Ralph Mayer Manager AM Customer Services and Projects
|
|
|
- Walther Bayer
- vor 6 Jahren
- Abrufe
Transkript

1 Renishaw GmbH Ralph Mayer Manager AM Customer Services and Projects Karl-Benz-Str. 12, DE Pliezhausen -- M: -- T:
2 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau
3 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau

4

5 Renishaw s Ethos Renishaw`s Ziel ist es, führende Schlüsseltechnologien zur Verfügung zu stellen, um durch ständige Innovation den Ansprüchen unserer Kunden gerecht zu werden. Sir David McMurtry Chairman & Chief Executive











6 Renishaw - Portfolio Spannmittel Maschinen Kalibrierung Weg- und Winkelmess- Systeme Styli Werkzeugmaschinen KMG Metrologie Generative Fertigung Equator Ramanspektroskopie Präzisions-Neurochirurgie Dental CAD/CAM Grossbereich- Messtechnik

7 Weltweites Netzwerk - 70 Standorte - 35 Länder - 95% des Umsatzes, außerhalb UK

8 Renishaw Headquarter, New Mills, Gloucestershire, UK AM Technologie & Konzeptteam Digital Manufacturing Centersupport Renishaw s Produktentwicklungen 1,200 Mitarbeiter
9 Renishaw Headquarter, New Mills, Gloucestershire, UK Renishaw Innovation Centre

10 Produktionsstätte, Cardiff, Wales m² Produktionsfläche 78 ha Grundstück
11 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau





12 Historie des Additive Manufacturing bei Renishaw 2011

13 AM Produktion, Cardiff, Wales m² Produktionsfläche >3 000 m² Fertigung für AM Systeme

14 AM Entwicklungs- + Solution Center, Stone, Staffordshire AM Maschinenentwicklung Systemintegration Produktmarketing Materialentwicklung: (Pulverwerkstoffe und. Prozessparameter) 120 Mitarbeiter m² AM Solution Center

15 AM Entwicklungs- + Solution Center, Stone, Staffordshire 20 AM Maschinen Material- und Parameterentwicklung Applikation und Erprobung






16 AM Materialprüflabor, Stone, Staffordshire 170 m² Fläche Vermessung von Bauteilen Rauigkeitsmessung Überprüfung der chemischen Spezifikation Gefügedichte und Porosität Mikrostrukturanalyse Bruchtests Härteprüfung Zugprüfung Pulverrheometer Pulvermorphologie Korngrößenverteilung des Pulvers




17 AMPD Europa Forschung & Entwicklung Stone, Großbritannien Renishaw PLC headquarter Wotton-under-Edge, Großbritannien Produktion Miskin, Großbritannien Anwendungs- und Vertriebszentrum & Additive Manufacturing Lohnfertigung Pliezhausen, Germany Renishaw GmbH Renishaw Business Park Renishaw Solution Center

18 AMPD weltweit UK - Stone Centre of excellence for process expertise; supplies worldwide Renishaw tech centre support. UK - Miskin Specialism - production & manufacturing Centre. Medical/Dental facility incorporated within a Healthcare Centre of Excellence. Powders medical grade CoCr & medical grade Ti. USA Activity- A general benchmark and prototyping facility focusing on supporting machine sales. GmbH Specialism- A design and production manufacturing facility focusing on conformal cooled mould tools & tool inserts for injection moulding and die-cast applications Italy Activity- A general benchmark and prototyping facility focusing on supporting machine sales. Spain Activity- A general benchmark and prototyping facility focusing on supporting machine sales China Shanghai Activity- A general benchmark and prototyping facility focusing on supporting machine sales. Canada - (2015) Activity- A general benchmark and prototyping facility focusing on supporting machine sales. India Pune Activity- A general benchmark and prototyping facility focusing on supporting machine sales


19 Renishaw Solution Center Benchmarks 1. England 2. Kanada 3. Indien 4. China 5. Deutschland 6. USA Mietzellen Vor- und nachgelagerte Bearbeitungs verfahren Renishaw Solution Center Dienstleistung Qualitätssicherung Beratung / Training
20 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau
21 AM Organisation Renishaw GmbH Fokus: AM - Maschinen Rainer Lotz Managing Director Jan-Peter Derrer Product Manager Additive Manufacturing Products Ralph Mayer Manager AM, Customer Services & Projects Fokus: Dienstleistungen Eduard Klett Tech. Project. Mgr. Stephan Kloss R&D M. Boulter Leiter Additive Fertigung K.-O. Hüsken Leiter Konstruktion Additive Fertigung Alexander Munk Tech. Project. Mgr. Lars Markus Service Manager & Vacuum Casting Martin Gasch Tech. Project. Mgr. N. Arnold/M. Leippert Technicians Claus T. Machine Operator A. Wippermann / J. Müller Designer
22 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau

23 AM Solution Center Pliezhausen Eröffnung

24 Solution Center Germany Sieb- & Sandstrahlzellen Mietzellen Materiallabor Konventionelle Werkstatt ca. 1000m² Benchmark R&D Meetingräume Dienstleistung

25 Mietzelle im Solution Center Germany


26 Applikation im Solution Center Germany

27 Spanende Fertigung im Solution Center Germany

28 Ausstellung im Solution Center Germany

29 Solution Center Germany




30 Renishaw`s Turn Key Strategie Installation der neuen AM Anlage (Produktionsstart ohne Probleme und Anlaufschwierigkeiten) Maschinen-Invest: Austausch der gemeinsamen Entwicklungen, Training für die Mitarbeiter des Kunden Aufbau von Erfahrungen beim Kunden und Unterstützung durch die Fachabteilung. Produktion der ersten Werkstücke ggf. inkl. Konstruktion Support & Benchmark Analyse, ob AM für den Kunden die geeignete Technologie ist Erstes Interesse vom Kunden





31 Solution Center, Startpunkt für Ihre AM Produktion Concept embodies AM benefits Benchmark part: benefits tangible Optimise process & verify part Demonstrate process stability AM & finishing processes to make saleable product
32 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau
 234 x 234 x")
33 AM Maschine AM400 Bauraum 250 x 250 x 300 mm (X,Y,Z) Manuelle Pulveraufbereitung, Befüllung mit zus. Pulver während Prozess möglich Ausgelegt auf lange Prozesszeiten und Prozessstabilität Pulverwechsel möglich Geeignet für reaktive Materialien Optional: Bauraumvorheizung (~ 500 C) 234 x 234 x 230 mm Bauraumverkleinerung 78 x 78 x 56 mm, unabhängig von der Pulverversorgung der Anlage

34 AM Maschine AM400 Bauraumverkleinerung Optional: Bauraumverkleinerung 78 x 78 x 56 mm, unabhängig von der Pulverversorgung der Anlage

35 AM Maschine AM400 Bauraumverkleinerung



36 AM Maschine AM400
37 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau


38 AM Maschine RenAM 500M Bauraum 250 x 250 x 350 (X,Y,Z) Integriertes, automatisches Pulveraufbereitungssystem Ausgelegt auf lange Prozesszeiten und Prozessstabilität Vollständige Eigenentwicklung mit hoher Fertigungstiefe bei Renishaw Kein Pulverwechsel Geeignet für reaktive Materialien

39 AM Maschine RenAM 500M Gasmanagement integriert Optische Bank integriert Touchscreen HMI Baukammer Glovebox (Schutzhandschuhe) Filter und Pulvertank integriert Ultraschallsiebstation integriert Hauptschalter auf der Rückseite Notausschalter Maschinen-Steuerung Elektronikkomponenten PC integriert Zugänge und Argonanschluss auf der Rückseite Z-Achse Positionierrollen

40 AM Maschine RenAM 500M
41 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau



42 Welche Teile sind für AM geeignet? grundlegende Fragen: Können technische Vorteile realisiert werden? Können Kostenvorteile realisiert werden? x


43 Welche Teile sind für AM geeignet? grundlegende Fragen im WZB: Ist eine konturnahe Temperierung besser als die konventionelle Lösung? Ist die Herstellung des Einsatzes technologisch sinnvoll? Kann der Einsatz für AM optimiert werden? o Hybridlösung o Einsatz in Einsatz


44 Technischer Fortschritt - Bauteilqualität In den Anfängen Heute Technischer Fortschritt: - Lasertechnik - Optik - Spiegelsteuerung - Softwaresysteme - Gesteigerte R&D Aktivitäten Materialdichte ~90% Materialdichte ~99,9%


45 Technischer Fortschritt - Bauteilqualität 2004 Heute Technischer Fortschritt: - Lasertechnik - Optik - Spiegelsteuerung - Softwaresysteme - Gesteigerte R&D Aktivitäten Oberflächenrauigkeit Oberflächenrauigkeit

46 Verfahrensgerechte Konstruktion Information: Erläuterungen: Beim Lasergenerieren handelt es sich um einen schichtweisen Aufbau. Daher muss jede neue Schicht von der darunterliegenden gestützt werden. Oben abgerundete Kanäle sind baubar. Nur wenige Schichten haben keine optimale Abstützung zur darunterliegenden Schicht. Oben waagrechte Kanäle sind nicht baubar, da die Deckschicht des Kanals in loses Pulver ohne Haltefunktion belichtet wird.

47 Verfahrensgerechte Konstruktion Überhänge und Stützkonstruktionen

48 Verfahrensgerechte Konstruktion Stützkonstruktionen INFORMATION: Die rot dargestellten Stützen sind für die additive Fertigung notwendig. Sie haben folgende Aufgaben: Wärmeableitung Fixierung des Bauteils Abstützung Minimierung des Verzugs Der wesentliche Nachteil dieser Stützen ist, dass sie aufwendig entfernt werden müssen. Zusätzlich bedeutet die Herstellung solcher Stützen zusätzliche Bauzeit und damit höhere Kosten.



49 Verfahrensgerechte Konstruktion Stützkonstruktionen INFORMATION: Durch eine Optimierung der Baurichtung können Stützkonstruktionen optimiert werden. Somit ist es möglich, schwer zugängliche Flächen nicht stützen zu müssen und die Nacharbeit dadurch deutlich zu minimieren.

50 Verfahrensgerechte Konstruktion Stützkonstruktionen INFORMATION: Eine Optimierung der Konstruktion auf die Bedürfnisse der generativen Fertigung ist in jedem Fall von Vorteil. Baubare Überhänge: min. 45 zur Horizontale besser 30 zur Vertikalen
51 Verfahrensgerechte Konstruktion Bauteilausrichtung im Fertigungsprozess Beschichtungsrichtung der Klinge oberste Schicht ANIMATION DER BESCHICHTUNG
52 Verfahrensgerechte Konstruktion Bauteilausrichtung im Fertigungsprozess Beschichtungsrichtung der Klinge oberste Schicht KRITISCHER BEREICH!! Bei Winkeln 45 kann es im Moment des Überfahrens der Geometrie mit dem Recoater, zu einem Kontakt zwischen Klinge und Geometrie kommen. Durch innere Spannungen kann der Rand der Baugeometrie nach oben gezogen werden. In diesem Fall käme es zu einer Kollision mit einem Abbruch der Beschichtung. Das Bauteil ist dann nicht zu retten!
53 Verfahrensgerechte Konstruktion Bauteilausrichtung im Fertigungsprozess Beschichtungsrichtung der Klinge oberste Schicht PROBLEMLOSER BEREICH Das Verlassen der Geometrie ist, selbst bei einem Kontakt, meist kein Problem. Bei einem Winkel von ca. 45 oder sehr kleinen Überhängen wird die Störstelle durch die Klinge geglättet. An diesen Stellen ist dann die Oberfläche der Kontur meist etwas rauer. Ergebnis: die Orientierung der Bauteile im Bauraum ist sehr wichtig!

54 Verfahrensgerechte Konstruktion Bauteilausrichtung im Fertigungsprozess Beschichtungsrichtung der Klinge LÖSUNGSANSATZ 1: Konstruktive Änderung oberste Schicht

55 Verfahrensgerechte Konstruktion Bauteilausrichtung im Fertigungsprozess Beschichtungsrichtung der Klinge oberste Schicht LÖSUNGSANSATZ 2: Minimierung der Spannungen durch eine Stützkonstruktion NACHTEIL = höhere Kosten! Somit ist eine Abstimmung mit der Fertigung unerlässlich.



56 Verfahrensgerechte Konstruktion Überhänge und Aufmaß Information: Prozessgerechte Vorbereitung des Formkerns mit 0,5 mm Aufmaß / Wand und Entschärfung aller kritischen Überhänge.
57 Verfahrensgerechte Konstruktion optimal baubar optimal baubar optimal baubar optimal baubar, aber nicht zu empfehlen
58 Verfahrensgerechte Konstruktion nicht sicher baubar nicht baubar nicht baubar
59 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau






60 Additive Fertigung: Prototypen und Vor-, Kleinserie Vorteile der additive Fertigung: Verkürzung der Entwicklungszeit, teilweise um mehrere Wochen Verschiedene Varianten können gleichzeitig, kostensparend realisiert werden Funktionsprototypen sind aus hochfestem Stahl gefertigt Bauteilgenauigkeit besser 0,1 mm für Prototypen, in Serie besser 0,05 mm Komplexe, konventionell nicht realisierbare Geometrien sind möglich Stand 2014 Renishaw GmbH






61 Additive Fertigung: Prototypen und Vor-, Kleinserie Vorteile des : Universell einsetzbar Korrosionsbeständig Werkstoffeigenschaften durch Wärmebehandlung auf Anwendung justierbar Stand 2014 Renishaw GmbH

62 Additive Fertigung: Prototypen und Vor-, Kleinserie Aluminium Ventilblock
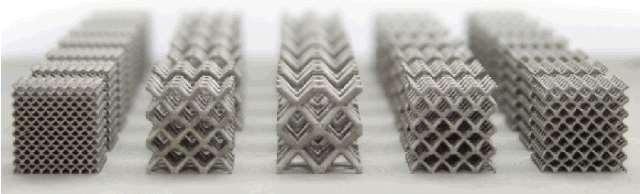




63 Additive Fertigung: Prototypen und Vor-, Kleinserie Lattice-Structures





64 Additive Fertigung: Prototypen und Vor-, Kleinserie Titan-Komponenten Fahrradrahmen

65 Additive Fertigung: Prototypen und Vor-, Kleinserie Titan-Implantate

66 Additive Fertigung: Prototypen und Vor-, Kleinserie Aluminium Halter, bionisch optimiert


67 Additive Fertigung: Prototypen und Vor-, Kleinserie Aluminium Halter, bionisch optimiert

68 Additive Fertigung: Prototypen und Vor-, Kleinserie Aluminium Halter, bionisch optimiert Vermessung mit Revo auf der CMM

69 Additive Fertigung: Prototypen und Vor-, Kleinserie Wärmetauscher umgesetzt von HIETA in Inconel


70 Reverse-Engineering defekter Fensterbeschlag






71 Reverse-Engineering defekter Fensterbeschlag 1 2 3D Scan des defekten Beschlags Analyse des Scans 4 3 Additive Fertigung Optimierung des Scans im CAD




72 Reverse-Engineering defekter Fensterbeschlag 5 6 Teilesatz auf der Bauplattform Die Stützen wurden entfernt 8 7 Einbau des neuen Beschlags Beschlag nach Mikrostrahlen
73 Reverse-Engineering defekter Fensterbeschlag Fakten: Der defekte Beschlag eines Fensters wird nicht mehr hergestellt. Somit muss üblicherweise ein neues Fenster eingebaut werden! Die Kosten würden weit über 2.000,00 Euro betragen. In naher Zukunft müssten somit ca. 150 Fenster ersetzt werden! Dank der additiven Fertigung bleibt uns die Anschaffung neuer Fenster erspart. Wirtschaftlichkeitsbetrachtung neue Fenster inkl. Einbau: Beschläge additiv gefertigt : (300 Stück) ca. > ,00 Euro ca ,00 Euro

74 Serienanwendung: Zerspanungswerkzeug Aussagen der : Vier zusätzliche Schneiden rund 50 Prozent mehr Vorschub Bei diesen Fräsern nutzt Komet die additive Fertigung zudem, um den Verlauf der Kühlkanäle im Inneren des Werkzeugs zu optimieren Nach einem Jahr der Zusammenarbeit sieht Entwicklungsleiter Durst seine Entscheidung für die Partnerschaft mit Renishaw vollauf bestätigt: Die Strategie für das Laserschmelzen kann man sich nicht einfach selbst erarbeiten. Wer eine Maschine kauft und sagt, ich probiere das selber aus, wird scheitern. Es kommt entscheidend darauf an, wie man die Wärme einbringt, und wie man strategisch vorgeht, damit ein gutes Werkzeug entstehen kann. Da ist viel Know-how von Renishaw eingeflossen.

75 Serienanwendung: Zerspanungswerkzeug Fakten: In einem Job, können gelichzeitig verschiedene Varianten hergestellt werden Dies spart Zeit in der Entwicklung und der Serie
76 Agenda Renishaw das Unternehmen Additive Manufacturing bei Renishaw AM Organisation Renishaw GmbH AM Solution Center Renishaw GmbH AM Systeme o AM400 o RenAM 500M Übersicht AM Fertigung Grundlagen Bauteile Werkzeug- und Formenbau








77 ADDITIVE FERTIGUNG Konturnahe Temperierlösungen für den Werkzeugbau (Spritz- und Druckguß) Fakten: Aktive Temperierungslösungen die konventionell nicht herstellbar sind Zykluszeitreduzierung bis 60% Optimierung der Prozessregelfähigkeit Reduzierung der Ausschussquote durch Bauteilverzug Homogenerer und somit qualitativ höherwertigerer Kunststoff Keine Einfallstellen oberhalb einer Rippe Verringerung der Optimierungsschleifen während der Bemusterung Das Werkzeug ist schneller für den Serieneinsatz verfügbar. Form und Werkstück entsprechen den CAD Daten. Stand 2014 Renishaw GmbH
")

78 Konstruktion (Optimierung Schieberkühlung) Information: Schieber mit konventionell gebohrter Temperierung Ø 6 mm
 Information:")

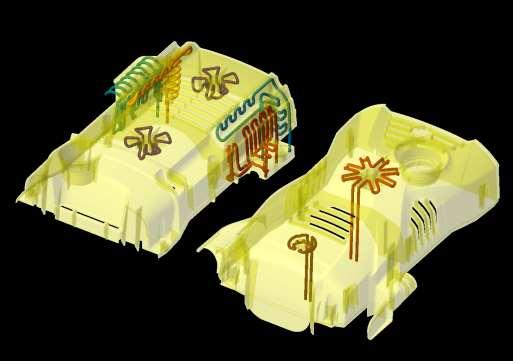
79 Konstruktion (Optimierung Schieberkühlung) Information: Schieber mit konturnaher Temperierung Ø 6 mm und zusätzlichem Kreislauf mit Ø 3 mm


80 Konstruktion (Optimierung Schieberkühlung) Information: Schieber mit konturnaher Temperierung Ø 6 mm und zusätzlichem Kreislauf mit Ø 3 mm im Vergleich zur konventionellen Lösung

81 Konstruktion (Ausführung der Temperierkanäle) Scharfkantige Umlenkungen in jedem Fall vermeiden. Information: Hoher Druckverlust Höherer Druckbedarf Ungünstige Strömungsverhältnisse. Keine klaren Strömungen! geringere Wärmeableitung Gefahr von Ablagerungen und Versagen der Kühlung.
82 Konstruktion (Ausführung der Temperierkanäle) Information: Information: CFD Simulation (sichtbarer Partikelstrom) hoher Druckverlust Simulierte Durchflussmenge 10.4 l/min Pumpendruck 3,5 bar

83 Konstruktion (Ausführung der Temperierkanäle) Weiche abgerundete Umlenkungen. Information: minimierter Druckverlust geringerer Druckbedarf klare definierte turbulente Strömung! hohe Wärmeableitung Gefahr von Ablagerungen und Verschluss der Kühlung nahezu ausgeschlossen.
84 Konstruktion (Ausführung der Temperierkanäle) Information: CFD Simulation (sichtbarer Partikelstrom) hoher Druckverlust Simulierte Durchflussmenge 12.9 l/min Pumpendruck 3,5 bar

85 Konstruktion (Ausführung der Temperierkanäle) Information: Konturnahe Temperierung durch eine konturparallele Netzstruktur. keine Sicherheit bei der Pulverentfernung keine definierte Strömung; u.u. unterschiedliche Temperaturen an der Kontur keine definierte Temperierbarkeit Gefahr von Ablagerungen durch Bereiche ohne Strömung Optimierte Ausführung der gleichen Temperieranforderung. keine Probleme bei der Pulverentfernung definierte, zielgerichtete turbulente Strömung; gleichmäßige Temperaturen an der Kontur klar definierte Temperierbarkeit keine Ablagerungen durch stark turbulente Strömung

86 Konstruktion (Ausführung der Temperierkanäle) Konturnahe Netzkühlung. Volumenstrom laut CFD Simulation 3,7 l/min bei 3,5 bar Pumpendruck Optimierte konturnahe Temperierung. Volumenstrom laut CFD Simulation 5,8 l/min bei 3,5 bar Pumpendruck Stand 2014 Renishaw GmbH
 Information:")

87 Konstruktion (Ausführung der Temperierkanäle) Information: Parallele Netzkühlung vs balancierte 6-fach parallele Kühlung

88 Variotherme Temperierung (Beispiel) Information: Vergleich des identischen Spritzlings Oben ohne Vorwärmung der Kavität durch warmes Wasser. Unten mit variothermer Temperierung


89 Werkzeugeinsatz (Beispiel) Information: Konturnah gekühlter Rippenkern mit einem komplexen Verlauf der Kanäle.

90 Thermographie Quelle: GTT Steinko
91 Fallstudie Diese Fallstudie stellt das Optimierungspotential eines gestehenden Produktionswerkzeuges dar.




92 Bereitgestellte Basisinformationen Artikel inkl. Anguss



93 Bereitgestellte Basisinformationen bestehendes Spritzgießwerkzeug (dargestellt Formgebung DS und AS)


94 Bereitgestellte Basisinformationen Thermographie Aufnahmen und PowerPoint Präsentation von Fa. Kärcher C C C

95 Die Herausforderung Optimierung der Werkzeugtemperierung an den Hotspots, mit dem Ziel, die Kühlzeit zu reduzieren und eine gleichmäßigere Abkühlung zu erreichen. Analyse der möglichen Verbesserungen mittels Spritzgieß-Simulation. Artikel mit konventioneller Temperierung


96 Abbildung des bestehenden Spritzgießprozesses im Cadmould 3D-F Hotspots Ansicht der Auswerferseite Temperaturbereich 100 C

97 Abbildung des bestehenden Spritzgießprozesses im Cadmould 3D-F Wandtemperaturen bei konventioneller Temperierung Temperaturbereich C 77 C 77 C 80 C 115 C 119 C

98 Abbildung des optimierten Spritzgießprozesses im Cadmould 3D-F Wandtemperaturen bei konturnaher Temperierung Temperaturbereich C 55 C 49 C 51 C 49 C 50 C



99 Optimierung der Temperierung Artikel mit konturnahen Temperierkanälen auf der Auswerferseite Kanäle mit Ø4 mm
 Formeinsatz (konventionell hergestellt) Einsatz im")
 abgetrennter Teileinsatz mit konturnaher Temperierung Ø4 (Lasergeneriert in")
100 Umsetzung im Spritzgusswerkzeug Auswerferseite mit konturnaher Temperierung Formeinsatz (konventionell hergestellt) Einsatz im Einsatz mit konturnaher Kühlung Ø4 (Lasergeneriert) Formeinsatz (konventionell hergestellt) Einsatz im Einsatz mit konturnaher Kühlung Ø4 (Lasergeneriert) abgetrennter Teileinsatz mit konturnaher Temperierung Ø4 (Lasergeneriert in Hybrid-Bauweise) abgetrennter Teileinsatz mit konturnaher Temperierung Ø4 (Lasergeneriert in Hybrid-Bauweise)


101 Optimierung der Temperierung Thermographie des optimierten Prozesses nach 37s Thermographie des ursprünglichen Prozesses nach 52s



102 Renishaw GmbH Zusammenfassung: Fallstudie Kärcher Information: Kühlzeit 55% reduziert (22 -> 10 sec) 3 sec zusätzliche Einsparung im Handling Zykluszeit von 52 auf 37 sec reduziert altes Design neues Design Stand 2014 Renishaw GmbH

103 Fallstudie Diese Fallstudie unseres Kunden belegt eindrucksvoll das Potential additiv gefertigter Temperierlösungen
104 Fallstudie 2010 hatte die F. W. Breidenbach GmbH & Co. KG ein Werkzeug an einen Mitbewerber verloren. Da dieser die zugesagten Zykluszeiten in dem von ihm gefertigten Werkzeug nicht erreichen konnte, wurde unser Kunde erneut angefragt. Es wurden uns die 3 D Daten des Werkzeugeinsatzes zur Verfügung gestellt.

105 Auslegung Nach erfolgtem Auftrag wurde eine optimale, konturnahe Temperierlösung konstruiert.
 wurde die Balancierung des Temperiersystems")
106 Simulation Auf Basis von Simulationen (Während der Konstruktion) wurde die Balancierung des Temperiersystems perfektioniert.

107 Ergebnis Fakten: Zykluszeit des Wettbewerbs- Werkzeuges 70s Zykluszeit Neuwerkzeug 42s Optimierung 40%

108 Fallstudie Auszüge: Pressebericht Form+Werkzeug 3/2016
109 Fallstudie Auszüge: Pressebericht Form+Werkzeug 3/2016 Aussagen des Kunden im Pressebericht: Die Firma Renishaw ist oft in die Projektentwicklung einbezogen, besonders dann, wenn eine konturnahe Kühlung im Werkzeug zu realisieren ist. Schon zu Projektbeginn zeigt eine ausführliche Analyse, ob Renishaw mit an den Tisch muss Renishaw schafft es immer wieder mit wirklich guten Lösungen zu überraschen. Die technische Kreativität ist in diesem Bereich einmalig. Man kann nur staunen was Renishaw immer wieder zaubert.

110 Fragen?
Entwicklung der additiven Fertigung von 2004 bis 2015
 Generative Fertigung von Werkzeugeinsätze Entwicklung der additiven Fertigung von 2004 bis 2015 Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Stand 2014 Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117
Generative Fertigung von Werkzeugeinsätze Entwicklung der additiven Fertigung von 2004 bis 2015 Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Stand 2014 Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117
ADDITIVE TEILEFERTIGUNG. LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen
 ADDITIVE TEILEFERTIGUNG LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117 981 1573 E-Mail info@lbc-engineering.de Internet www.lbc-engineering.de
ADDITIVE TEILEFERTIGUNG LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117 981 1573 E-Mail info@lbc-engineering.de Internet www.lbc-engineering.de
Industrielle Metallverarbeitung beim Laserschmelzen. Jan-Peter Derrer Produkt Manager / Sales Manager - Additive Manufacturing
 Industrielle Metallverarbeitung beim Laserschmelzen Jan-Peter Derrer Produkt Manager / Sales Manager - Additive Manufacturing Agenda Das Unternehmen Renishaw Renishaw und Additive Manufacturing Additive
Industrielle Metallverarbeitung beim Laserschmelzen Jan-Peter Derrer Produkt Manager / Sales Manager - Additive Manufacturing Agenda Das Unternehmen Renishaw Renishaw und Additive Manufacturing Additive
3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck
 Geschäftsführer Oliver Wagner, Axel Wendt 3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck Telefon 07023 7459316 Fax 07023 7433480 Mobil 0151 19682093 E-Mail info@3-d-laser.de Internet www.3-d-laser.de
Geschäftsführer Oliver Wagner, Axel Wendt 3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck Telefon 07023 7459316 Fax 07023 7433480 Mobil 0151 19682093 E-Mail info@3-d-laser.de Internet www.3-d-laser.de
3D-Laser im Überblick
 3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau
 1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau Marcus Felsch - LayerWise Wels 02.10.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz
1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau Marcus Felsch - LayerWise Wels 02.10.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz
Lassen Sie uns miteinander reden!
 Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
rapid-tooling Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11
 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11") Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
Innovation und Nachhaltigkeit durch e-manufacturing
 Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Full-Service Engineering. www.hofmann-innovation.com
 Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Empire Cycles generativ gefertigter Fahrradrahmen
 Empire Cycles generativ gefertigter Fahrradrahmen 3/3/2014 Slide 1 Projekt Partner Seite 2 Empire cycles Hintergrundinformationen Empire cycles ist ein kleiner, britischer Fertigungsbetrieb für Fahrräder.
Empire Cycles generativ gefertigter Fahrradrahmen 3/3/2014 Slide 1 Projekt Partner Seite 2 Empire cycles Hintergrundinformationen Empire cycles ist ein kleiner, britischer Fertigungsbetrieb für Fahrräder.
e-manufacturing mit Laser-Sintern bis zur Serienfertigung und darüber hinaus Jörg Lenz EOS GmbH, Krailling/München
 e-manufacturing mit Laser-Sintern bis zur Serienfertigung und darüber hinaus Jörg Lenz EOS GmbH, Krailling/München e-manufacturing Schnelle, flexible und kostengünstige Produktion direkt aus elektronischen
e-manufacturing mit Laser-Sintern bis zur Serienfertigung und darüber hinaus Jörg Lenz EOS GmbH, Krailling/München e-manufacturing Schnelle, flexible und kostengünstige Produktion direkt aus elektronischen
Frage an die Berater: Was wissen Sie, was der Werkzeugmacher nicht weiß?
 München, 07. April 2016 [wfb]-fachmesse 2016 Simulations-Software Die Vordenker Trial and error ist heute längst nicht mehr Stand der Technik. Bevor Werkzeuge und Formen gebaut werden, gehen die Simulations-Experten
München, 07. April 2016 [wfb]-fachmesse 2016 Simulations-Software Die Vordenker Trial and error ist heute längst nicht mehr Stand der Technik. Bevor Werkzeuge und Formen gebaut werden, gehen die Simulations-Experten
11. Coachulting Forum. 11. März 2015 Quadrium, Wernau. Mit dem Arburg Freeformer auf dem Weg zur Kleinserie. Andreas Kleinfeld
 11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
Metall Additive Manufacturing for Industry
 Metall Additive Manufacturing for Industry Marcus Felsch - LayerWise 11.11.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz in Leuven, Belgien, ist ein international führender
Metall Additive Manufacturing for Industry Marcus Felsch - LayerWise 11.11.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz in Leuven, Belgien, ist ein international führender
Herstellung von Prototypen aus Metallen und Kunststoffen
 Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus
 teileweit voraus mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus teilew mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 Rapid Tooling Prototypen-Spritzguss
teileweit voraus mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus teilew mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 Rapid Tooling Prototypen-Spritzguss
Additive Manufacturing - Verfahren und Anwendungen
 Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Entwicklung. Serie. Konstruktion. Prototypenbau
 Serie Entwicklung Prototypenbau Konstruktion Handwerkliches Können, technisches Know- How und Spaß an der Herausforderung sind die Markenzeichen des modelshop vienna. Unser Service 40 Jahre Erfahrung Der
Serie Entwicklung Prototypenbau Konstruktion Handwerkliches Können, technisches Know- How und Spaß an der Herausforderung sind die Markenzeichen des modelshop vienna. Unser Service 40 Jahre Erfahrung Der
Ihr Partner für innovative Fertigung
 Broschüre: Renishaw Solution Center für generative Fertigung Ihr Partner für innovative Fertigung Laserschmelzsysteme für industrielle Anwendungen Weltweites Netz von Solution Centern Anwendungskompetenz
Broschüre: Renishaw Solution Center für generative Fertigung Ihr Partner für innovative Fertigung Laserschmelzsysteme für industrielle Anwendungen Weltweites Netz von Solution Centern Anwendungskompetenz
3D-Druck Chancen für die Spritzgussindustrie
 3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
Präsentation MDX Devices GmbH Innovative Devices by Micro-Injection Moulding & Service Excellence
 Präsentation MDX Devices GmbH Innovative Devices by Micro-Injection Moulding & Service Excellence Harald Grün, Dipl.-Ing. (FH), Wirtsch.-Ing. (FH), QMB Geschäftsführer (Managing Director) Mobil: +49 (0)176
Präsentation MDX Devices GmbH Innovative Devices by Micro-Injection Moulding & Service Excellence Harald Grün, Dipl.-Ing. (FH), Wirtsch.-Ing. (FH), QMB Geschäftsführer (Managing Director) Mobil: +49 (0)176
Programm. 1. Anwendersymposium 2014. 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau
 Programm 1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau Donnerstag, 02.10.2014 09:00 bis 18:00 Uhr Campus Wels www.fh-ooe.at/3d_druck_metall 1. Anwendersymposium
Programm 1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau Donnerstag, 02.10.2014 09:00 bis 18:00 Uhr Campus Wels www.fh-ooe.at/3d_druck_metall 1. Anwendersymposium
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
ENTWICKELN, TESTEN UND OPTIMIEREN
 Technikum ENTWICKELN, TESTEN UND OPTIMIEREN creating tomorrow s solutions EIN TEST SAGT MEHR ALS TAUSEND DATEN TECHNIKUM WIR OPTIMIEREN, BIS SIE ZUFRIEDEN SIND So wird es möglich, dass die WACKER-Silicone
Technikum ENTWICKELN, TESTEN UND OPTIMIEREN creating tomorrow s solutions EIN TEST SAGT MEHR ALS TAUSEND DATEN TECHNIKUM WIR OPTIMIEREN, BIS SIE ZUFRIEDEN SIND So wird es möglich, dass die WACKER-Silicone
3D Printing Technologie Verfahrensüberblick
 3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Metalle
 3D Printing Technologie Metalle FOTEC Forschungs- und Technologietransfer GmbH Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Laser Beam Melting Electro Optical Systems
3D Printing Technologie Metalle FOTEC Forschungs- und Technologietransfer GmbH Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Laser Beam Melting Electro Optical Systems
3. TechnologieDialog Südwestfalen
 3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3D-CAD-CAM Konstruktion Prototypen Baugruppen Vorrichtungsbau Kleinserien Serien Einzelteile
 3D-CAD-CAM Konstruktion Prototypen Baugruppen Vorrichtungsbau Kleinserien Serien Einzelteile Kompromisslose Qualität von Anfang an Die Leistungen und Produkte, die Sie als Kunde von CNC-Fertigung Glöckler
3D-CAD-CAM Konstruktion Prototypen Baugruppen Vorrichtungsbau Kleinserien Serien Einzelteile Kompromisslose Qualität von Anfang an Die Leistungen und Produkte, die Sie als Kunde von CNC-Fertigung Glöckler
Möglichkeiten und Chancen. Möglichkeiten und Chancen additiver Fertigungsverfahren. Dr.-Ing. Eric Klemp. 5. Ostwestfälischer Innovationskongress
 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp 5. Ostwestfälischer Innovationskongress Dr. Eric Klemp - 30.10.2013 1 Agenda Die Entstehung des DMRC Die Technologie Forschung
Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp 5. Ostwestfälischer Innovationskongress Dr. Eric Klemp - 30.10.2013 1 Agenda Die Entstehung des DMRC Die Technologie Forschung
ZERTIFIKAT. Zimmer GmbH Am Glockenloch 2, 77866 Rheinau Deutschland ISO 50001:2011
 einschließlich der Standorte und Geltungsbereiche gemäß Anlage erfüllt sind. Dieses Zertifikat ist gültig vom 2014-12-23 bis 2017-12-22 Zertifikat-Registrier-Nr. 12 340 22124 TMS Seite 1 von 2 Anlage zur
einschließlich der Standorte und Geltungsbereiche gemäß Anlage erfüllt sind. Dieses Zertifikat ist gültig vom 2014-12-23 bis 2017-12-22 Zertifikat-Registrier-Nr. 12 340 22124 TMS Seite 1 von 2 Anlage zur
Vom Prototyping zum E-Manufacturing SLS-Technologie Beispiele in Metall und Kunststoff Ronald Hopp, Initial
 Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
3D-Drucker und Ressourceneffizienz
 3D-Drucker und Ressourceneffizienz EffNet - 16. Treffen der Netzwerkpartner Koblenz, 22. Mai 2014 Dr. Hartmut Stahl 3D Printing Defined by ASTM International (ASTM 2792-12): Additive Manufacturing (AM)
3D-Drucker und Ressourceneffizienz EffNet - 16. Treffen der Netzwerkpartner Koblenz, 22. Mai 2014 Dr. Hartmut Stahl 3D Printing Defined by ASTM International (ASTM 2792-12): Additive Manufacturing (AM)
Arbeitsgemeinschaft-Metallguss
 -Metallguss Stand Feb.07 Publikationen: Symposiums-Berichte Band Nr. 4 ISBN 978-3-932291-25-8 Band Nr. 11 ISBN 978-3-932291-28-9 4. Aalener ÄÅ Gießbedingungen zur Herstellung dünnwandiger Zinkdruckgussteile
-Metallguss Stand Feb.07 Publikationen: Symposiums-Berichte Band Nr. 4 ISBN 978-3-932291-25-8 Band Nr. 11 ISBN 978-3-932291-28-9 4. Aalener ÄÅ Gießbedingungen zur Herstellung dünnwandiger Zinkdruckgussteile
Industrie 4.0 Predictive Maintenance. Kay Jeschke SAP Deutschland AG & Co. KG., Februar, 2014
 Industrie 4.0 Predictive Maintenance Kay Jeschke SAP Deutschland AG & Co. KG., Februar, 2014 Anwendungsfälle Industrie 4.0 Digitales Objektgedächtnis Adaptive Logistik Responsive Manufacturing Intelligenter
Industrie 4.0 Predictive Maintenance Kay Jeschke SAP Deutschland AG & Co. KG., Februar, 2014 Anwendungsfälle Industrie 4.0 Digitales Objektgedächtnis Adaptive Logistik Responsive Manufacturing Intelligenter
Hock Gruppe Vision Zahlen und Fakten. Ihr Partner für System- und Komplettlösungen
 Hock Gruppe Vision Zahlen und Fakten Organigramm Ihr Partner für System- und Komplettlösungen Unsere Kernkompetenzen und Dienstleistungen Qualität Referenzen Hock Gruppe Innovation aus Tradition Die Hock-Gruppe
Hock Gruppe Vision Zahlen und Fakten Organigramm Ihr Partner für System- und Komplettlösungen Unsere Kernkompetenzen und Dienstleistungen Qualität Referenzen Hock Gruppe Innovation aus Tradition Die Hock-Gruppe
ProTec3D Ihr Partner für 3D-Druck & Rapid Prototyping Wir bieten Ihnen:
 ProTec3D Ihr Partner für 3D-Druck & Rapid Prototyping Wir bieten Ihnen: -alle verfügbaren 3D Druck Verfahren -Prototypenherstellung -Produktoptimierung -Produktentwicklung -Konstruktionsdienstleistung
ProTec3D Ihr Partner für 3D-Druck & Rapid Prototyping Wir bieten Ihnen: -alle verfügbaren 3D Druck Verfahren -Prototypenherstellung -Produktoptimierung -Produktentwicklung -Konstruktionsdienstleistung
Konstruktionsregeln für Additive Fertigungsverfahren
 für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
Energie Energie Punkt
 www.klauke.com Schneiden Stanzen Fügen Energie Energie Punkt auf den Punkt den auf Prägen Formen Pressen Für höchste Anforderungen weltweit: Qualität, Kompetenz und Innovation. Klauke die Verbindungsexperten
www.klauke.com Schneiden Stanzen Fügen Energie Energie Punkt auf den Punkt den auf Prägen Formen Pressen Für höchste Anforderungen weltweit: Qualität, Kompetenz und Innovation. Klauke die Verbindungsexperten
On the way to Industrie 4.0 Digitalization in Machine Tool Manufacturing
 On the way to Industrie 4.0 Digitalization in Machine Tool Manufacturing Dr. Wolfgang Heuring CEO Business Unit Motion Control, Siemens AG siemens.com/emo Digital Factory Durchgängiges Produktportfolio
On the way to Industrie 4.0 Digitalization in Machine Tool Manufacturing Dr. Wolfgang Heuring CEO Business Unit Motion Control, Siemens AG siemens.com/emo Digital Factory Durchgängiges Produktportfolio
Speetronics Technologies
 Speetronics Technologies spee tronics T E C H N O L O G I E S Design / Engineering Manufacturing / Assembly Quality Management / Logistics Know-How Durch das fundierte Know How ist Speetronics GmbH ein
Speetronics Technologies spee tronics T E C H N O L O G I E S Design / Engineering Manufacturing / Assembly Quality Management / Logistics Know-How Durch das fundierte Know How ist Speetronics GmbH ein
Von der Idee bis zur Serienfertigung
 Von der Idee bis zur Serienfertigung Die HASCO-Büroklammer Innovative Produktionslösung durch partnerschaftliche Kooperation im Netzwerk. D I E H A S C O B Ü R O K L A M M E R Projektidee Die Idee zur
Von der Idee bis zur Serienfertigung Die HASCO-Büroklammer Innovative Produktionslösung durch partnerschaftliche Kooperation im Netzwerk. D I E H A S C O B Ü R O K L A M M E R Projektidee Die Idee zur
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH
 RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
2 D 3 D L A S E R S C H N E I D E - S E R V I C E. von Rohren, Profilen und mehr S C H N E L L V I E L S E I T I G S A U B E R I N N O V A T I V
 2 D 3 D L A S E R S C H N E I D E - S E R V I C E von Rohren, Profilen und mehr... weitere Profile auf Anfrage. S C H N E L L V I E L S E I T I G S A U B E R I N N O V A T I V E F F I Z I E N T G Ü N S
2 D 3 D L A S E R S C H N E I D E - S E R V I C E von Rohren, Profilen und mehr... weitere Profile auf Anfrage. S C H N E L L V I E L S E I T I G S A U B E R I N N O V A T I V E F F I Z I E N T G Ü N S
Dr.-Ing. Martin Hillebrecht Ecodesign Frankfurt 08.12.2015
 Energieeffizienter Leichtbau: Evolutionäre und Revolutionäre Wege Funktionsintegrierte und bionisch optimierte Fahrzeugleichtbaustruktur in flexibler Fertigung Dr.-Ing. Martin Hillebrecht Ecodesign Frankfurt
Energieeffizienter Leichtbau: Evolutionäre und Revolutionäre Wege Funktionsintegrierte und bionisch optimierte Fahrzeugleichtbaustruktur in flexibler Fertigung Dr.-Ing. Martin Hillebrecht Ecodesign Frankfurt
How far can you imagine?
 How far can you imagine? www.dmrc.de Dr. Eric Klemp - 03.12.2013 1 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp FORUM ZUKUNFTSVISION 3D-DRUCK Dr. Eric Klemp - 03.12.2013
How far can you imagine? www.dmrc.de Dr. Eric Klemp - 03.12.2013 1 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp FORUM ZUKUNFTSVISION 3D-DRUCK Dr. Eric Klemp - 03.12.2013
M i n i d r e h g e b e r precision M i n i e n c o d e r w o r k s b e t te r
 M i n i d r e h g e b e r M i n i e n c o d e r precision w o r k s better Technologie NEU AE 30 H NEU AE 30 S Modernste Technologie und Verfahren, Prozessdenken und stetige Verbesserung sind Kernelemente
M i n i d r e h g e b e r M i n i e n c o d e r precision w o r k s better Technologie NEU AE 30 H NEU AE 30 S Modernste Technologie und Verfahren, Prozessdenken und stetige Verbesserung sind Kernelemente
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt
 Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Whitepaper: Agile Methoden im Unternehmenseinsatz
 Whitepaper: Agile Methoden im Unternehmenseinsatz Agilität ist die Fähigkeit eines Unternehmens, auf Änderungen in seinem Umfeld zu reagieren und diese zum eigenen Vorteil zu nutzen. Inhaltsverzeichnis
Whitepaper: Agile Methoden im Unternehmenseinsatz Agilität ist die Fähigkeit eines Unternehmens, auf Änderungen in seinem Umfeld zu reagieren und diese zum eigenen Vorteil zu nutzen. Inhaltsverzeichnis
Beschaffung mechanischer Bauteile in Automation und Elektronik vom 3D Druck bis Werkzeugbau. Vom 3D Druck bis Werkzeugbau 06/2015 1
 Beschaffung mechanischer Bauteile in Automation und Elektronik vom 3D Druck bis Werkzeugbau Referent: Organisation: Dr. Martin Geiger Coachulting 1 Vortragsgliederung Anfänge der Generativen Fertigung
Beschaffung mechanischer Bauteile in Automation und Elektronik vom 3D Druck bis Werkzeugbau Referent: Organisation: Dr. Martin Geiger Coachulting 1 Vortragsgliederung Anfänge der Generativen Fertigung
das Beste Wir holen für Sie raus! Unser Unternehmen
 Biopharma / Pharma Unser Unternehmen GIG Karasek ist in Europa einer der führenden Hersteller im Bereich Anlagenbau für Pharma-, Chemische-, Papier-, Zellstoff- und Lebensmittel-Industrie. Sämtliches Key-Equipment
Biopharma / Pharma Unser Unternehmen GIG Karasek ist in Europa einer der führenden Hersteller im Bereich Anlagenbau für Pharma-, Chemische-, Papier-, Zellstoff- und Lebensmittel-Industrie. Sämtliches Key-Equipment
HSM Modal. Höher, breiter, länger und schneller. The Leading Edge in Lightweight & Speed
 HSM Modal Höher, breiter, länger und schneller HSM - MODAL (The Cheetah Class) Höher, breiter, länger und schneller. - Rotorblätter für Windräder - HSM - MODAL HSM-MODAL and. Die Verarbeitung von großen
HSM Modal Höher, breiter, länger und schneller HSM - MODAL (The Cheetah Class) Höher, breiter, länger und schneller. - Rotorblätter für Windräder - HSM - MODAL HSM-MODAL and. Die Verarbeitung von großen
Von der Idee zum Produkt
 Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Drucken in der Dritten Dimension
 Drucken in der Dritten Dimension Alles, was ein Mensch sich vorzustellen vermag, werden andere Menschen verwirklichen können. Jules-Gabriel Verne Französischer Schriftsteller 8.2.1828 24.3.1905 Neuer Raum
Drucken in der Dritten Dimension Alles, was ein Mensch sich vorzustellen vermag, werden andere Menschen verwirklichen können. Jules-Gabriel Verne Französischer Schriftsteller 8.2.1828 24.3.1905 Neuer Raum
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK
 ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
ENGINEERING INDUSTRIALIZATION (NPI) SUPPLY CHAIN MANAGEMENT PRODUCTION AFTER SALES. Ihr Partner für Industrie-Elektronik
 SUPPLY CHAIN MANAGEMENT PRODUCTION AFTER SALES. Ihr Partner für Industrie-Elektronik") ENGINEERING INDUSTRIALIZATION (NPI) SUPPLY CHAIN MANAGEMENT PRODUCTION AFTER SALES Ihr Partner für Industrie-Elektronik Ihr Partner für Industrie-Elektronik Die MINEL AG ist als Schweizer Dienstleistungsunternehmen
ENGINEERING INDUSTRIALIZATION (NPI) SUPPLY CHAIN MANAGEMENT PRODUCTION AFTER SALES Ihr Partner für Industrie-Elektronik Ihr Partner für Industrie-Elektronik Die MINEL AG ist als Schweizer Dienstleistungsunternehmen
FERTIGUNGSLÖSUNGEN. Werkzeuge, Formen und Werkstücke schneller konstruieren, fertigen und prüfen
 FERTIGUNGSLÖSUNGEN Werkzeuge, Formen und Werkstücke schneller konstruieren, fertigen und prüfen Cimatron Durchgängiges CAD/CAM für den Werkzeug- und Formenbau Die Cimatron CAD/CAM-Lösungen wurden speziell
FERTIGUNGSLÖSUNGEN Werkzeuge, Formen und Werkstücke schneller konstruieren, fertigen und prüfen Cimatron Durchgängiges CAD/CAM für den Werkzeug- und Formenbau Die Cimatron CAD/CAM-Lösungen wurden speziell
Ihr Spezialist für Sonderbearbeitung. Sondergestelle und Sonderplattenbearbeitung
 Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Version 1.0 2012. firmenpräsentation
 Version 1.0 2012 firmenpräsentation historische meilensteine 02.14 1992 Firmengründung und Start mit einer konventionellen Drehmaschine 1994 Erstes CNC-Bearbeitungszentrum 1997 Eröffnung der Produktionsstätte
Version 1.0 2012 firmenpräsentation historische meilensteine 02.14 1992 Firmengründung und Start mit einer konventionellen Drehmaschine 1994 Erstes CNC-Bearbeitungszentrum 1997 Eröffnung der Produktionsstätte
2 Einordnung und Begriffsbestimmung
 Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
SICHERE, GLEICHMÄSSIGE ERWÄRMUNG KEINE MECHANISCHEN SPANNUNGEN SCHNELL, EFFIZIENT, FLEXIBEL ISO 9001:2008 ID
 ISO 9001:2008 ID 9108623968 www.tuv.com SICHERE, GLEICHMÄSSIGE ERWÄRMUNG KEINE MECHANISCHEN SPANNUNGEN SCHNELL, EFFIZIENT, FLEXIBEL UNSER UNTERNEHMEN. Mit dem ständigen Bestreben qualitative hochwertige
ISO 9001:2008 ID 9108623968 www.tuv.com SICHERE, GLEICHMÄSSIGE ERWÄRMUNG KEINE MECHANISCHEN SPANNUNGEN SCHNELL, EFFIZIENT, FLEXIBEL UNSER UNTERNEHMEN. Mit dem ständigen Bestreben qualitative hochwertige
Textil-Kunststoffverbunde für optische Verkleidungsteile
 Textil-Kunststoffverbunde für optische Verkleidungsteile Agenda Metall-Textil Kombinationen Quellflussprägen und Hinterspritzen als Substitut zum Kaschieren Entwicklungsprojekte Varysoft Beheizbare Dekore
Textil-Kunststoffverbunde für optische Verkleidungsteile Agenda Metall-Textil Kombinationen Quellflussprägen und Hinterspritzen als Substitut zum Kaschieren Entwicklungsprojekte Varysoft Beheizbare Dekore
Master Chemical. für Luft- und Raumfahrt
 Master Chemical für Luft- und Raumfahrt Master Chemical für Luft- und Raumfahrt Führend bei Schneid-, Schleif- und Reinigungsflüssigkeiten für die Luft- und Raumfahrtindustrie Master Chemical ist ein langjähriger
Master Chemical für Luft- und Raumfahrt Master Chemical für Luft- und Raumfahrt Führend bei Schneid-, Schleif- und Reinigungsflüssigkeiten für die Luft- und Raumfahrtindustrie Master Chemical ist ein langjähriger
Additive Manufacturing Ein neuer Erfolgsfaktor für den Maschinenbau in Entwicklung und Produktion
 Ein neuer Erfolgsfaktor für den Maschinenbau in Entwicklung und Produktion Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing, VDMA VDMA - Symposium Additive Manufacturing für den Maschinenbau
Ein neuer Erfolgsfaktor für den Maschinenbau in Entwicklung und Produktion Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing, VDMA VDMA - Symposium Additive Manufacturing für den Maschinenbau
HYBRIDE MIM TECHNOLOGIE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE
 HYBRIDE MIM TECHNOLOGIE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE MIM TECHNOLOGIE HYBRIDE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE FASZINATION KUNSTSTOFF Kunststoff ist für uns ein
HYBRIDE MIM TECHNOLOGIE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE MIM TECHNOLOGIE HYBRIDE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE FASZINATION KUNSTSTOFF Kunststoff ist für uns ein
ENTWICKLUNG UND FERTIGUNG MEDIZINTECHNISCHER PRODUKTE
 ENTWICKLUNG UND FERTIGUNG MEDIZINTECHNISCHER PRODUKTE Entwicklung und Fertigung DAS IST MECHATRONIC Wir entwickeln und produzieren medizintechnische Geräte zur Diagnose und Therapie sowie Teillösungen
ENTWICKLUNG UND FERTIGUNG MEDIZINTECHNISCHER PRODUKTE Entwicklung und Fertigung DAS IST MECHATRONIC Wir entwickeln und produzieren medizintechnische Geräte zur Diagnose und Therapie sowie Teillösungen
Entwicklung einer Familie elektrischer Maschinen für Landmaschinen
 Entwicklung einer Familie elektrischer Maschinen für Landmaschinen 26.06.2013 ZAPI-Group ZAPI ZIVAN Best Motor ZTP Schabmüller Inverters & Controllers von 12V bis 600V High Freq. Batterieladegeräte/ DC/DC
Entwicklung einer Familie elektrischer Maschinen für Landmaschinen 26.06.2013 ZAPI-Group ZAPI ZIVAN Best Motor ZTP Schabmüller Inverters & Controllers von 12V bis 600V High Freq. Batterieladegeräte/ DC/DC
alphacam GmbH Erlenwiesen 16 D-73614 Schorndorf Tel. +49 (0)7181-9222-0 www.alphacam.de
7181-9222-0 www.alphacam.de") alphacam GmbH Erlenwiesen 16 D-73614 Schorndorf Tel. +49 (0)7181-9222-0 www.alphacam.de alphacam austria GmbH Handelskai 92 Gate 1 / 2. OG / Top A A-1200 Wien Tel. +43 (0) 1 3619 600-0 www.alphacam.at
alphacam GmbH Erlenwiesen 16 D-73614 Schorndorf Tel. +49 (0)7181-9222-0 www.alphacam.de alphacam austria GmbH Handelskai 92 Gate 1 / 2. OG / Top A A-1200 Wien Tel. +43 (0) 1 3619 600-0 www.alphacam.at
Multisensorik für Kunststoffbauteile. von der Entwicklung bis zur Serie. HEMA-CT Heerweg 15a D Denkendorf 1
 Multisensorik für Kunststoffbauteile von der Entwicklung bis zur Serie HEMA-CT Heerweg 15a D-73770 Denkendorf www.hema-ct.de 1 mehr als Messdienstleistungen! mit Kunststoffkompetenz für Ihre Produkte!
Multisensorik für Kunststoffbauteile von der Entwicklung bis zur Serie HEMA-CT Heerweg 15a D-73770 Denkendorf www.hema-ct.de 1 mehr als Messdienstleistungen! mit Kunststoffkompetenz für Ihre Produkte!
Werkzeugbau Produktion
 Konzeption Design Engineering Projektmanagement PrototypinG Werkzeugbau Produktion Wer wir sind Wir sind ein Team aus kreativen Köpfen und Ingenieuren mit langjähriger Erfahrung in der Produktentwicklung,
Konzeption Design Engineering Projektmanagement PrototypinG Werkzeugbau Produktion Wer wir sind Wir sind ein Team aus kreativen Köpfen und Ingenieuren mit langjähriger Erfahrung in der Produktentwicklung,
LASER- UND FEINBLECHTECHNIK
 LASER- UND FEINBLECHTECHNIK DAS IST DWENGER Ihr Partner für Laser- und Feinblechtechnik Zertifizierte Laser- und Feinblechtechnik von der Entwicklung bis zur Fertigung in Einzelstücken, Komponenten und
LASER- UND FEINBLECHTECHNIK DAS IST DWENGER Ihr Partner für Laser- und Feinblechtechnik Zertifizierte Laser- und Feinblechtechnik von der Entwicklung bis zur Fertigung in Einzelstücken, Komponenten und
InnovationsIMPULS 3D-Druck in der Praxis. Udo Gehrmann, Fertigungsleiter
 InnovationsIMPULS 3D-Druck in der Praxis Udo Gehrmann, Fertigungsleiter Agenda -Kurzvorstellung unseres Unternehmens -Erzeugung digitaler Daten -optische Messtechnik - Dateiformate -3D Druck in der Praxis
InnovationsIMPULS 3D-Druck in der Praxis Udo Gehrmann, Fertigungsleiter Agenda -Kurzvorstellung unseres Unternehmens -Erzeugung digitaler Daten -optische Messtechnik - Dateiformate -3D Druck in der Praxis
AGILE PLM E6 PUBLISHER IM EINSATZ BEI PACKSYS GLOBAL AG IVO STURZENEGGER VERANTWORTLICHER FÜR TECH DOC
 AGILE PLM E6 PUBLISHER IM EINSATZ BEI PACKSYS GLOBAL AG IVO STURZENEGGER VERANTWORTLICHER FÜR TECH DOC Agenda Mehr Möglichkeiten mit Agile PLM e6 PLM Publisher E-Portal CONEA PackSys Global 2 PLM Publisher
AGILE PLM E6 PUBLISHER IM EINSATZ BEI PACKSYS GLOBAL AG IVO STURZENEGGER VERANTWORTLICHER FÜR TECH DOC Agenda Mehr Möglichkeiten mit Agile PLM e6 PLM Publisher E-Portal CONEA PackSys Global 2 PLM Publisher
Werkzeugbau Formenbau Sondermaschinenbau
 Werkzeugbau Formenbau Sondermaschinenbau LOTEC Loh GmbH & Co. KG Arnsberger Straße 93 59757 Arnsberg Tel. +49 2932 4758736-0 Fax +49 2932 4758736-22 E-Mail: info@lotec.de www.lotec.de LOTEC Jahrzehntelange
Werkzeugbau Formenbau Sondermaschinenbau LOTEC Loh GmbH & Co. KG Arnsberger Straße 93 59757 Arnsberg Tel. +49 2932 4758736-0 Fax +49 2932 4758736-22 E-Mail: info@lotec.de www.lotec.de LOTEC Jahrzehntelange
Rapid Prototyping - Verfahren und Anwendungen
 Rapid Prototyping - Verfahren und Anwendungen Funktionsweisen verschiedener Rapid Prototyping Verfahren und ausgewählte Beispiele zu deren Anwendungsmöglichkeiten Prof. Dr.-Ing. Dirk Hennigs / Rapid Prototyping
Rapid Prototyping - Verfahren und Anwendungen Funktionsweisen verschiedener Rapid Prototyping Verfahren und ausgewählte Beispiele zu deren Anwendungsmöglichkeiten Prof. Dr.-Ing. Dirk Hennigs / Rapid Prototyping
WISSNER GESELLSCHAFT FÜR MASCHINENBAU MBH
 WISSNER GESELLSCHAFT FÜR MASCHINENBAU MBH Zahnersatz effizient produzieren Dental Frässystem GAMMA 202 Zahnersatz produzieren - schnell und präzise! Gerüstet für die täglichen Anforderungen Trocken/Nassbearbeitung
WISSNER GESELLSCHAFT FÜR MASCHINENBAU MBH Zahnersatz effizient produzieren Dental Frässystem GAMMA 202 Zahnersatz produzieren - schnell und präzise! Gerüstet für die täglichen Anforderungen Trocken/Nassbearbeitung
Werkzeug- und Formenbau
 Werkzeug- und Formenbau leistungsfähig zuverlässig wirtschaftlich Die syszert GmbH bescheinigt hiermit, dass das Unternehmen Dill Werkzeug- und Formenbau Badhausweg 10/1 D-76307 Karlsbad-Ittersbach für
Werkzeug- und Formenbau leistungsfähig zuverlässig wirtschaftlich Die syszert GmbH bescheinigt hiermit, dass das Unternehmen Dill Werkzeug- und Formenbau Badhausweg 10/1 D-76307 Karlsbad-Ittersbach für
8. April 2013 Vorlagenmanagement effizient umgesetzt
 8. April 2013 Vorlagenmanagement effizient umgesetzt Präsentiert von Martin Seifert, CEO Agenda Über officeatwork Vorlagenmanagement oder «EDC»? Die «EDC» Herausforderung officeatwork Konzepte officeatwork
8. April 2013 Vorlagenmanagement effizient umgesetzt Präsentiert von Martin Seifert, CEO Agenda Über officeatwork Vorlagenmanagement oder «EDC»? Die «EDC» Herausforderung officeatwork Konzepte officeatwork
DHS. Hugo Schilling (1/7) Einschlägige Erfahrung in: PRO
 Einschlägige Erfahrung in: PRO") Hugo Schilling (1/7) Einschlägige Erfahrung in: Positionen mit Resultatverantwortung (CEO, GBL, COO) Umsatzgrösse: bis 100 MCHF; Führungsspanne bis 450 MA Führung von Turn Arounds und Geschäftsaufbau Management
Hugo Schilling (1/7) Einschlägige Erfahrung in: Positionen mit Resultatverantwortung (CEO, GBL, COO) Umsatzgrösse: bis 100 MCHF; Führungsspanne bis 450 MA Führung von Turn Arounds und Geschäftsaufbau Management
UNSERE VORTEILE. www.fastpart.com
 FIRMENPRÄSENTATION UNSERE VORTEILE - zuverlässige Qualität - termingenau - größtmögliche Flexibilität für Ihren Erfolg - langjährige Erfahrungen - bestmöglich ausgebildete und hochmotovierte Mitarbeiter
FIRMENPRÄSENTATION UNSERE VORTEILE - zuverlässige Qualität - termingenau - größtmögliche Flexibilität für Ihren Erfolg - langjährige Erfahrungen - bestmöglich ausgebildete und hochmotovierte Mitarbeiter
Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren
 Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren Wenn heute der Begriff 3D-Druck fällt denken die meisten Leute an Plastikmodelle. Dabei gibt es noch eine Reihe anderer Werkstoffe,
Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren Wenn heute der Begriff 3D-Druck fällt denken die meisten Leute an Plastikmodelle. Dabei gibt es noch eine Reihe anderer Werkstoffe,
NX EasyFill Analysis Moldex3D vollständig in NX 8.5 integriert
 Pressemitteilung 6/2012 NX EasyFill Analysis Moldex3D vollständig in NX 8.5 integriert Aachen, 14. Dezember 2012 SimpaTec, eines der führenden Software- und Dienstleistungsunternehmen für die kunststoffverarbeitende
Pressemitteilung 6/2012 NX EasyFill Analysis Moldex3D vollständig in NX 8.5 integriert Aachen, 14. Dezember 2012 SimpaTec, eines der führenden Software- und Dienstleistungsunternehmen für die kunststoffverarbeitende
SPALEK Beschlagtechnik GmbH + Co. KG. stanzen. biegen. l asern fräsen
 SPALEK Beschlagtechnik GmbH + Co. KG stanzen biegen l asern fräsen M e ta l lt ei l e K u n s t s to f f t ei l e B au g r u p p e n Jährlich über 300 individuelle Maschinenwerkzeuge w w w. b e s c h l
SPALEK Beschlagtechnik GmbH + Co. KG stanzen biegen l asern fräsen M e ta l lt ei l e K u n s t s to f f t ei l e B au g r u p p e n Jährlich über 300 individuelle Maschinenwerkzeuge w w w. b e s c h l
Durch die virtuelle Optimierung von Werkzeugen am Computer lässt sich die reale Produktivität von Servopressen erhöhen
 PRESSEINFORMATION Simulation erhöht Ausbringung Durch die virtuelle Optimierung von Werkzeugen am Computer lässt sich die reale Produktivität von Servopressen erhöhen Göppingen, 04.09.2012 Pressen von
PRESSEINFORMATION Simulation erhöht Ausbringung Durch die virtuelle Optimierung von Werkzeugen am Computer lässt sich die reale Produktivität von Servopressen erhöhen Göppingen, 04.09.2012 Pressen von
Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen
 Fachbereich Technik / Abt. Maschinenbau Constantiaplatz 4 26723 Emden M. Eng. Thomas Ebel Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen Oktober 2008 Inhaltsverzeichnis
Fachbereich Technik / Abt. Maschinenbau Constantiaplatz 4 26723 Emden M. Eng. Thomas Ebel Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen Oktober 2008 Inhaltsverzeichnis
Verbessern Sie Ihre Leistungsfähigkeit
 Messtechniklösungen fr eine produktive Prozesskontrolle Verbessern Sie Ihre Leistungsfähigkeit nsprozess-pyramide mid ) Höherer Durchsatz mit Ihren bestehenden Anlagen Erhöhen Sie den Automatisierungsgrad
Messtechniklösungen fr eine produktive Prozesskontrolle Verbessern Sie Ihre Leistungsfähigkeit nsprozess-pyramide mid ) Höherer Durchsatz mit Ihren bestehenden Anlagen Erhöhen Sie den Automatisierungsgrad
ecomold Rapid Tooling für den Spritzguss- und Al- Druckgusswerkzeugbau
 ecomold Rapid Tooling für den Spritzguss- und Al- Druckgusswerkzeugbau Dr. Dirk Hennigs, Fraunhofer IFAM - Bremen Dr. Ingo Wirth, Fraunhofer IFAM - Bremen Sönke Stührmann, Fraunhofer IFAM Bremen 2004 Dirk
ecomold Rapid Tooling für den Spritzguss- und Al- Druckgusswerkzeugbau Dr. Dirk Hennigs, Fraunhofer IFAM - Bremen Dr. Ingo Wirth, Fraunhofer IFAM - Bremen Sönke Stührmann, Fraunhofer IFAM Bremen 2004 Dirk
3D Printing eine Übersicht Die Wertschöpfungskette und Datenaufbereitung i-net Technology Workshop 3D Printing an der FHNW Rosental Basel
 3D Printing eine Übersicht Die Wertschöpfungskette und Datenaufbereitung i-net Technology Workshop 3D Printing an der FHNW Rosental Basel Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing
3D Printing eine Übersicht Die Wertschöpfungskette und Datenaufbereitung i-net Technology Workshop 3D Printing an der FHNW Rosental Basel Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing
3D-Drucker als Forschungsobjekt Energieeffizienz und Prozess-Simulation
 1 3D-Drucker als Forschungsobjekt Energieeffizienz und Prozess-Simulation Univ.-Prof. Dipl.-Ing. Dr.techn. Franz Haas Markus Brillinger, BSc Institut für Fertigungstechnik, TU Graz 20.03.2014 u www.tugraz.at
1 3D-Drucker als Forschungsobjekt Energieeffizienz und Prozess-Simulation Univ.-Prof. Dipl.-Ing. Dr.techn. Franz Haas Markus Brillinger, BSc Institut für Fertigungstechnik, TU Graz 20.03.2014 u www.tugraz.at
RT-CAD Tiefenböck GmbH, Uttendorf, A Technologisch anspruchsvolle Kunststoffteile durchgängig von der Idee bis zur Serie aus dem Hause RT-CAD
 März 2015, Kottingbrunn/Österreich ANWENDERBERICHT RT-CAD Tiefenböck GmbH, Uttendorf, A Technologisch anspruchsvolle Kunststoffteile durchgängig von der Idee bis zur Serie aus dem Hause RT-CAD Das österreichische
März 2015, Kottingbrunn/Österreich ANWENDERBERICHT RT-CAD Tiefenböck GmbH, Uttendorf, A Technologisch anspruchsvolle Kunststoffteile durchgängig von der Idee bis zur Serie aus dem Hause RT-CAD Das österreichische
INFORMATIONSMATERIAL DREHDURCHFÜHRUNGEN
 INFORMATIONSMATERIAL DREHDURCHFÜHRUNGEN EINLEITUNG: Vielen Dank für Ihr Interesse an den Drehdurchführungen der Firma Tries. Wir haben mehr als 50 Jahre Erfahrung in der Entwicklung und der Herstellung
INFORMATIONSMATERIAL DREHDURCHFÜHRUNGEN EINLEITUNG: Vielen Dank für Ihr Interesse an den Drehdurchführungen der Firma Tries. Wir haben mehr als 50 Jahre Erfahrung in der Entwicklung und der Herstellung
O.R. Lasertechnologie GmbH auf der EuroMold 2014
 O.R. Lasertechnologie GmbH auf der EuroMold 2014 Professionelle Lasersysteme für industrielle Applikationen: Laserschweißen Laserauftragschweißen Lasermarkieren Laserschneiden Auf der EuroMold 2014 stellt
O.R. Lasertechnologie GmbH auf der EuroMold 2014 Professionelle Lasersysteme für industrielle Applikationen: Laserschweißen Laserauftragschweißen Lasermarkieren Laserschneiden Auf der EuroMold 2014 stellt
GENERATIVE FERTIGUNG EIN GESAMTÜBERBLICK
 GENERATIVE FERTIGUNG EIN GESAMTÜBERBLICK Prof. Dr. Alexander Sauer MBE, Dipl.-Ing. Steve Rommel www.ipa.fraunhofer.de 0 1 0 1 0 1 0 1 0 1 Ressourceneffizienz- und Kreislaufwirtschaftskongress Baden-Württemberg
GENERATIVE FERTIGUNG EIN GESAMTÜBERBLICK Prof. Dr. Alexander Sauer MBE, Dipl.-Ing. Steve Rommel www.ipa.fraunhofer.de 0 1 0 1 0 1 0 1 0 1 Ressourceneffizienz- und Kreislaufwirtschaftskongress Baden-Württemberg
Rapid Manufacturing (RM) - neuartige Produktionstechnologien für die Medizinalbranche und für den OP
 - neuartige Produktionstechnologien für die Medizinalbranche und für den OP") Rapid Manufacturing (RM) - neuartige Produktionstechnologien für die Medizinalbranche und für den OP Ralf Schindel schindel@inspire.ethz.ch Stefan Buob, Gideon Levy, Adriaan Spierings inspire irpd ein
Rapid Manufacturing (RM) - neuartige Produktionstechnologien für die Medizinalbranche und für den OP Ralf Schindel schindel@inspire.ethz.ch Stefan Buob, Gideon Levy, Adriaan Spierings inspire irpd ein
1 EINLEITUNG 1 2 TECHNOLOGIE 23
 IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
Neu. Additiv hergestellte Greiferfinger aus Stahl und Aluminium
 Neu Additiv hergestellte Greiferfinger aus Stahl und Aluminium Das weltweit erste vollautomatische, webbasierte 3D-Designtool für additiv hergestellte Greiferfinger aus Kunststoff, Stahl und Aluminium
Neu Additiv hergestellte Greiferfinger aus Stahl und Aluminium Das weltweit erste vollautomatische, webbasierte 3D-Designtool für additiv hergestellte Greiferfinger aus Kunststoff, Stahl und Aluminium
Wechsel in der Geschäftsführung der Fa. Alexander Flocke Wupperhof GmbH & Co. KG Neuanschaffung einer NC-gesteuerten Gehring Horizontal Honmaschine
 Wechsel in der Geschäftsführung der Fa. Alexander Flocke Wupperhof GmbH & Co. KG Seit dem 15.01.05 wurde eine Neuordnung der Geschäftsführung vorgenommen. Mit unserem neuen Team bringen wir eine über 2o-jährige
Wechsel in der Geschäftsführung der Fa. Alexander Flocke Wupperhof GmbH & Co. KG Seit dem 15.01.05 wurde eine Neuordnung der Geschäftsführung vorgenommen. Mit unserem neuen Team bringen wir eine über 2o-jährige
Konstruktionsbüro Hein GmbH
 Verzug kontrolliert vermeiden Einleitung: Ohne Geometrieoptimierung zeigen Bauteile aus Kunststoff oft einen hohen Verzug Eine Geometrieoptimierung reduziert den Verzug und die Bauteilspannungen. Die Überarbeitung
Verzug kontrolliert vermeiden Einleitung: Ohne Geometrieoptimierung zeigen Bauteile aus Kunststoff oft einen hohen Verzug Eine Geometrieoptimierung reduziert den Verzug und die Bauteilspannungen. Die Überarbeitung