTMOTOR
 3-D CAD MIT AUTODESK INVENTOR 2011 1-ZYLINDER DRUCKLUFTMOTOR I Aufgabe Zeichnen Sie den Druckluftmotor nach 2D-Zeichnung. 1. Stichwortverzeichnis 2D-Zeichnung 16, 17, 18, 20, 26 2D-Abhängigkeiten 35, 47
3-D CAD MIT AUTODESK INVENTOR 2011 1-ZYLINDER DRUCKLUFTMOTOR I Aufgabe Zeichnen Sie den Druckluftmotor nach 2D-Zeichnung. 1. Stichwortverzeichnis 2D-Zeichnung 16, 17, 18, 20, 26 2D-Abhängigkeiten 35, 47
Konstruktion 1 Übungsaufgaben
 TZ/Wi1 Konstruktion 1 - Übungen Seite 1 von 30 Konstruktion 1 Übungsaufgaben für Studierende der Fakultät für Wirtschaftsingenieurwesen Wichtige Hinweise: Es besteht Anwesenheitspflicht bei den Konstruktionsübungen.
TZ/Wi1 Konstruktion 1 - Übungen Seite 1 von 30 Konstruktion 1 Übungsaufgaben für Studierende der Fakultät für Wirtschaftsingenieurwesen Wichtige Hinweise: Es besteht Anwesenheitspflicht bei den Konstruktionsübungen.
3 2D Zeichnungen. 3.1 Grundsätzliches
 3 2D Zeichnungen 3.1 Grundsätzliches Eine technische Zeichnung ist ein Dokument, das in grafischer Form alle notwendigen Informationen für die Herstellung eines Einzelteils, einer Baugruppe oder eines
3 2D Zeichnungen 3.1 Grundsätzliches Eine technische Zeichnung ist ein Dokument, das in grafischer Form alle notwendigen Informationen für die Herstellung eines Einzelteils, einer Baugruppe oder eines
Schulungsunterlage Medusa 4 zum Tutorial 1-4
 Schulungsunterlage Medusa 4 zum Tutorial 1-4 Diese Schulungsunterlage basiert auf den Demonstrationen im Internet der Firma CAD Schroer. Auf dieser Webseite werden Ihnen grundlegende Kenntnisse im Umgang
Schulungsunterlage Medusa 4 zum Tutorial 1-4 Diese Schulungsunterlage basiert auf den Demonstrationen im Internet der Firma CAD Schroer. Auf dieser Webseite werden Ihnen grundlegende Kenntnisse im Umgang
14 Teiler verschieben
 14 Teiler verschieben In diesem Werkzeug sind alle Funktionen zusammengefasst, die Sie zum Verschieben, Ausrichten oder Drehen von Teilern benötigen. Als Teiler werden in diesem Zusammenhang Pfosten, Riegel,
14 Teiler verschieben In diesem Werkzeug sind alle Funktionen zusammengefasst, die Sie zum Verschieben, Ausrichten oder Drehen von Teilern benötigen. Als Teiler werden in diesem Zusammenhang Pfosten, Riegel,
Winkelmessen und Gehrungen schneiden in der Praxis
 Winkelmessen und Gehrungen schneiden in der Praxis Wir zeigen hier ein praxisgerechtes Verfahren wie Sie sogar ohne Winkelmesser und ohne komplexe Berechnungen Winkel messen und Umrahmungen entsprechend
Winkelmessen und Gehrungen schneiden in der Praxis Wir zeigen hier ein praxisgerechtes Verfahren wie Sie sogar ohne Winkelmesser und ohne komplexe Berechnungen Winkel messen und Umrahmungen entsprechend
CAD mit AutoCAD Lupe als 3D-Modell
 1 Aufgabe Erstellen Sie die Zeichnung einer 4-Tasten-Lupe für ein Digitalisiertablett mit 3-D-Funktionen als Volumenkörper. Um Zeit zu sparen, wird der Volumenkörper aus der vorhandenen 2D-Zeichnung entwickelt.
1 Aufgabe Erstellen Sie die Zeichnung einer 4-Tasten-Lupe für ein Digitalisiertablett mit 3-D-Funktionen als Volumenkörper. Um Zeit zu sparen, wird der Volumenkörper aus der vorhandenen 2D-Zeichnung entwickelt.
Erstellen normgerechter Technischer Zeichnungen
 Die Welt braucht Normen. STANDARDIZATION SERVICES SHOP Erstellen normgerechter Technischer Zeichnungen SNV-SEMINAR Wesentliche Änderungen der neuen Normen kennen und richtig umsetzen. DATUM Mittwoch und
Die Welt braucht Normen. STANDARDIZATION SERVICES SHOP Erstellen normgerechter Technischer Zeichnungen SNV-SEMINAR Wesentliche Änderungen der neuen Normen kennen und richtig umsetzen. DATUM Mittwoch und
Inhaltsverzeichnis. Vorwort 13. Kapitel 1 CATIA V5 17. Kapitel 2 Der Skizzierer (Sketcher) 29
 29") Inhaltsverzeichnis Vorwort 13 Kapitel 1 CATIA V5 17 1.1 Einsatzmöglichkeiten und Entwicklungsstand....................... 19 1.2 Struktur eines V5-Modells....................................... 19 1.3
Inhaltsverzeichnis Vorwort 13 Kapitel 1 CATIA V5 17 1.1 Einsatzmöglichkeiten und Entwicklungsstand....................... 19 1.2 Struktur eines V5-Modells....................................... 19 1.3
Programmierung von Konturzügen aus Geraden und Kreisbögen
 40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
TUTORIAL CNC MILL. Digitale Geometrie
 Digitale Geometrie Dieses Tutorial beschreibt den Workflow einer gezeichneten Geometrie in Rhino 3D über die Software Rhinocam, die die Fräspfade generiert bis zur Übertragung auf die CNC Fräse. Rhinodatei
Digitale Geometrie Dieses Tutorial beschreibt den Workflow einer gezeichneten Geometrie in Rhino 3D über die Software Rhinocam, die die Fräspfade generiert bis zur Übertragung auf die CNC Fräse. Rhinodatei
SYLVAC SCAN 80 UND 80 PLUS
 SYLVAC SCAN 80 UND 80 PLUS Vollautomatisches, optisches Wellenmessgerät Stabile Schutzkabine SYLVAC SOFTWARE PRO-MEASURE & PRO-COMPOSER Optional inkl. eines motorisierten Schwenksystems für Gewindemessungen
SYLVAC SCAN 80 UND 80 PLUS Vollautomatisches, optisches Wellenmessgerät Stabile Schutzkabine SYLVAC SOFTWARE PRO-MEASURE & PRO-COMPOSER Optional inkl. eines motorisierten Schwenksystems für Gewindemessungen
hochschule für angewandte wissenschaften CAD CATIA V5 Solids
 Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen Kolben Prüfer: Prof. Dr.-Ing. A. Belei Verfasser: Kamal Lahjouji 1 1. Konstruktionsbeschreibung des Kolbens mit Hilfe von CATIA V5 1.1 Profileingabe
Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen Kolben Prüfer: Prof. Dr.-Ing. A. Belei Verfasser: Kamal Lahjouji 1 1. Konstruktionsbeschreibung des Kolbens mit Hilfe von CATIA V5 1.1 Profileingabe
Übungshandbuch Organic Shape Modellierung
 Übungshandbuch Organic Shape Modellierung Ashlar Vellum Graphite Copyright: Ashlar Incorporated Copyright: Arnold CAD GmbH www.arnold-cad.com Handbuchversion: 1.0 Inhaltsverzeichnis EINLEITUNG...2 ORGANIC
Übungshandbuch Organic Shape Modellierung Ashlar Vellum Graphite Copyright: Ashlar Incorporated Copyright: Arnold CAD GmbH www.arnold-cad.com Handbuchversion: 1.0 Inhaltsverzeichnis EINLEITUNG...2 ORGANIC
Inhalt Grundlagen 2 Halbzeuge
 Inhalt 1 Grundlagen 1.1 Griechisches Alphabet DIN EN ISO 3098-3... 11 1.2 Übersicht über Form- und Lagetoleranzen DIN ISO 1101... 11 1.3 Allgemeintoleranzen DIN ISO 2768... 13 1.4 ISO-Abmaße DIN ISO 286...
Inhalt 1 Grundlagen 1.1 Griechisches Alphabet DIN EN ISO 3098-3... 11 1.2 Übersicht über Form- und Lagetoleranzen DIN ISO 1101... 11 1.3 Allgemeintoleranzen DIN ISO 2768... 13 1.4 ISO-Abmaße DIN ISO 286...
http://www.olympiade-mathematik.de 7. Mathematik Olympiade 1. Stufe (Schulolympiade) Klasse 12 Saison 1967/1968 Aufgaben und Lösungen
 Klasse 12 Saison 1967/1968 Aufgaben und Lösungen") 7. Mathematik Olympiade 1. Stufe (Schulolympiade) Klasse 12 Saison 1967/1968 Aufgaben und Lösungen 1 OJM 7. Mathematik-Olympiade 1. Stufe (Schulolympiade) Klasse 12 Aufgaben Hinweis: Der Lösungsweg mit
7. Mathematik Olympiade 1. Stufe (Schulolympiade) Klasse 12 Saison 1967/1968 Aufgaben und Lösungen 1 OJM 7. Mathematik-Olympiade 1. Stufe (Schulolympiade) Klasse 12 Aufgaben Hinweis: Der Lösungsweg mit
Professur Konstruktionslehre
 Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
von Feldausbildungen und Stromdichteverteilungen (zweidimensional)
") Katalog Katalog von Feldausbildungen und Stromdichteverteilungen (zweidimensional) Inhalt 1 Leiter bei Gleichstrom (Magnetfeld konstanter Ströme) Eisenleiter bei Gleichstrom 3 Leiter bei Stromanstieg 4
Katalog Katalog von Feldausbildungen und Stromdichteverteilungen (zweidimensional) Inhalt 1 Leiter bei Gleichstrom (Magnetfeld konstanter Ströme) Eisenleiter bei Gleichstrom 3 Leiter bei Stromanstieg 4
Methoden der 3D-Konstruktion mit CAD
 10 ZPG-Mitteilungen für gewerbliche Schulen - Nr. 29 - Juli 2004 Methoden der 3D-Konstruktion mit CAD Wie in vielen anderen Bereichen der T echnik führen auch bei der 3-Konstruktion mit CAD viele Wege
10 ZPG-Mitteilungen für gewerbliche Schulen - Nr. 29 - Juli 2004 Methoden der 3D-Konstruktion mit CAD Wie in vielen anderen Bereichen der T echnik führen auch bei der 3-Konstruktion mit CAD viele Wege
2 Arbeiten mit CAD-Modellen
 14 2 Arbeiten mit CAD-Modellen In diesem Kapitel werden die Grundlagen des Arbeitens mit CAD- Modellen in NX erläutert. Dazu zählen neben der Struktur von CAD- Modellen auch das Arbeiten mit Geometrieelementen,
14 2 Arbeiten mit CAD-Modellen In diesem Kapitel werden die Grundlagen des Arbeitens mit CAD- Modellen in NX erläutert. Dazu zählen neben der Struktur von CAD- Modellen auch das Arbeiten mit Geometrieelementen,
Lösungen Technisches Zeichnen
 Lösungen Technisches Zeichnen Intensiv und effektiv lernen und üben Susanna Labisch, Christian Weber Lösungen zu Kapitel 2... 2 Lösungen zu Kapitel 3... 3 Lösungen zu Kapitel 4... 8 Lösungen zu Kapitel
Lösungen Technisches Zeichnen Intensiv und effektiv lernen und üben Susanna Labisch, Christian Weber Lösungen zu Kapitel 2... 2 Lösungen zu Kapitel 3... 3 Lösungen zu Kapitel 4... 8 Lösungen zu Kapitel
Kanton St.Gallen Berufs- und Weiterbildungszentrum Rorschach-Rheintal. Schullehrplan. Produktionsmechaniker/in. Bildungsdepartement
 Kanton St.Gallen Berufs- und Weiterbildungszentrum Rorschach-Rheintal Schullehrplan /in EFZ Bildungsdepartement Schullehrplan EFZ Mathematik/Physik Schullehrplan Mathematik/Physik Semester 1+2 2 Lekt.
Kanton St.Gallen Berufs- und Weiterbildungszentrum Rorschach-Rheintal Schullehrplan /in EFZ Bildungsdepartement Schullehrplan EFZ Mathematik/Physik Schullehrplan Mathematik/Physik Semester 1+2 2 Lekt.
Lehrgang: 65/350 Informationstechnologie in der 9. Jahrgangsstufe vom 15.12. bis 19.12.2003 ALP Dillingen
 Lehrgang: 65/350 Informationstechnologie in der 9. Jahrgangsstufe vom 15.12. bis 19.12.2003 ALP Dillingen Dienstag 16.12.2003 Programm Teil I: 9 Uhr bis 12 Uhr: CAD in IT (I) 9 (Jahresstoff) 1. Rotationskörper
Lehrgang: 65/350 Informationstechnologie in der 9. Jahrgangsstufe vom 15.12. bis 19.12.2003 ALP Dillingen Dienstag 16.12.2003 Programm Teil I: 9 Uhr bis 12 Uhr: CAD in IT (I) 9 (Jahresstoff) 1. Rotationskörper
Selbststudienunterlagen: Freiformflächen in Pro/Engineer
 Selbststudienunterlagen: Freiformflächen in Pro/Engineer Freiformflächen werden häufig ergänzend zu klassischen Konstruktionselementen eingesetzt. Sie finden dort Verwendung, wo Design eine Rolle spielt
Selbststudienunterlagen: Freiformflächen in Pro/Engineer Freiformflächen werden häufig ergänzend zu klassischen Konstruktionselementen eingesetzt. Sie finden dort Verwendung, wo Design eine Rolle spielt
Feinguss Maßtoleranzen, Oberflächen, Bearbeitungszugaben
 Feinguss Maßtoleranzen, Oberflächen, Bearbeitungszugaben INHALT 1 Normative Verweisungen S.1 2 Definition und Geltungsbereich S.2 3 Zweck S.2 4 Maßgenauigkeit S.3 5 Maßtoleranzen S.5 6 Oberflächen beschaffenheit
Feinguss Maßtoleranzen, Oberflächen, Bearbeitungszugaben INHALT 1 Normative Verweisungen S.1 2 Definition und Geltungsbereich S.2 3 Zweck S.2 4 Maßgenauigkeit S.3 5 Maßtoleranzen S.5 6 Oberflächen beschaffenheit
Die Überlegung war, dass an allen Schulen Drucker zur Verfügung stehen, die DIN A4 Blätter drucken können.
 Microsoft Publisher Der Microsoft Publisher wird zwar im professionellen Bereich kaum verwendet, wenn man einen professionellen Druckerservice verwenden will, gibt es aber die Möglichkeit des Speicherns
Microsoft Publisher Der Microsoft Publisher wird zwar im professionellen Bereich kaum verwendet, wenn man einen professionellen Druckerservice verwenden will, gibt es aber die Möglichkeit des Speicherns
Grasshopper-Rhino-Illustrator Tutorial
 Grasshopper-Rhino-Illustrator Tutorial BAKE - MAKE2D - EXPORT Sobald ihr eure Schaltung fertig gebaut habt müsste es in etwa so in Rhino angezeigt werden. Wenn ihr jetzt die Geometrie d.h. die gelofteten
Grasshopper-Rhino-Illustrator Tutorial BAKE - MAKE2D - EXPORT Sobald ihr eure Schaltung fertig gebaut habt müsste es in etwa so in Rhino angezeigt werden. Wenn ihr jetzt die Geometrie d.h. die gelofteten
Basteln und Zeichnen
 Titel des Arbeitsblatts Seite Inhalt 1 Falte eine Hexentreppe 2 Falte eine Ziehharmonika 3 Die Schatzinsel 4 Das Quadrat und seine Winkel 5 Senkrechte und parallele Linien 6 Ein Scherenschnitt 7 Bastle
Titel des Arbeitsblatts Seite Inhalt 1 Falte eine Hexentreppe 2 Falte eine Ziehharmonika 3 Die Schatzinsel 4 Das Quadrat und seine Winkel 5 Senkrechte und parallele Linien 6 Ein Scherenschnitt 7 Bastle
Jetzt wird auf die Zahl 2 geklickt und die Höhe der Zeile 2 eingestellt. Die Vorgehensweise ist wie
 Hergestellt nur für den privaten Gebrauch von Harry Wenzel. w Kopieren Vervielfältigen nur mit Genehmigung des Verfassers! apple Mit Excel einen Kalender für das Jahr 2013 erstellen. Vorab erst noch ein
Hergestellt nur für den privaten Gebrauch von Harry Wenzel. w Kopieren Vervielfältigen nur mit Genehmigung des Verfassers! apple Mit Excel einen Kalender für das Jahr 2013 erstellen. Vorab erst noch ein
Zeichengeräte für das Technische Zeichnen
 Zeichengeräte für das Technische Zeichnen Inhaltsverzeichnis Vorbemerkung... 1 Zeichnungsträger... 1 Papierformate der A-Reihe... 2 Zeichenplatte... 3 Zeichendreiecke - Winkel... 3 Winkelmesser-Geo(metrie)-Dreieck...
Zeichengeräte für das Technische Zeichnen Inhaltsverzeichnis Vorbemerkung... 1 Zeichnungsträger... 1 Papierformate der A-Reihe... 2 Zeichenplatte... 3 Zeichendreiecke - Winkel... 3 Winkelmesser-Geo(metrie)-Dreieck...
3D-Konstruktion mit SolidWorks
 3D-Konstruktion mit SolidWorks von Gerhard Engelken 2., aktualisierte Auflage Hanser München 2007 Verlag C.H. Beck im Internet: www.beck.de ISBN 978 3 446 41174 6 Zu Inhaltsverzeichnis schnell und portofrei
3D-Konstruktion mit SolidWorks von Gerhard Engelken 2., aktualisierte Auflage Hanser München 2007 Verlag C.H. Beck im Internet: www.beck.de ISBN 978 3 446 41174 6 Zu Inhaltsverzeichnis schnell und portofrei
Integration von Schülerinnen und Schülern mit einer Sehschädigung an Regelschulen
 Integration von Schülerinnen und Schülern mit einer Sehschädigung an Regelschulen Didaktikpool Falttechniken zum Einsatz im Mathematikunterricht mit sehgeschädigten Kindern Emmy Csocsán / Christina Blackert
Integration von Schülerinnen und Schülern mit einer Sehschädigung an Regelschulen Didaktikpool Falttechniken zum Einsatz im Mathematikunterricht mit sehgeschädigten Kindern Emmy Csocsán / Christina Blackert
GEN. Dr.-Ing. Volker Junge Arbeitsbereich Konstruktionstechnik I Technische Universität Hamburg-Harburg
 9. SYMPOSIUM FRTIGUNGSGRCHTS KONSTRUIRN SCHNAITTACH, 15. UND 16. OKTOBR 1998 AUTOMATISCHS AUSWRTN VON BMAßUNGN IN TCHNISCHN ZICHNUN- GN Dr.-Ing. Volker Junge Arbeitsbereich Konstruktionstechnik I Technische
9. SYMPOSIUM FRTIGUNGSGRCHTS KONSTRUIRN SCHNAITTACH, 15. UND 16. OKTOBR 1998 AUTOMATISCHS AUSWRTN VON BMAßUNGN IN TCHNISCHN ZICHNUN- GN Dr.-Ing. Volker Junge Arbeitsbereich Konstruktionstechnik I Technische
Autodesk Inventor 2012. Grundlagen
 Autodesk Inventor 2012 Grundlagen Günther Maiwald 2012 G. Maiwald 1 Inhaltsverzeichnis 1 Erste Schritte... 3 1.1 Programmstart... 3 1.2 Mit Projekten arbeiten... 3 1.2.1 Neues Projekt erstellen... 3 1.2.2
Autodesk Inventor 2012 Grundlagen Günther Maiwald 2012 G. Maiwald 1 Inhaltsverzeichnis 1 Erste Schritte... 3 1.1 Programmstart... 3 1.2 Mit Projekten arbeiten... 3 1.2.1 Neues Projekt erstellen... 3 1.2.2
Bedienerfreundliche Messsoftware
 Bedienerfreundliche Messsoftware ThomControl überzeugt durch einfachste Bedienung und höchstem Bedienkomfort. Eine umfangreiche grafische Unterstützung erlaubt auch ungeübten Bedienern nach wenigen Tagen
Bedienerfreundliche Messsoftware ThomControl überzeugt durch einfachste Bedienung und höchstem Bedienkomfort. Eine umfangreiche grafische Unterstützung erlaubt auch ungeübten Bedienern nach wenigen Tagen
Matthias Taiarczyk. Einstieg und effizientes Arbeiten. 2., aktualisierte Auf lage PEARSON. Studium
 CATIA V5 Matthias Taiarczyk Einstieg und effizientes Arbeiten pfbi 2., aktualisierte Auf lage PEARSON Studium etf\ hnprtut von Poarioft Fducation MQnchen Barton San Ftancbeo Htftow, Engtand Oon Vm. Ontario»8y«wy
CATIA V5 Matthias Taiarczyk Einstieg und effizientes Arbeiten pfbi 2., aktualisierte Auf lage PEARSON Studium etf\ hnprtut von Poarioft Fducation MQnchen Barton San Ftancbeo Htftow, Engtand Oon Vm. Ontario»8y«wy
Professur Konstruktionslehre
 Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
A Allgemeines. B Benutzeroberfläche. PRO INGENIEUR (Werkzeugbau) INVENTOR (Alternative zu Auto-Cad) ALIAS (Produktdesign)
 INVENTOR (Alternative zu Auto-Cad) ALIAS (Produktdesign)") A Allgemeines Begriff CAD Alternative CAD-Programme Einsatz von CAD-Programmen Computer Aided Design CATIA (Autoindustrie) PRO INGENIEUR (Werkzeugbau) INVENTOR (Alternative zu Auto-Cad) ALIAS (Produktdesign)
A Allgemeines Begriff CAD Alternative CAD-Programme Einsatz von CAD-Programmen Computer Aided Design CATIA (Autoindustrie) PRO INGENIEUR (Werkzeugbau) INVENTOR (Alternative zu Auto-Cad) ALIAS (Produktdesign)
Landkreis Göppingen. Hinweise zum Erstellen von Feuerwehrplänen nach DIN 14095
 Landkreis Göppingen Hinweise zum Erstellen von Feuerwehrplänen nach DIN 14095 Stand: 30.08.2000 1 Allgemeines Feuerwehrpläne werden für den Gebrauch der Feuerwehr erstellt. Sie sollen den Einsatzkräften
Landkreis Göppingen Hinweise zum Erstellen von Feuerwehrplänen nach DIN 14095 Stand: 30.08.2000 1 Allgemeines Feuerwehrpläne werden für den Gebrauch der Feuerwehr erstellt. Sie sollen den Einsatzkräften
30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc. CATIA-Skizzierer
 30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc 1. Einführung CATIA-Skizzierer - Skizzen sind die Grundlage der meisten Volumenkörper (siehe Anleitung Teilemodellierung) - eigene Umgebung
30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc 1. Einführung CATIA-Skizzierer - Skizzen sind die Grundlage der meisten Volumenkörper (siehe Anleitung Teilemodellierung) - eigene Umgebung
International wettbewerbsfähig durch normgerechte Zeichnung
 International wettbewerbsfähig durch normgerechte Zeichnung Hand out Lunch & Learn am 15. April 2011 Darstellung in technischen Zeichnungen Normenaktualität: Beispiel Schriftfeld Entstehung einer Technischen
International wettbewerbsfähig durch normgerechte Zeichnung Hand out Lunch & Learn am 15. April 2011 Darstellung in technischen Zeichnungen Normenaktualität: Beispiel Schriftfeld Entstehung einer Technischen
Trendlinien in Diagrammen (Excel 2010)
") Trendlinien in Diagrammen (Excel 2010) Trendlinien in Diagrammen (Excel 2010)... 1 Allgemeines... 2 Informationen über Prognosen und das Anzeigen von Trends in Diagrammen... 3 AUSWÄHLEN DES PASSENDEN TRENDLINIETYPS
Trendlinien in Diagrammen (Excel 2010) Trendlinien in Diagrammen (Excel 2010)... 1 Allgemeines... 2 Informationen über Prognosen und das Anzeigen von Trends in Diagrammen... 3 AUSWÄHLEN DES PASSENDEN TRENDLINIETYPS
*EP001258445A1* EP 1 258 445 A1 (19) (11) EP 1 258 445 A1 (12) EUROPÄISCHE PATENTANMELDUNG. (43) Veröffentlichungstag: 20.11.2002 Patentblatt 2002/47
 (11) EP 1 258 445 A1 (12) EUROPÄISCHE PATENTANMELDUNG. (43) Veröffentlichungstag: 20.11.2002 Patentblatt 2002/47") (19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001258445A1* (11) EP 1 258 445 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 20.11.2002 Patentblatt 2002/47
(19) Europäisches Patentamt European Patent Office Office européen des brevets *EP001258445A1* (11) EP 1 258 445 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 20.11.2002 Patentblatt 2002/47
Technische Kommunikation für TGT-E Technische Kommunikation für TGT-E Gewerbeschule Lörrach. Technische Kommunikation für TGT-E
 Technische Kommunikation für TGT-E Technische Kommunikation für TGT-E U. Rapp, S.1/19 Technische Kommunikation für TGT-E Inhaltsverzeichnis Allgemeines...2 GFS...2 Beschluss TG 28.06.11...2 ProMan Präsentationen...2
Technische Kommunikation für TGT-E Technische Kommunikation für TGT-E U. Rapp, S.1/19 Technische Kommunikation für TGT-E Inhaltsverzeichnis Allgemeines...2 GFS...2 Beschluss TG 28.06.11...2 ProMan Präsentationen...2
Inhalt des Programms DC-Integra
 Inhalt des Programms Das Programm besteht aus folgenden Bausteinen: (2D): Darstellung der Baugrube im Plan (2D) und Schnittstelle zu den Berechnungsprogrammen 3D: Erstellung eines 3D-Modells der Baugrube
Inhalt des Programms Das Programm besteht aus folgenden Bausteinen: (2D): Darstellung der Baugrube im Plan (2D) und Schnittstelle zu den Berechnungsprogrammen 3D: Erstellung eines 3D-Modells der Baugrube
Technisches Handbuch. 1. Schrauben, Formen und Ausführungen. 1.2 Schraubenenden
 1.2 Schraubenenden Gegenüberstellung alter und neuer Kurzzeichen für Schraubenenden Mit der Veröffentlichung von DIN EN ISO 4753, die DIN 78:1990-09 weitgehend ersetzt hat, haben sich die Kurzzeichen zahlreicher
1.2 Schraubenenden Gegenüberstellung alter und neuer Kurzzeichen für Schraubenenden Mit der Veröffentlichung von DIN EN ISO 4753, die DIN 78:1990-09 weitgehend ersetzt hat, haben sich die Kurzzeichen zahlreicher
Vektorgrafik. OpenOffice Draw
 PHBern Abteilung Sekundarstufe I Studienfach Informatik OpenOffice Draw Vektorgrafik Inhalt 1. Einleitung... 1 2. Symbolleisten und Werkzeuge... 1 3. Objekte zeichnen... 2 4. Objekte markieren, verschieben,
PHBern Abteilung Sekundarstufe I Studienfach Informatik OpenOffice Draw Vektorgrafik Inhalt 1. Einleitung... 1 2. Symbolleisten und Werkzeuge... 1 3. Objekte zeichnen... 2 4. Objekte markieren, verschieben,
Technisches Zeichnen
 Technisches Zeichnen Grundlagen, Normen, Beispiele Darstellende Geometrie Ein Lehr-, Übungs- und Nathschlagebuch für Schule, Umschulung, Studium und Praxis ven Hans Heischen 27., überarbeitete Außage mit
Technisches Zeichnen Grundlagen, Normen, Beispiele Darstellende Geometrie Ein Lehr-, Übungs- und Nathschlagebuch für Schule, Umschulung, Studium und Praxis ven Hans Heischen 27., überarbeitete Außage mit
16 Tabellen. Mehr Informationen zum Titel. 16.1 Einordnen von Tabellen in den Text. 16.2 Zur Ausführung von Tabellen
 Mehr Informationen zum Titel 16 Tabellen 143 16 Tabellen 16.1 Einordnen von Tabellen in den Text Tabellen lassen sich entweder in der Textverarbeitung selbst erstellen oder nach Umwandlung aus einem Tabellenkalkulations-Programm
Mehr Informationen zum Titel 16 Tabellen 143 16 Tabellen 16.1 Einordnen von Tabellen in den Text Tabellen lassen sich entweder in der Textverarbeitung selbst erstellen oder nach Umwandlung aus einem Tabellenkalkulations-Programm
3 Aufbau einer 2D-Zeichnung am Beispiel einer Türe Detailzeichnung, Symbol anlegen und Werkzeichnung
 3 Aufbau einer 2D-Zeichnung am Beispiel einer Türe Detailzeichnung, Symbol anlegen und Werkzeichnung Lernziele - Detail zeichnen - Schraffuren zuweisen - Flächen und Geraden schneiden - Objekte öffnen
3 Aufbau einer 2D-Zeichnung am Beispiel einer Türe Detailzeichnung, Symbol anlegen und Werkzeichnung Lernziele - Detail zeichnen - Schraffuren zuweisen - Flächen und Geraden schneiden - Objekte öffnen
QS1 Version 4 Automatische Erstellung von Prüfplänen aus 2D-CAD-Zeichnungen
 Qualität ist die Leidenschaft zur Perfektion QS1 Version 4 Automatische Erstellung von Prüfplänen aus 2D-CAD-Zeichnungen Gerhard Reiter Senior Consultant QSC Quality Software & Consulting www.qsc-group.com
Qualität ist die Leidenschaft zur Perfektion QS1 Version 4 Automatische Erstellung von Prüfplänen aus 2D-CAD-Zeichnungen Gerhard Reiter Senior Consultant QSC Quality Software & Consulting www.qsc-group.com
Fachrichtung Konstruktionsmechaniker (Metallbau/Schweißen)
") Fachrichtung Konstruktionsmechaniker (Metallbau/Schweißen) 1-7 Datum: 1. Titel der L.E. : 2. Fach / Klasse : Werkstattpraxis, 2. Ausbildungsjahr 3. Themen der Unterrichtsabschnitte : 1. Schlosssicherungen
Fachrichtung Konstruktionsmechaniker (Metallbau/Schweißen) 1-7 Datum: 1. Titel der L.E. : 2. Fach / Klasse : Werkstattpraxis, 2. Ausbildungsjahr 3. Themen der Unterrichtsabschnitte : 1. Schlosssicherungen
CAD-Praktikum Anleitung Übungsteil
 Auszug aus Script CAD-Praktikum Anleitung Übungsteil Bachelor Physikalische Technik V2.1 Prof. Dr.Ch. Schröder (Nachdruck und Vervielfältigung nicht gestattet) 2 Einleitende Konstruktionsübung zum Selbststudium
Auszug aus Script CAD-Praktikum Anleitung Übungsteil Bachelor Physikalische Technik V2.1 Prof. Dr.Ch. Schröder (Nachdruck und Vervielfältigung nicht gestattet) 2 Einleitende Konstruktionsübung zum Selbststudium
CNC-Technik Aufgaben
 CNC-Technik Aufgaben Teilprojekt III: Entwicklung eines Informationspools mit Lehrgangskonzepten und Schulungsunterlagen zur Einbindung moderner CNC-Techniken in den Holzbau Weiterentwicklung des Zimmerer
CNC-Technik Aufgaben Teilprojekt III: Entwicklung eines Informationspools mit Lehrgangskonzepten und Schulungsunterlagen zur Einbindung moderner CNC-Techniken in den Holzbau Weiterentwicklung des Zimmerer
Zahnräder in 3-D-CAD normgerecht dargestellt
 Landesinstitut für Schulentwicklung Zahnräder in 3DCAD normgerecht dargestellt Normgerechte Darstellungen von Konstruktionselementen in 2DAbleitungen von 3DCAD Systemen Nur wenige CADSysteme bieten die
Landesinstitut für Schulentwicklung Zahnräder in 3DCAD normgerecht dargestellt Normgerechte Darstellungen von Konstruktionselementen in 2DAbleitungen von 3DCAD Systemen Nur wenige CADSysteme bieten die
Arbeitsanleitung zur Erstellung eines Pleuels mit Hilfe des Programms Catia V 5.7
 Schwerpunktentwurf: Arbeitsanleitung zur Erstellung eines s mit Hilfe des Programms Catia V 5.7 Christoph van Rennings Hamburg Januar 2003 CAD Catia V 5.7 Solids Arbeitsunterlagen Verfasser: Christoph
Schwerpunktentwurf: Arbeitsanleitung zur Erstellung eines s mit Hilfe des Programms Catia V 5.7 Christoph van Rennings Hamburg Januar 2003 CAD Catia V 5.7 Solids Arbeitsunterlagen Verfasser: Christoph
6 Zeichnungsableitung
 172 6 Zeichnungsableitung 6 Zeichnungsableitung 6.1 Überblick Zeichnungsableitung Solid Edge ist als reines 2D-Werkzeug zur Zeichnungserstellung nutzbar. Dies soll hier aber nicht vorgestellt werden. In
172 6 Zeichnungsableitung 6 Zeichnungsableitung 6.1 Überblick Zeichnungsableitung Solid Edge ist als reines 2D-Werkzeug zur Zeichnungserstellung nutzbar. Dies soll hier aber nicht vorgestellt werden. In
Qualitätssicherungsrichtlinie QR001 Allgemeine Qualitätssicherungsanforderungen für Lieferanten der Dürr Assembly Products GmbH (DAP)
") Inhalt 1 Allgemeines... 3 1.1 Begriffe... 3 1.2 Allgemein-Toleranzen... 3 2 Zu prüfende Maße... 4 3 Prüfmittel... 5 4 Stichprobenumfang... 6 5 Kennzeichnung geprüfter Teile bei einer Stichprobenprüfung...
Inhalt 1 Allgemeines... 3 1.1 Begriffe... 3 1.2 Allgemein-Toleranzen... 3 2 Zu prüfende Maße... 4 3 Prüfmittel... 5 4 Stichprobenumfang... 6 5 Kennzeichnung geprüfter Teile bei einer Stichprobenprüfung...
Zwei Aufgaben, die auf windschiefe Regelflächen führen,
 Zwei Aufgaben, die auf windschiefe Regelflächen führen, von À. KIEFER (Zürich). (Als Manuskript eingegangen am 25. Januar 1926.) I. Gesucht im Raum der Ort des Punktes, von dem aus die Zentralprojektionen
Zwei Aufgaben, die auf windschiefe Regelflächen führen, von À. KIEFER (Zürich). (Als Manuskript eingegangen am 25. Januar 1926.) I. Gesucht im Raum der Ort des Punktes, von dem aus die Zentralprojektionen