Prozessauslegung beim Festwalzen durch Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik ω k
|
|
|
- Calvin Pfaff
- vor 6 Jahren
- Abrufe
Transkript

1 r ω K F v t v K v K max Prozessauslegung beim Festwalzen durch Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik ω k r R ω RP v K 52. Sitzung des DGM-Fachausschusses Mechanische Oberflächenbehandlung Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth Lehrstuhl für Technologie der Fertigungsverfahren Werkzeugmaschinenlabor WZL der RWTH Aachen Braunschweig, den
2 Gliederung 1 Motivation, Zielstellung und Vorgehensweise 2 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter 3 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse 4 Vorhersage des Randschichtzustands mit Hilfe der Ähnlichkeitsmechanik 5 Fazit und Ausblick Seite 3
3 Motivation, Zielstellung und Vorgehensweise Motivation und Zielstellung Wissensdefizite Prozessauslegung basiert derzeit auf Erfahrungswissen und experimentellen Messungen Kaltverfestigung und Oberflächenrauheit sind nicht quantitativ, sondern nur qualitativ vorhersagbar Hohe Modellkomplexität und lange Rechendauer bei Anwendung der Finite-Elemente-Methode steht der industriellen Prozessauslegung im Wege Motivation Quantitative Vorhersage der Zielgrößen: Eigenspannungen, Kaltverfestigung, Oberflächenrauheit ermöglichen Entwicklung einer zeiteffizienten Methode zur Vorhersage der Zielgrößen Industrienahe Prozessauslegung ermöglichen ω K t pl t el r t z = t el + t pl F Z α F F x F N v K F R R Z Zielsetzung Entwicklung eines innovativen Verfahrens zur Vorhersage der Zielgrößen nach dem Festwalzen Interpolation beliebiger Parameterkombinationen auf Basis der Ähnlichkeitstheorie Entwicklung von FE-Modellen, die eine quantitative Vorhersage der Zielgrößen in der Randschichttiefe ermöglichen Überlegenheit durch geringe Kosten und geringere Berechnungszeiten Seite 4
4 Iterative Vorgehensweise nach den Regeln der statistischen Versuchsmethodik an 3 Werkstoffen: 42CrMo4, GGG6, IN718 Motivation, Zielstellung und Vorgehensweise Vorgehensweise zum Erreichen der Zielstellung F v Stand der Technik Literaturrecherche Analysieren Abstrahieren Analyse Festwalzen Härte Oberflächengüte Eigenspannungen Experimentelle Versuche Modellieren F, x... Simulieren Druck Zug Auswerten Real.? = Sim. Verifizieren Simulation und Validierung 1s Datenbank Zeiteffiziente Vorhersage der Eigenspannungen π = L 1 M 2 T 1 Ähnlichkeitsmechanik A B A B Signifikanzanalyse Analyse und Interpretation der Ergebnisse Seite 5
5 Gliederung 1 Motivation, Zielstellung und Vorgehensweise 2 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter 3 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse 4 Vorhersage des Randschichtzustands mit Hilfe der Ähnlichkeitsmechanik 5 Fazit und Ausblick Seite 6

 GGG6 (Gusseisen mit Kugelgraphit) IN718 (Nickelbasislegierung) 42CrMo4 IN718 GGG6")
6 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsdurchführung: Parameter der Festwalzversuche Versuchsaufbau Festwalzwerkzeug Dreibackenfutter Werkstück Versuchsparameter Festwalzwerkzeuge der Fa. ECOROLL AG Hydrostatisch: HG6 und HG13 Mechanisch: EF45 Pumpenaggregat der Fa. ECOROLL AG HGP 4 Versuchswerkstoffe Pinole 42CrMo4 (Vergütungsstahl) GGG6 (Gusseisen mit Kugelgraphit) IN718 (Nickelbasislegierung) 42CrMo4 IN718 GGG6 Versuchswerkstück Festwalzen der Mantelfläche des Außenradius des Innenradius der Bohrung (nicht sichtbar) Innenradius Außenradius Mantelfläche Seite 7
![Eigenspannungen σ [MPa] Dehnungen ε [-] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsdurchführung: Messung der Eigenspannungen Präzisionszustellung Makrokamera](/docs-images/68/59871322/images/7-2.jpg "Exemplarisch gemessene Dehnungen DMS 6 DMS 45")
7 Eigenspannungen σ [MPa] Dehnungen ε [-] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsdurchführung: Messung der Eigenspannungen Präzisionszustellung Makrokamera Exemplarisch gemessene Dehnungen DMS 6 DMS 45 5 DMS Einspannung Kaltlichtquelle Exemplarische richtungsabhängige Spannungen Sigma X Sigma Y Unverformte Kontur (Vor der Bohrung) Verformte Kontur (Nach der Bohrung) ΔL Dehnungsmessstreifen Bohrtiefe t [mm] Seite 8




8 Mikrohärte HV.1 [N/mm²] 3 µm Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsdurchführung: Messung der Mikro- und Makrohärte Mikrohärte Makrohärte Randzone Randzone Messpunkte p=4bar, Ø Kugel = HG6, Ü=,8 Messuhr gedreht festgewalzt Grundgefüge Intruder 2 µm 1 µm 2 µm P = 4 bar, Ø K = HG6, Ü=, H 1 = 55 HRC H = 48 HRC Auflagetisch Randzonentiefe t [µm] Härte vor dem Festwalzen H = 48 HRC Härte nach dem Festwalzen H 1 = 55 HRC Am Beispielwerkstoff (42CrMo4) Seite 9
9 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsergebnisse: Eigenspannungen für 42CrMo4 Prozesszielgrößen Prozesseingangsgrößen Proben Eigenspannung σ x [MPa] Eigenspannung σ y [MPa] Walzdruck p [bar] Werkzeug D [mm] Überdeckung Ü [%] -B-42CrMo ,6-511,2 4 HG13 8 -B-42CrMo ,4-523,3 4 HG13 3 -B-42CrMo ,3-438,3 4 HG6 8 -B-42CrMo ,8-463,9 4 HG6 3 -B-42CrMo ,6-515,8 1 HG13 8 -B-42CrMo ,3-448,2 1 HG13 3 -B-42CrMo ,5-486,1 1 HG6 3 -B-42CrMo ,5-416,6 1 HG6 8 Absteigende Sortierung der maximalen Druckeigenspannungen für 42CrMo4 offenbart bereits ein Muster in den Prozesseingangsgrößen: Druck > Werkzeug > Überdeckung Versuch -B-42CrMo4-4 stellt allerdings einen Ausreißer dar (blau) Seite 1
10 Eigenspannungen σ [MPa] Prozessparameter Eigenspannungen σ [MPa] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Identifikation der Hauptparameter: Eigenspannungen für 42CrMo4 42CrMo4 Walzdruck Werkzeugdurchmesser A B AC AD bar -12 HG6 HG13 mm AB Überdeckung Walzgeschwindigkeit D C Haupteffekte Effekt Signifikanzlinie Hauptwechseleffekte A Walzdruck AC Walzdruck mit Überdeckung B Werkzeugdurchmesser AB Walzdruck mit Werkzeugdurchmesser C Überdeckung AD Walzdruck mit Walzgeschwindigkeit D Walzgeschwindigkeit -12,3,8 % mm/s Seite 11
11 Prozessparameter Eigenspannungen σ [MPa] Eigenspannungen σ [MPa] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Werkstoffübergreifende Zusammenfassung der Hauptparameter auf die Eigenspannungen A 42CrMo4 GGG6 IN718 Haupteffektdiagramm -8-1 Walzdruck -8-1 Werkzeugdurchmesser B C bar -14 HG6 IN718 HG13 mm D -8 Überdeckung -8 Walzgeschwindigkeit AB -1-1 AC AD -14,3,8 % mm/s Effekt 42CrMo4 GGG6 IN718 Haupteffekte 42CrMo4 GGG6 IN718 A B Walzdruck Werkzeugdurchmesser C D Überdeckung Walzgeschwindigkeit Seite 12
12 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Zielkonfliktdiagramm für 42CrMo4 Oberflächenrauheit D (Ü ) (V ) (P ) Festwalzen P D (V ) Ü P (D ) (Ü ) (V ) Eigenspannungen Kaltverfestigung Legende: P = Walzdruck ; D = Werkzeugdurchmesser ; V = Walzgeschwindigkeit ; Ü = Überdeckung Seite 13
13 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Zielkonfliktdiagramm für GGG6 Oberflächenrauheit P (D ) (V ) (Ü ) Festwalzen P D (Ü ) (V) P (D ) (Ü ) (V) Eigenspannungen Kaltverfestigung Legende: P = Walzdruck ; D = Werkzeugdurchmesser ; V = Walzgeschwindigkeit ; Ü = Überdeckung Seite 14
14 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Zielkonfliktdiagramm für IN718 Oberflächenrauheit D (P ) (Ü ) (V ) Festwalzen P Ü (V ) (D) P (D ) (V ) (Ü) Eigenspannungen Kaltverfestigung Legende: P = Walzdruck ; D = Werkzeugdurchmesser ; V = Walzgeschwindigkeit ; Ü = Überdeckung Seite 15
15 Gliederung 1 Motivation, Zielstellung und Vorgehensweise 2 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter 3 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse 4 Vorhersage des Randschichtzustands mit Hilfe der Ähnlichkeitsmechanik 5 Fazit und Ausblick Seite 16
16 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse Modellierung der Werkstoffmaterialen Bauschinger-Versuch bei 42CrMo4 Modellierung Modellierung des nichtlinearen isotrop/kinematischen Materialverhaltens mit Hilfe der konstitutiven Materialbeschreibung nach Lemaitre-Chaboche Bauschinger-Versuch bei GGG6 12 Spannung [MPa] 𝑝𝑙 𝛼 = 𝐶𝜀 𝑝𝑙 -8-2% -1% % 1% Dehnung [%] 2% 3% -12-3% -2% (𝜎 𝛼) 𝛾𝛼𝜀 𝑝𝑙 𝜎 -1% % 1% 2% Parameterfitting durch Dehnung [%] Simu- 8 F 4 2. LW 1. LW -4-8 F FE-Modell F -1% % 1% Dehnung [%] 2% 3% Zug Druck 4 Zeit t [s] Simulation GGG6 [2%] 3% % 2 Experiment lation der ersten beiden Lastwechsel (LW) über die Zeit Bauschinger-Versuch bei GGG6 12 Spannung [MPa] Kinematischer Anteil: % 4-8 ) Spannung σ [MPa] Spannung [MPa] 𝜎 = 𝜎 + 𝑄 (1 𝑒 𝑏𝜀 Isotropes Verfestigungsmodell: CrMo4 [2%] % Ergebnisse und Verifizierung Spannung σ [MPa] Experiment Zug-Druck-Versuche am Karlsruher Institut für Technologie (KIT) bei 2%, 4% und 6% Dehnung Zug 2 4 Zeit t [s] Seite 17
17 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse Modellierung der Prozesskinematik beim rotationssym. Festwalzen Exemplarische Anwendung Vereinfachtes Festwalzwerkzeug z y x Prozesskinematik r F v K max ω K v K v t Kontaktbeschreibung m F P Werkzeug A K z, z, z ω k v K F r R m z, z, z Werkstück ω RP c b Seite 18


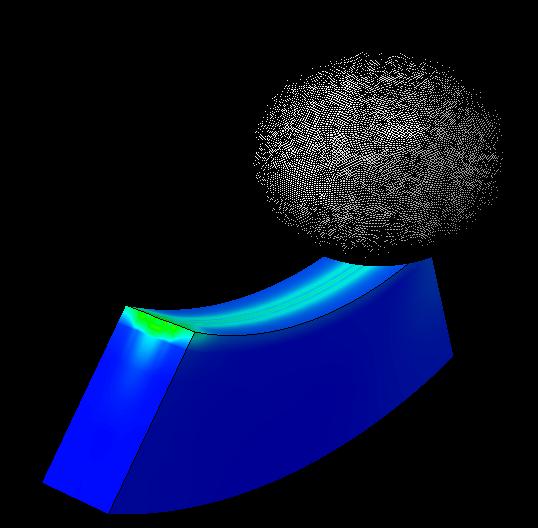
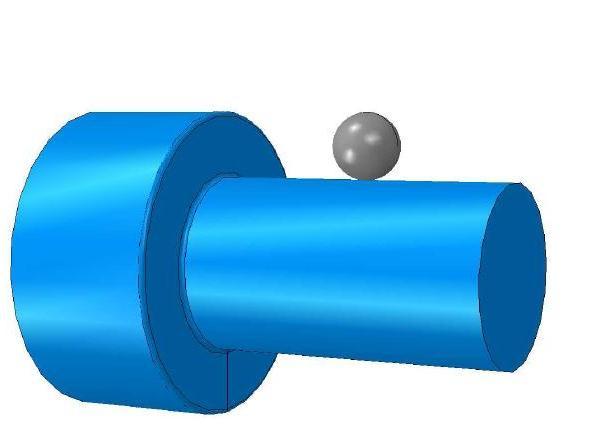
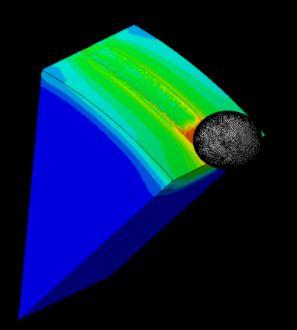

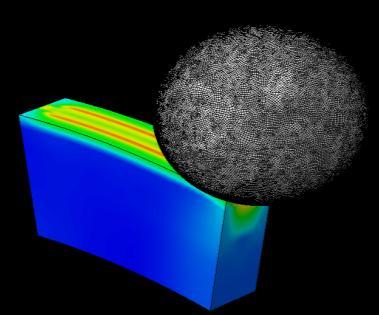
18 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse Modellierung ausgewählter Geometrieelemente C B A Abstraktion Abstraktion Geometrievariation A P max B R 2 < R 2 > R 2 = R 1 R 2 > R 1 R 2 = R 2 > R 1 R 2 = R 1 F F F C Mises [MPa] +12 R 1 R 1 +6 F R 2 F R 2 = F + Seite 19
19 Eigenspannungen σ längs [MPa] Eigenspannungen σ quer [MPa] Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse Auswertung der simulativen Eigenspannungen Eigenspannungen in Umfangsrichtung (x) Eigenspannungen längs: S11(P) Eigenspannungen in Achsrichtung (y) Eigenspannungen quer: S33(P) Randtiefe t [mm] Randtiefe t [mm] Walzdruck P=1 bar P=175 P=25 P=325 P=4 Walzdruck P=1 bar P=175 P=25 P=325 P=4 Seite 2
20 Gliederung 1 Motivation, Zielstellung und Vorgehensweise 2 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter 3 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse 4 Vorhersage des Randschichtzustands mit Hilfe der Ähnlichkeitsmechanik 5 Fazit und Ausblick Seite 21
21 Eigenspannung σ [MPa] s min /E [ - ] s min [MPa] Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Herleitung von dimensionslosen Kennzahlen Dimensionslose Kennzahlen Nach DoE signifikante Kennzahlen (siehe Punkt 2 der Gliederung) Autokorrelationsfunktion (exemplarisch für 42CrMo4).E+ Walzdruck [N/m²] Π 1 = f D Π 3 = d D Π 8 = p E Weniger signifikante Kennzahlen -1.16E E Π 2 = v E ρ Π 4 = Q E Π 5 = C E -3.48E E-3-96 Π 6 = R p,2 E Π 7 = HV E Π 9= Rz D -5.8E E E E E E+5-12 σ max σ σ min z min z z max Randzonentiefe t [µm] Druckkennzahl π 8 [ - ] Eigenspannung in Umfangsrichtung (x) σ y E = π ,649π 8,35 Eigenspannung in Achsrichtung (y) σ x E = 19954π ,999π 8,42 Seite 22

22 Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Integration des Produktansatzes in eine Datenbank Excel-Datenbank zur zeiteffizienten Vorhersage Seite 23
 Seite")
23 Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Vergleich der Ähnlichkeitsmechanik mit dem Simulationsmodell Auszug des Vorhersagediagramms der Excel-Datenbank Vorhergesagte Stützstellen mit der Ähnlichkeitsmechanik Simulierte Tiefenverläufe (Linienzüge) Seite 24
![Eigenspannung σ [MPa] Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Validierung der Ähnlichkeitsmechanik am Beispiel der Eigenspannungen Modell σ E σ E σ min E σ min E σ max](/docs-images/68/59871322/images/24-2.jpg "E HG3 P25 V11 1% -2% -5% -1% -41% -53% -5% -11% % / -3% -21% HG6 P1 V11 5% 1% 1% 12% -9% -34% -2% -25% -7% / 47% -3% HG6 P175 V11-1% -12% -8% -1% 43% 26% -2% 45% 9% -27% -29% 58% HG6 P25 V3-9% -3%")
24 Eigenspannung σ [MPa] Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Validierung der Ähnlichkeitsmechanik am Beispiel der Eigenspannungen Modell σ E σ E σ min E σ min E σ max E HG3 P25 V11 1% -2% -5% -1% -41% -53% -5% -11% % / -3% -21% HG6 P1 V11 5% 1% 1% 12% -9% -34% -2% -25% -7% / 47% -3% HG6 P175 V11-1% -12% -8% -1% 43% 26% -2% 45% 9% -27% -29% 58% HG6 P25 V3-9% -3% -6% -2% -58% -56% -6% -1% 3% 6% -3% -22% HG6 P25 V7-8% -2% -5% -1% -64% -56% -4% -11% 2% 6% -3% -22% HG6 P25 V11-1% -2% -6% -1% -46% -58% -5% -1% % 7% -3% -22% HG6 P25 V15-1% -3% -6% -2% -67% -58% -2% -1% % 6% -3% -22% HG6 P25 V2-11% -2% -6% -1% -57% -6% 3% -1% -92% 6% -3% -22% HG6 P325 V11 19% 16% 25% 17% -151% -89% 1% -1% -13% 12% 38% -22% HG6 P4 V11-3% -3% -4% -2% -13% -3% / 6% 2% -1% -1% -22% HG13 P25 V11-9% -2% -6% -1% -34% -23% 49% 44% % 7% -3% -22% σ max E z d z d z min d z min d z max d z max d σ max σ σ min z min z z max Randzonentiefe t [µm] Abweichung der Ähnlichkeitsmechanik von den Simulationsergebnissen Seite 25

25 Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Analyse der Übertragbarkeit der Prozesszielgrößen mit Hilfe der Kennzahlen Untersuchte Fragestellungen Können die Ergebnisse eines Festwalzprozesses von einem Werkstoff A auf einen anderen Werkstoff B übertragen werden? 42CrMo4 GGG6 Ergebnisse Können die Ergebnisse eines Festwalzprozesses auf ein gleiches Geometrieelement anderer Größendimension übertragen werden? Ergebnisse Können die Ergebnisse zwischen zwei verschiedenen Geometrieformen übertragen werden? Ergebnisse Seite 26
26 Vorhersage des Randschichtzustandes mit Hilfe der Ähnlichkeitsmechanik Analyse der Übertragbarkeit der Prozesszielgrößen mit Hilfe der Kennzahlen Analyse des Werkstoffs Die Ergebnisse sind übertragbar, wenn die relevanten Kennzahlen für die Beschreibung des Werkstoffs konstant gehalten werden: Analyse der Dimension Die Ergebnisse sind übertragbar, wenn die relevanten Kennzahlen für die Beschreibung der Dimension konstant gehalten werden: Analyse der Geometrie Die Ergebnisse sind übertragbar, wenn die relevante Kennzahl für die Beschreibung des Ersatzkrümmungsradius konstant gehalten wird: Π 6 = R p,2 E Π 8 = p E Π 1 = f D Π 3 = d D Π 3 = d D Hertz k d Schlussfolgerung Zielkonflikt: Π 6 kann nicht konstant gehalten werden Festwalzergebnisse können zwischen zwei verschiedenen Werkstoffen nur übertragen werden, wenn ihre Werkstoffkennwerte, vor allem E-Modul und R p,2, gleich sind. partielle Ähnlichkeit Schlussfolgerung Festwalzergebnisse können zwischen zwei Geometrieelementen unterschiedlicher Dimension vollständig übertragen werden Hierzu muss bei Variation der Dimension lediglich der Kugeldurchmesser und der Walzvorschub verändert werden. Schlussfolgerung Festwalzergebnisse können zwischen zwei unterschiedlichen Geometrieformen in Theorie vollständig übertragen werden, siehe Hertz: P Hertz = 3 6 π³ E 1 ν² 2 F 1 d 1 ± 1 d P Hertz = x 1 F k 2 Seite 27
27 Gliederung 1 Motivation, Zielstellung und Vorgehensweise 2 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter 3 Aufbau und Verifizierung des FE-Modells und Analyse der Simulationsergebnisse 4 Vorhersage des Randschichtzustands mit Hilfe der Ähnlichkeitsmechanik 5 Fazit und Ausblick Seite 28

28 Lastbreite L (log) Fazit und Ausblick Fazit Die FEM ist grundsätzlich in der Lage, den Festwalzprozess quantitativ abzubilden Anhand der simulativ ermittelten Datenbasis für die betrachteten Versuchskörper konnte eine Korrelation zwischen Prozesseingangs- und Prozessausgangsgrößen mit Hilfe der Methoden der Ähnlichkeitsmechanik für die untersuchten Werkstoffe 42CrMo4, GGG6 und IN718 abgeleitet werden Hierdurch sind zeiteffiziente Aussagen über die Eigenschaften Eigenspannungen und Umformgrad in der Randschicht möglich Die Validität der Vorhersagekenngrößen ist nur bei Variation der signifikanten Parameter Druck und Kugeldurchmesser in den untersuchten Prozessgrenzen gegeben (1 < Druck [bar] < 4) (3 < Kugeldurchmesser [mm] < 13) Ausblick Aktuelle Forschungsvorhaben haben zum Inhalt mit Hilfe der Methoden der Ähnlichkeitsmechanik eine Korrelation zwischen den Eigenschaften der Randschicht (Eigenspannungen, Kaltverfestigung und Oberflächengüte) und der Dauerfestigkeit zu entwickeln Hierdurch könnten aufwendige experimentelle und numerische Dauerschwingversuche eingespart werden K Z D Schwingspielzahl N (log) K: Kurzzeitfestigkeit Z: Zeitfestigkeit D: Dauerfestigkeit σ Mises +4 Randschicht 1 Randschicht 2 Seite 29
29 F v K max ω K r ω k r R ω RP v K v t v K Vielen Dank für Ihre Aufmerksamkeit Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth Gruppe Umformende Fertigungsverfahren Werkzeugmaschinenlabor WZL der RWTH Aachen ( / * D.Trauth@wzl.rwth-aachen.de Seite 3
30 Backup Seite 31
31 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsergebnisse: Kaltverfestigung an 42CrMo4 Prozesszielgrößen Prozesseingangsgrößen Proben Härte H [HRC] Härtezuwachs ΔH [HRC] Walzdruck p [bar] Werkzeug D [mm] Überdeckung Ü [%] -B-42CrMo HG6 3 -B-42CrMo HG6 8 -B-42CrMo HG13 8 -B-42CrMo HG6 3 -B-42CrMo HG13 3 -B-42CrMo HG6 8 -B-42CrMo HG13 3 -B-42CrMo HG13 8 Seite 32
32 Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Versuchsergebnisse: Oberflächenrauheit bei 42CrMo4 Prozesszielgrößen Prozesseingangsgrößen Proben R a [µm] R Z [µm] Walzdruck p [bar] Werkzeug D [mm] Überdeckung Ü [%] -B-42CrMo HG13 8 -B-42CrMo HG13 3 -B-42CrMo HG13 8 -B-42CrMo HG13 3 -B-42CrMo HG6 8 -B-42CrMo HG6 8 -B-42CrMo HG6 3 -B-42CrMo HG6 3 Seite 33
33 Prozessparameter Eigenspannungen σ [MPa] Eigenspannungen σ [MPa] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Identifikation der Hauptparameter der Eigenspannungen (längs) A 42CrMo4 GGG6 IN718 Haupteffektdiagramm -1-3 Walzdruck -1-3 Werkzeugdurchmesser B C bar -9 HG6 HG13 mm D -1 Überdeckung -1 Walzgeschwindigkeit AB -3-3 AC AD CrMo4,3,8 % IN mm/s Effekt 42CrMo4 GGG6 IN718 Haupteffekte 42CrMo4 GGG6 IN718 A B Walzdruck Werkzeugdurchmesser C D Überdeckung Walzgeschwindigkeit Seite 34
34 Prozessparameter Kaltverfestigung PEEQ [-] Kaltverfestigung PEEQ [-] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Identifikation der Hauptparameter der Kaltverfestigung A 42CrMo4 GGG6 IN718 Haupteffektdiagramm 6 5 Walzdruck 6 5 Werkzeugdurchmesser B C bar 2 HG6 HG13 mm D AB Überdeckung 42CrMo4 IN Walzgeschwindigkeit 42CrMo4 IN718 AC 3 3 GGG6 AD 2,3,8 % mm/s Effekt 42CrMo4 GGG6 IN718 Haupteffekte 42CrMo4 GGG6 IN718 A B Walzdruck Werkzeugdurchmesser C D Überdeckung Walzgeschwindigkeit Seite 35
35 Rauheit Rz [µm] Prozessparameter Rauhheit Rz [µm] Experimentelle Versuchsdurchführung und Identifikation der Hauptparameter Identifikation der Hauptparameter der Oberflächenrauheit Haupteffektdiagramm Walzdruck Werkzeugdurchmesser A 42CrMo4 GGG6 IN B 1 1 C 1 4 bar HG6 HG13 mm D 2 Überdeckung 2 Walzgeschwindigkeit AB 1 1 AC IN718 IN718 AD,3,8 % 7 15 mm/s Effekt 42CrMo4 GGG6 IN718 Haupteffekte 42CrMo4 GGG6 IN718 A B Walzdruck Werkzeugdurchmesser C D Überdeckung Walzgeschwindigkeit Seite 36
Fahrradrahmen. Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt.
 Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften des Rahmenrohres
Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften des Rahmenrohres
Festigkeit und Härte
 Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
Rechnergestützte Vorhersage der Kaltrisssicherheit laserstrahlgeschweißter Bauteile aus hochfesten Stählen
 Rechnergestützte Vorhersage der Kaltrisssicherheit laserstrahlgeschweißter Bauteile aus hochfesten Stählen AiF-Forschungsvorhaben IGF-Nr: 16.441 BG / DVS-Nr. I2.004 Laufzeit: 01.12.2009-30.06.2012 Forschungsstelle
Rechnergestützte Vorhersage der Kaltrisssicherheit laserstrahlgeschweißter Bauteile aus hochfesten Stählen AiF-Forschungsvorhaben IGF-Nr: 16.441 BG / DVS-Nr. I2.004 Laufzeit: 01.12.2009-30.06.2012 Forschungsstelle
Giessereitag 2014: Optimierung von Gusssimulationen für Niederdruckguss von Messingwerkstoffen. Pascal Dessarzin, 14. April 2014
 Giessereitag 2014: Optimierung von Gusssimulationen für Niederdruckguss von Messingwerkstoffen Pascal Dessarzin, 14. April 2014 Inhalt: Einleitung Das Projekt im Überblick Motivation Gusssimulationen Gusssimulationen
Giessereitag 2014: Optimierung von Gusssimulationen für Niederdruckguss von Messingwerkstoffen Pascal Dessarzin, 14. April 2014 Inhalt: Einleitung Das Projekt im Überblick Motivation Gusssimulationen Gusssimulationen
Herausforderungen bei der Ermittlung von Werkstoffkennwerten in der Blechumformung
 Herausforderungen bei der Ermittlung von Werkstoffkennwerten in der Blechumformung Dr. Stefan Meinel Dipl.-Ing. Christian Scheffler Dipl.-Ing. Katja Silbermann Kontakt: Katja Silbermann Fraunhofer Institut
Herausforderungen bei der Ermittlung von Werkstoffkennwerten in der Blechumformung Dr. Stefan Meinel Dipl.-Ing. Christian Scheffler Dipl.-Ing. Katja Silbermann Kontakt: Katja Silbermann Fraunhofer Institut
Versuchstechnische Ermittlung der Querdruckkenngrößen von Brettsperrholz
 Graz, 4. Juni 2008 Präsentation der Diplomarbeit Versuchstechnische Ermittlung der Querdruckkenngrößen von Brettsperrholz Ylli HALILI Institut für Holzbau und Holztechnologie Technische Universität Graz
Graz, 4. Juni 2008 Präsentation der Diplomarbeit Versuchstechnische Ermittlung der Querdruckkenngrößen von Brettsperrholz Ylli HALILI Institut für Holzbau und Holztechnologie Technische Universität Graz
Zugversuch. 1. Aufgabe. , A und Z! Bestimmen Sie ihre Größe mit Hilfe der vorliegenden Versuchsergebnisse! Werkstoffkennwerte E, R p0,2.
 1. Aufgabe An einem Proportionalstab aus dem Stahl X3CrNi2-32 mit rechteckigem Querschnitt im Messbereich (a 6,7 mm; b 3 mm; L 8mm) wurde in einem das dargestellte Feindehnungs- bzw. Grobdehnungsdiagramm
1. Aufgabe An einem Proportionalstab aus dem Stahl X3CrNi2-32 mit rechteckigem Querschnitt im Messbereich (a 6,7 mm; b 3 mm; L 8mm) wurde in einem das dargestellte Feindehnungs- bzw. Grobdehnungsdiagramm
Simulation virtueller Gemeinschaften
 Mittwoch, 13. Juni 2001 Vortrag im Rahmen des Seminars Wissensorganisation in Kulturwissenschaft und Informatik im SS 2001 Simulation virtueller Gemeinschaften Rheinisch-Westfa lische Technische Hochschule
Mittwoch, 13. Juni 2001 Vortrag im Rahmen des Seminars Wissensorganisation in Kulturwissenschaft und Informatik im SS 2001 Simulation virtueller Gemeinschaften Rheinisch-Westfa lische Technische Hochschule
Zugversuch. Zugversuch. Vor dem Zugversuch. Verlängerung ohne Einschnürung. Beginn Einschnürung. Probestab. Ausgangsmesslänge L 0 L L L L
 Zugversuch Zugversuch Vor dem Zugversuch Verlängerung ohne Einschnürung Beginn Einschnürung Bruch Zerrissener Probestab Ausgangsmesslänge L 0 Verlängerung L L L L Verformung der Zugprobe eines Stahls mit
Zugversuch Zugversuch Vor dem Zugversuch Verlängerung ohne Einschnürung Beginn Einschnürung Bruch Zerrissener Probestab Ausgangsmesslänge L 0 Verlängerung L L L L Verformung der Zugprobe eines Stahls mit
Zugversuch. Laborskript für WP-14 WS 13/14 Zugversuch. 1) Theoretische Grundlagen: Seite 1
 Theoretische Grundlagen: Seite 1") Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
Aufbau eines adaptiven Regelungssystems für das Einlippenbohren. Dipl.-Ing. Guido Wirtz Robert Seidner Werkzeugmaschinenlabor WZL RWTH Aachen
 Aufbau eines adaptiven Regelungssystems für das Einlippenbohren Dipl.-Ing. Guido Wirtz Robert Seidner Werkzeugmaschinenlabor WZL RWTH Aachen Produktionstechnik am Standort Aachen RWTH Aachen gegründet
Aufbau eines adaptiven Regelungssystems für das Einlippenbohren Dipl.-Ing. Guido Wirtz Robert Seidner Werkzeugmaschinenlabor WZL RWTH Aachen Produktionstechnik am Standort Aachen RWTH Aachen gegründet
Wie man leicht erkennen kann, steigt die Anzahl notwendiger Versuche zur Basis 2 bei jeder Modellerweiterung um einen weiteren Faktor.
 Ziel Prinzip Bestimmung der relevanten Einflussgrößen und Effekte unabhängiger Eingangsvariablen auf das Ergebnis eines Produktes oder Prozess mit einem Minimum an Versuchsaufwand. DoE (Design of Experiment)
Ziel Prinzip Bestimmung der relevanten Einflussgrößen und Effekte unabhängiger Eingangsvariablen auf das Ergebnis eines Produktes oder Prozess mit einem Minimum an Versuchsaufwand. DoE (Design of Experiment)
Eigenspannungen berechnen mit Hilfe der Schweißsimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Ermittlung umformtechnischer Kennwerte FKZ: 033R027A. Ressourceneffiziente Formgebungsverfahren für Titan und hochwarmfeste Legierungen
 Arbeitspapier Ermittlung umformtechnischer Kennwerte FKZ: 033R027A Ressourceneffiziente Formgebungsverfahren für Titan und hochwarmfeste Legierungen Koordination Fraunhofer Institut für Werkzeugmaschinen
Arbeitspapier Ermittlung umformtechnischer Kennwerte FKZ: 033R027A Ressourceneffiziente Formgebungsverfahren für Titan und hochwarmfeste Legierungen Koordination Fraunhofer Institut für Werkzeugmaschinen
Metallische Werkstoffe. Zugversuch. Teil 1: Prüfverfahren bei Raumtemperatur /1/
 Metallische Werkstoffe Zugversuch Teil 1: Prüfverfahren bei Raumtemperatur /1/ I Grundlagen: Der Zugversuch ist der wichtigste Versuch in der Werkstoffprüfung. Mit diesem Prüfverfahren werden Festigkeitskennwerte
Metallische Werkstoffe Zugversuch Teil 1: Prüfverfahren bei Raumtemperatur /1/ I Grundlagen: Der Zugversuch ist der wichtigste Versuch in der Werkstoffprüfung. Mit diesem Prüfverfahren werden Festigkeitskennwerte
Forschungsbericht. Bemessungsmodell für die Ermüdungsbeanspruchung bei schwingungsanfälligen turmartigen Bauwerken aus Stahlbeton und Spannbeton
 Forschungsbericht Nr. 0514 Bemessungsmodell für die Ermüdungsbeanspruchung bei schwingungsanfälligen turmartigen Bauwerken aus Stahlbeton und Spannbeton DIBt ZP 52-5-3.85-1103/04 Zusammenfassung und Wertung
Forschungsbericht Nr. 0514 Bemessungsmodell für die Ermüdungsbeanspruchung bei schwingungsanfälligen turmartigen Bauwerken aus Stahlbeton und Spannbeton DIBt ZP 52-5-3.85-1103/04 Zusammenfassung und Wertung
Zustandsüberwachung mit Monitorstrukturen
 Zustandsüberwachung mit Monitorstrukturen Fraunhofer IZM, Berlin olaf.bochow-ness@izm.fraunhofer.de +49 30 464 03 218 Seite 1 Motivation zur Zustandsüberwachung Beurteilung des Zustands / der Zuverlässigkeit
Zustandsüberwachung mit Monitorstrukturen Fraunhofer IZM, Berlin olaf.bochow-ness@izm.fraunhofer.de +49 30 464 03 218 Seite 1 Motivation zur Zustandsüberwachung Beurteilung des Zustands / der Zuverlässigkeit
Laserschneiddüsen. CFD-Simulation der Wechselwirkung zwischen einer supersonischen Düsenströmung und einem festen Werkstück
 Laserschneiddüsen CFD-Simulation der Wechselwirkung zwischen einer supersonischen Düsenströmung und einem festen Werkstück Herr J. A. Comps Herr Dr. M. Arnal Herr Prof. Dr. K. Heiniger Frau Dr. I. Dohnke
Laserschneiddüsen CFD-Simulation der Wechselwirkung zwischen einer supersonischen Düsenströmung und einem festen Werkstück Herr J. A. Comps Herr Dr. M. Arnal Herr Prof. Dr. K. Heiniger Frau Dr. I. Dohnke
I. Prüfobjekt und Prüfmerkmale für die Endprüfung Lagerstift was zu prüfen ist
 Industrielles Beispiel für die Erarbeitung eines Prüfplanes Für die Qualitätsprüfung des Lagerstiftes (laut Prüfskizze) ist ein Prüfplan zu erarbeiten. Die Herstellung des Lagerstiftes erfolgt an einem
Industrielles Beispiel für die Erarbeitung eines Prüfplanes Für die Qualitätsprüfung des Lagerstiftes (laut Prüfskizze) ist ein Prüfplan zu erarbeiten. Die Herstellung des Lagerstiftes erfolgt an einem
Institut für Computational Engineering ICE. N ä h e r d ra n a m S ys t e m d e r Te c h n i k d e r Z u ku n f t. w w w. n t b.
 Institut für Computational Engineering ICE N ä h e r d ra n a m S ys t e m d e r Te c h n i k d e r Z u ku n f t w w w. n t b. c h Rechnen Sie mit uns Foto: ESA Das Institut für Computational Engineering
Institut für Computational Engineering ICE N ä h e r d ra n a m S ys t e m d e r Te c h n i k d e r Z u ku n f t w w w. n t b. c h Rechnen Sie mit uns Foto: ESA Das Institut für Computational Engineering
14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch
 14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch Analog zu den Untersuchungen an LDPE in Kap. 6 war zu untersuchen, ob auch für die Hochtemperatur-Thermoplaste aus
14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch Analog zu den Untersuchungen an LDPE in Kap. 6 war zu untersuchen, ob auch für die Hochtemperatur-Thermoplaste aus
Untersuchung des Gefügeeinflusses auf das plastische Verformungsverhalten gekerbter cp-titan Proben
 Untersuchung des Gefügeeinflusses auf das plastische Verformungsverhalten gekerbter cp-titan Proben Claudia Kühn, Christoph Ruffing, Tobias Junker, Eberhard Kerscher Arbeitsgruppe Werkstoffprüfung (AWP),
Untersuchung des Gefügeeinflusses auf das plastische Verformungsverhalten gekerbter cp-titan Proben Claudia Kühn, Christoph Ruffing, Tobias Junker, Eberhard Kerscher Arbeitsgruppe Werkstoffprüfung (AWP),
Ermitteln von Materialparametern aus Bauteilversuchen
 5. HyperWorks Anwendertreffen für Hochschulen (26. Nov. 2010) Ermitteln von Materialparametern aus Bauteilversuchen Manuel Roth, FH Giessen-Friedberg Prof. Dr.-Ing. Stefan Kolling, FH Giessen-Friedberg
5. HyperWorks Anwendertreffen für Hochschulen (26. Nov. 2010) Ermitteln von Materialparametern aus Bauteilversuchen Manuel Roth, FH Giessen-Friedberg Prof. Dr.-Ing. Stefan Kolling, FH Giessen-Friedberg
5. Versuchsvorbereitung
 5. Versuchsvorbereitung 5.1. Welche charakteristischen Merkmale besitzen Folien-DMS im Vergleich zu anderen DMS? Folien-DMS bestehen aus sehr dünn gewalzten Metallfolien (häufig Konstantan oder eine Ni-Cr-Legierung
5. Versuchsvorbereitung 5.1. Welche charakteristischen Merkmale besitzen Folien-DMS im Vergleich zu anderen DMS? Folien-DMS bestehen aus sehr dünn gewalzten Metallfolien (häufig Konstantan oder eine Ni-Cr-Legierung
Materialdatenblatt. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Ti6Al4V-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Ti6Al4V-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
Kolloquium zur Bachelorarbeit Alain-B. Nsiama-Leyame 567830 Bachelorstudiengang Produktentwicklung und Produktion WS 2015 / 2016
 Strukturanalyse einer mittels Rapid-Prototyping gefertigten Pelton-Turbinenschaufel - grundlegende Festigkeitsanalysen sowie Überlegungen zu Materialkennwerten Kolloquium zur Bachelorarbeit Alain-B. Nsiama-Leyame
Strukturanalyse einer mittels Rapid-Prototyping gefertigten Pelton-Turbinenschaufel - grundlegende Festigkeitsanalysen sowie Überlegungen zu Materialkennwerten Kolloquium zur Bachelorarbeit Alain-B. Nsiama-Leyame
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Festigkeitskennwerte in Dickenrichtung zur Versagensberechnung von CFK- Augenverbindungen
 Festigkeitskennwerte in Dickenrichtung zur Versagensberechnung von CFK- Augenverbindungen M. Hoffmann, K. Zimmermann, B. Bautz, P. Middendorf Leichtbau Seminar, München, 26.11.214 Der Konzern European
Festigkeitskennwerte in Dickenrichtung zur Versagensberechnung von CFK- Augenverbindungen M. Hoffmann, K. Zimmermann, B. Bautz, P. Middendorf Leichtbau Seminar, München, 26.11.214 Der Konzern European
Einführung in die Dehnungsmessstreifen- (DMS) Technik
 Technik") Einführung in die Dehnungsmessstreifen- (DMS Technik Stand: 26.06.07, kb-straingage-1 ME-Meßsysteme GmbH Neuendorfstr. 18a Tel.: +49 3302 559 282 D-16761Hennigsdorf Fax: +49 3302 559 141 Inhaltsverzeichnis
Einführung in die Dehnungsmessstreifen- (DMS Technik Stand: 26.06.07, kb-straingage-1 ME-Meßsysteme GmbH Neuendorfstr. 18a Tel.: +49 3302 559 282 D-16761Hennigsdorf Fax: +49 3302 559 141 Inhaltsverzeichnis
Leistungssteigerung der Produktionssteuerung durch die Einbeziehung von Systemeffekten
 Leistungssteigerung der Produktionssteuerung durch die Einbeziehung von Systemeffekten Forum Junge Spitzenforscher und Mittelstand 9. November 2011 auf dem Petersberg Dipl.-Wirt. Ing. Christina Thomas
Leistungssteigerung der Produktionssteuerung durch die Einbeziehung von Systemeffekten Forum Junge Spitzenforscher und Mittelstand 9. November 2011 auf dem Petersberg Dipl.-Wirt. Ing. Christina Thomas
1 Versuchsziel und Anwendung. 2 Grundlagen und Formelzeichen
 Versuch: 1 Versuchsziel und Anwendung Zugversuch Beim Zugversuch werden eine oder mehrere Festigkeits- oder Verformungskenngrößen bestimmt. Er dient zur Ermittlung des Werkstoffverhaltens bei einachsiger,
Versuch: 1 Versuchsziel und Anwendung Zugversuch Beim Zugversuch werden eine oder mehrere Festigkeits- oder Verformungskenngrößen bestimmt. Er dient zur Ermittlung des Werkstoffverhaltens bei einachsiger,
BEITRÄGE ZUR UMFORMTECHNIK
 BEITRÄGE ZUR UMFORMTECHNIK Herausgeber: Prof. Dr.-Ing. Mathias Liewald MBA Institut für Umformtechnik/Universität Stuttgart DGM Informationsgesellschaft.Verlag Systematik zur Robustheitsanalyse von Umformprozessen
BEITRÄGE ZUR UMFORMTECHNIK Herausgeber: Prof. Dr.-Ing. Mathias Liewald MBA Institut für Umformtechnik/Universität Stuttgart DGM Informationsgesellschaft.Verlag Systematik zur Robustheitsanalyse von Umformprozessen
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C
 1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
Experimentelle Spannungsanalyse zum Tragverhalten von historischen Kreuzgewölben
 Experimentelle Spannungsanalyse zum Tragverhalten von historischen Kreuzgewölben Veranlassung In der Folge von spontanen Gebäudeeinstürzen, unter anderem auch eines Kirchengewölbes, in den letzten Jahren,
Experimentelle Spannungsanalyse zum Tragverhalten von historischen Kreuzgewölben Veranlassung In der Folge von spontanen Gebäudeeinstürzen, unter anderem auch eines Kirchengewölbes, in den letzten Jahren,
Kraftmessung an einer Slackline
 Florian Hairer 1, Demian Geyer 2 Kraftmessung an einer Slackline Experimentelle Bestimmung von Kräften in einem Slacklinesystem mittels Dehnmessstreifen (DMS) 1 Christian-Doppler-Laboratorium für Werkstoffmechanik
Florian Hairer 1, Demian Geyer 2 Kraftmessung an einer Slackline Experimentelle Bestimmung von Kräften in einem Slacklinesystem mittels Dehnmessstreifen (DMS) 1 Christian-Doppler-Laboratorium für Werkstoffmechanik
Dreidimensionale transient thermische Analyse eines Lineardirektantriebs mit MAXWELL und
 Dreidimensionale transient thermische Analyse eines Lineardirektantriebs mit MAXWELL und ANSYS Dipl.-Ing. Matthias Ulmer, Prof. Dr.-Ing. Wolfgang Schinköthe Universität Stuttgart, Institut für Konstruktion
Dreidimensionale transient thermische Analyse eines Lineardirektantriebs mit MAXWELL und ANSYS Dipl.-Ing. Matthias Ulmer, Prof. Dr.-Ing. Wolfgang Schinköthe Universität Stuttgart, Institut für Konstruktion
Konstruktionsbüro Hein GmbH
 Verzug kontrolliert vermeiden Einleitung: Ohne Geometrieoptimierung zeigen Bauteile aus Kunststoff oft einen hohen Verzug Eine Geometrieoptimierung reduziert den Verzug und die Bauteilspannungen. Die Überarbeitung
Verzug kontrolliert vermeiden Einleitung: Ohne Geometrieoptimierung zeigen Bauteile aus Kunststoff oft einen hohen Verzug Eine Geometrieoptimierung reduziert den Verzug und die Bauteilspannungen. Die Überarbeitung
im Auftrag der Firma Schöck Bauteile GmbH Dr.-Ing. M. Kuhnhenne
 Institut für Stahlbau und Lehrstuhl für Stahlbau und Leichtmetallbau Univ. Prof. Dr.-Ing. Markus Feldmann Mies-van-der-Rohe-Str. 1 D-52074 Aachen Tel.: +49-(0)241-8025177 Fax: +49-(0)241-8022140 Bestimmung
Institut für Stahlbau und Lehrstuhl für Stahlbau und Leichtmetallbau Univ. Prof. Dr.-Ing. Markus Feldmann Mies-van-der-Rohe-Str. 1 D-52074 Aachen Tel.: +49-(0)241-8025177 Fax: +49-(0)241-8022140 Bestimmung
Optimierung Design und Test einer hoch verformbaren adaptiven Flügelvorderkante
 Optimierung Design und Test einer hoch verformbaren adaptiven Flügelvorderkante Anton Rudenko DLR Wissenschaftstag 2015 07. Oktober 2015 Braunschweig, Deutschland DLR.de Chart 2 Gliederung Motivation und
Optimierung Design und Test einer hoch verformbaren adaptiven Flügelvorderkante Anton Rudenko DLR Wissenschaftstag 2015 07. Oktober 2015 Braunschweig, Deutschland DLR.de Chart 2 Gliederung Motivation und
Funktionale Mikrostrukturen auf Folien und Bauteilen
 Funktionale Mikrostrukturen auf Folien und Bauteilen Hochschule trifft Mittelstand 13. Juli 2011 IKV Campus Melaten, Aachen Dipl.-Ing. Maximilian Schöngart Gliederung Einleitung und Motivation Variothermes
Funktionale Mikrostrukturen auf Folien und Bauteilen Hochschule trifft Mittelstand 13. Juli 2011 IKV Campus Melaten, Aachen Dipl.-Ing. Maximilian Schöngart Gliederung Einleitung und Motivation Variothermes
Thermische und statische Analysen zur Beurteilung der Tragfähigkeit im Brandfall
 Hans-Weigel-Str. 2b 04319 Leipzig Telefon: 0341 6582-186 Thermische und statische Analysen zur Beurteilung der Tragfähigkeit im Brandfall Validierung numerischer Berechnungen Projekt Nr.: 6.1/13-010 Berechnete
Hans-Weigel-Str. 2b 04319 Leipzig Telefon: 0341 6582-186 Thermische und statische Analysen zur Beurteilung der Tragfähigkeit im Brandfall Validierung numerischer Berechnungen Projekt Nr.: 6.1/13-010 Berechnete
von Werkstoffkennwerten
 9.4 Werkstoffkennwerte Stoffgesetze Das Werkstoffverhalten wird durch Werkstoffkennwerte beschrieben, deren experimentelle Ermittlung Gegenstand der Werkstoffkunde ist. Als Stoffgesetze bezeichnet man
9.4 Werkstoffkennwerte Stoffgesetze Das Werkstoffverhalten wird durch Werkstoffkennwerte beschrieben, deren experimentelle Ermittlung Gegenstand der Werkstoffkunde ist. Als Stoffgesetze bezeichnet man
FKPE, 11. Workshop. Geomechanische. Andreas Henk. Albert-Ludwigs-Universität Freiburg henk@uni-freiburg.de
 FKPE, 11. Workshop Hannover, 6. + 7. Oktober 2011 Geomechanische Lagerstättenmodelle Methoden und Prognosepotential Andreas Henk Institut t für Geowissenschaften Geologie Albert-Ludwigs-Universität Freiburg
FKPE, 11. Workshop Hannover, 6. + 7. Oktober 2011 Geomechanische Lagerstättenmodelle Methoden und Prognosepotential Andreas Henk Institut t für Geowissenschaften Geologie Albert-Ludwigs-Universität Freiburg
Der Einfluss der Belastungsgeschwindigkeit im Zugversuch auf die Anforderungen an die Messtechnik und auf das Probenverhalten
 Der Einfluss der Belastungsgeschwindigkeit im Zugversuch auf die Anforderungen an die Messtechnik und auf das Probenverhalten Ralf Häcker, Peter Wossidlo Bundesanstalt für Materialforschung und prüfung
Der Einfluss der Belastungsgeschwindigkeit im Zugversuch auf die Anforderungen an die Messtechnik und auf das Probenverhalten Ralf Häcker, Peter Wossidlo Bundesanstalt für Materialforschung und prüfung
Alle WGKT-Empfehlungen können unter www.wgkt.de eingesehen und heruntergeladen werden.
 WGKT-Empfehlung Betriebswirtschaftliche Kennzahlen von Krankenhäusern Stand: 05.11.2009 Arbeitskreismitglieder: Prof. Dr. K. Lennerts (Leitung), Karlsruhe; Prof. Dr. C. Hartung, Hannover; Dr. T. Förstemann,
WGKT-Empfehlung Betriebswirtschaftliche Kennzahlen von Krankenhäusern Stand: 05.11.2009 Arbeitskreismitglieder: Prof. Dr. K. Lennerts (Leitung), Karlsruhe; Prof. Dr. C. Hartung, Hannover; Dr. T. Förstemann,
Ergebnisse zu deren Festigkeitskennwerten vor. Es soll daher eine grundlegende Basis zur Be
 m&wmmammmmmiämmm\iwm\tmim2 FVA-Nr. 610 I Zahnradstähle weltweit FVA-Heft Nr. 1042 Tag der Drucklegung: 03.12.2012 Zahnradstähle weltweit Thema: Referenzwerte zur Zahnradtragfähigkeit moderner Zahnradstähle
m&wmmammmmmiämmm\iwm\tmim2 FVA-Nr. 610 I Zahnradstähle weltweit FVA-Heft Nr. 1042 Tag der Drucklegung: 03.12.2012 Zahnradstähle weltweit Thema: Referenzwerte zur Zahnradtragfähigkeit moderner Zahnradstähle
Simulation und Optimierung der Ultraschallprüfung von Composite-Bauteilen Ein Anwendungsbeispiel. Martin Spies
 Simulation und Optimierung der Ultraschallprüfung von Composite-Bauteilen Ein Anwendungsbeispiel +composites SAAR Saarbrücken, 6. Mai 2014 Martin Spies Ultraschall-Imaging Abteilung Bildverarbeitung Fraunhofer-Institut
Simulation und Optimierung der Ultraschallprüfung von Composite-Bauteilen Ein Anwendungsbeispiel +composites SAAR Saarbrücken, 6. Mai 2014 Martin Spies Ultraschall-Imaging Abteilung Bildverarbeitung Fraunhofer-Institut
qualität von Spannuten
 Leibniz Universität Hannover Institut für Fertigungstechnik und maschinen Verbesserung der Oberflächen- qualität von Spannuten Niklas Kramer Hannover, 11. Juli 28 Leibniz Universität Hannover, IFW REM-Aufnahme
Leibniz Universität Hannover Institut für Fertigungstechnik und maschinen Verbesserung der Oberflächen- qualität von Spannuten Niklas Kramer Hannover, 11. Juli 28 Leibniz Universität Hannover, IFW REM-Aufnahme
Werkstoffkunde Protokoll Zugversuch
 Werkstoffkunde Protokoll Zugversuch Abs Patrick Zeiner W 99 MB An Dr.Mensch Oppenheimer Str.31 Institut für 55130 Mainz Werkstoffwissenschaften Patrick_Zeiner@Web.de 01062 Dresden Tel 0172-410-8738 Tel
Werkstoffkunde Protokoll Zugversuch Abs Patrick Zeiner W 99 MB An Dr.Mensch Oppenheimer Str.31 Institut für 55130 Mainz Werkstoffwissenschaften Patrick_Zeiner@Web.de 01062 Dresden Tel 0172-410-8738 Tel
HAW Hamburg. Einführungs-Laborpraktikum. Versuch E10: Spannungsoptische Experimente. Labor für Maschinenelemente und Tribologie
 MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Labor für Maschinenelemente und Tribologie S11 Dipl.-Ing. Snezhana Kolarova Dipl.-Ing. Niels Eiben Dipl.-Ing. Thomas
MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Labor für Maschinenelemente und Tribologie S11 Dipl.-Ing. Snezhana Kolarova Dipl.-Ing. Niels Eiben Dipl.-Ing. Thomas
Nanoday 2008 25.09.2008 S. Passinger, R. Kiyan, C. Reinhardt, A. Seidel und B. Chichkov
 Zwei-Photonen Polymerisation und ihre Anwendung in der Plasmonik Nanoday 2008 25.09.2008 S. Passinger, R. Kiyan, C. Reinhardt, A. Seidel und B. Chichkov Gliederung Zwei-Photonen Polymerisation Oberflächen
Zwei-Photonen Polymerisation und ihre Anwendung in der Plasmonik Nanoday 2008 25.09.2008 S. Passinger, R. Kiyan, C. Reinhardt, A. Seidel und B. Chichkov Gliederung Zwei-Photonen Polymerisation Oberflächen
Preise für die Eindringkörper nach Vickers gemäß DIN EN ISO 6507-2 und nach Knoop gemäß DIN EN ISO 4545 mit DKD-Kalibrierschein (Stand: 2014-08-01)
") Preise für die nach Vickers gemäß DIN EN ISO 6507-2 und nach Knoop gemäß DIN EN ISO 4545 mit (Stand: 2014-08-01) form DIN EN ISO 6507-2 für industrielle Anwender HV0,01 HV0,2 HV5 16; 17; 19; 23 Vickers
Preise für die nach Vickers gemäß DIN EN ISO 6507-2 und nach Knoop gemäß DIN EN ISO 4545 mit (Stand: 2014-08-01) form DIN EN ISO 6507-2 für industrielle Anwender HV0,01 HV0,2 HV5 16; 17; 19; 23 Vickers
Technologieentwicklung durch Verknüpfung von Simulation und Experiment
 Nano -Meltblown-Fasern: Technologieentwicklung durch Verknüpfung von Simulation und Experiment Till Batt (ITV Denkendorf) Dr. Dietmar Hietel (Fraunhofer ITWM, Kaiserslautern) 7. November 2012 1 Inhalt
Nano -Meltblown-Fasern: Technologieentwicklung durch Verknüpfung von Simulation und Experiment Till Batt (ITV Denkendorf) Dr. Dietmar Hietel (Fraunhofer ITWM, Kaiserslautern) 7. November 2012 1 Inhalt
Abb. 1 Akustikprüfstand, gemessene Geschwindigkeitsprofile hinter der Mehrlochblende (links); Spektrogramm der Mehrlochblende (rechts)
; Spektrogramm der Mehrlochblende (rechts)") IGF-Vorhaben Nr. 17261 N/1 Numerische Berechnung des durch Turbulenz erzeugten Innenschalldruckpegels von Industriearmaturen auf der Basis von stationären Strömungsberechnungen (CFD) Die Vorhersage der
IGF-Vorhaben Nr. 17261 N/1 Numerische Berechnung des durch Turbulenz erzeugten Innenschalldruckpegels von Industriearmaturen auf der Basis von stationären Strömungsberechnungen (CFD) Die Vorhersage der
Die Finite Elemente Methode (FEM) gibt es seit über 50 Jahren
 gibt es seit über 50 Jahren") Die Finite Elemente Methode (FEM) gibt es seit über 50 Jahren Aber es gibt bis heute kein Regelwerk oder allgemein gültige Vorschriften/Normen für die Anwendung von FEM-Analysen! Es gibt nur sehr vereinzelt
Die Finite Elemente Methode (FEM) gibt es seit über 50 Jahren Aber es gibt bis heute kein Regelwerk oder allgemein gültige Vorschriften/Normen für die Anwendung von FEM-Analysen! Es gibt nur sehr vereinzelt
Nichtlineare Finite Elemente Simulation mit dem neuen CATIA V5 ANL - Modul. MIVP Ass. Prof. Dr. Manfred Grafinger
 Nichtlineare Finite Elemente Simulation mit dem neuen CATIA V5 ANL - Modul MIVP Ass. Prof. Dr. Manfred Grafinger Vorschau auf den Inhalt Kurze Vorstellung IKL, MIVP Warum nichtlineare FE-Analysen? Ablauf
Nichtlineare Finite Elemente Simulation mit dem neuen CATIA V5 ANL - Modul MIVP Ass. Prof. Dr. Manfred Grafinger Vorschau auf den Inhalt Kurze Vorstellung IKL, MIVP Warum nichtlineare FE-Analysen? Ablauf
Modellversuch zur Nutzung von Umgebungswärme mit der Peltier-Wärmepumpe ENT 7.3
 Modellversuch zur Nutzung von Umgebungswärme ENT Schlüsselworte Peltier-Effekt, Peltierelement, Kältemaschine, Wärmepumpe, Thermogenerator, Geothermie Prinzip Fließt ein Gleichstrom durch ein Peltierelement,
Modellversuch zur Nutzung von Umgebungswärme ENT Schlüsselworte Peltier-Effekt, Peltierelement, Kältemaschine, Wärmepumpe, Thermogenerator, Geothermie Prinzip Fließt ein Gleichstrom durch ein Peltierelement,
Entwicklung einer innovativen PKW-Bodenstruktur in Stahlblech-Leichtbauweise mit verbessertem Seitencrashverhalten (FOSTA, P584)
") Entwicklung einer innovativen PKW-Bodenstruktur in Stahlblech-Leichtbauweise mit verbessertem Seitencrashverhalten (FOSTA, P584) Der Seitencrash zählt nach dem Frontalunfall zu den häufigsten Kollisionsarten.
Entwicklung einer innovativen PKW-Bodenstruktur in Stahlblech-Leichtbauweise mit verbessertem Seitencrashverhalten (FOSTA, P584) Der Seitencrash zählt nach dem Frontalunfall zu den häufigsten Kollisionsarten.
DoE als Werkzeug zur systematischen Prozessoptimierung in der Silikatkeramik
 DKG-Jahrestagung 2011 28. - 30. März 2011 Saarbrücken DoE als Werkzeug zur systematischen Prozessoptimierung in der Silikatkeramik Dipl.-Ing. (FH) Miriam Peuker Ir. Marcel Engels FGK Forschungsinstitut
DKG-Jahrestagung 2011 28. - 30. März 2011 Saarbrücken DoE als Werkzeug zur systematischen Prozessoptimierung in der Silikatkeramik Dipl.-Ing. (FH) Miriam Peuker Ir. Marcel Engels FGK Forschungsinstitut
Messwerte und deren Auswertungen
 Thema: Messwerte und deren Auswertungen Vorlesung Qualitätsmanagement, Prof. Dr. Johann Neidl Seite 1 Stichproben vertrauen Die Genauigkeit von Voraussagen (Vertrauensniveau) einer Stichprobenprüfung hängt
Thema: Messwerte und deren Auswertungen Vorlesung Qualitätsmanagement, Prof. Dr. Johann Neidl Seite 1 Stichproben vertrauen Die Genauigkeit von Voraussagen (Vertrauensniveau) einer Stichprobenprüfung hängt
Herausforderungen für die Automation von robusten Produktionsprozessen für Faserverbundstrukturen
 Herausforderungen für die Automation von robusten Produktionsprozessen für Faserverbundstrukturen 18. Mai 2011 Dr. Tobias Gerngross, Thomas Schmidt, Florian Krebs Folie 1 Überblick Robuste Produktionsprozesse
Herausforderungen für die Automation von robusten Produktionsprozessen für Faserverbundstrukturen 18. Mai 2011 Dr. Tobias Gerngross, Thomas Schmidt, Florian Krebs Folie 1 Überblick Robuste Produktionsprozesse
Studie Spritzgießformenbau am Standort China 2014/2015
 Studie Spritzgießformenbau am Standort China 2014/2015 Vorstellung Aachen, 2014 Standort China: Nachhaltiges Wachstum und enormes Potenzial als Produktions- und Absatzmarkt für die Werkzeugbaubranche Produktionsstandort
Studie Spritzgießformenbau am Standort China 2014/2015 Vorstellung Aachen, 2014 Standort China: Nachhaltiges Wachstum und enormes Potenzial als Produktions- und Absatzmarkt für die Werkzeugbaubranche Produktionsstandort
Dynamische Simulation von Steuergeräten bei der Robert Bosch GmbH
 Dynamische Simulation von Steuergeräten bei der Robert Bosch GmbH Dipl.-Ing. Timo Schmidt 1*, Dr. Wolfgang Müller-Hirsch 2 1 Robert Bosch GmbH, Corporate Sector Research and Advance Engineering, Schwieberdingen
Dynamische Simulation von Steuergeräten bei der Robert Bosch GmbH Dipl.-Ing. Timo Schmidt 1*, Dr. Wolfgang Müller-Hirsch 2 1 Robert Bosch GmbH, Corporate Sector Research and Advance Engineering, Schwieberdingen
Kraft-Momentensystem. Modelle. Systemkomponenten. KMSi. mit interner Elektronik
 Kraft-Momentensystem mit interner Elektronik Die Kraft-Momentensysteme der Baureihe KMS; sind leistungsfähige Systeme zur Messung von Kräften und Momenten im 3-dimensionalen Raum. Modelle Die Vorteile
Kraft-Momentensystem mit interner Elektronik Die Kraft-Momentensysteme der Baureihe KMS; sind leistungsfähige Systeme zur Messung von Kräften und Momenten im 3-dimensionalen Raum. Modelle Die Vorteile
Wirtschaftliche und logistische Potenziale einer Supply Chain heben - am Beispiel einer SCM-Business-Simulation -
 Wirtschaftliche und logistische Potenziale einer Supply Chain heben - am Beispiel einer SCM-Business-Simulation - Institut für Produktionsmanagement und Logistik ( I P L ) Markus Ehmann www.i-p-l.de Kontaktdaten
Wirtschaftliche und logistische Potenziale einer Supply Chain heben - am Beispiel einer SCM-Business-Simulation - Institut für Produktionsmanagement und Logistik ( I P L ) Markus Ehmann www.i-p-l.de Kontaktdaten
Formgedächtnislegierungen Eigenschaften, Stand der Forschung, Kompetenzen und Ausblick
 hyprofga Entwicklung und Produktion hybrider Produkte mit Formgedächtnisaktorik Formgedächtnislegierungen Eigenschaften, Stand der Forschung, Kompetenzen und Ausblick Agenda I Was sind Formgedächtnislegierungen
hyprofga Entwicklung und Produktion hybrider Produkte mit Formgedächtnisaktorik Formgedächtnislegierungen Eigenschaften, Stand der Forschung, Kompetenzen und Ausblick Agenda I Was sind Formgedächtnislegierungen
grundsätzlich Mittel über große Zahl von Teilchen thermisches Gleichgewicht (Verteilungsfunktionen)
") 10. Wärmelehre Temperatur aus mikroskopischer Theorie: = 3/2 kt = ½ m = 0 T = 0 quantitative Messung von T nutzbares Maß? grundsätzlich Mittel über große Zahl von Teilchen thermisches
10. Wärmelehre Temperatur aus mikroskopischer Theorie: = 3/2 kt = ½ m = 0 T = 0 quantitative Messung von T nutzbares Maß? grundsätzlich Mittel über große Zahl von Teilchen thermisches
Wirkungsgradsteigerung. von Kohlekraftwerken. mit Hilfe von CFD-Simulationen. der Luft- und Rauchgaskanäle. in bestehenden Anlagen
 Wirkungsgradsteigerung von Kohlekraftwerken mit Hilfe von CFD-Simulationen der Luft- und Rauchgaskanäle in bestehenden Anlagen Dipl. Ing. Daniel Depta Dresden, 13.10.2010 Inhaltsverzeichnis 1. Beschreibung
Wirkungsgradsteigerung von Kohlekraftwerken mit Hilfe von CFD-Simulationen der Luft- und Rauchgaskanäle in bestehenden Anlagen Dipl. Ing. Daniel Depta Dresden, 13.10.2010 Inhaltsverzeichnis 1. Beschreibung
Druckbehälter aus Glasfaserverstärkten Kunststoffen (GFK)
") Druckbehälter aus Glasfaserverstärkten Kunststoffen (GFK) TÜV Industrie Service Institut für Kunststoffe Bernd Patzelt Institut für Kunststoffe, Bernd Patzelt Seite 1 Inhalt 1. Case History: Druckbehälter
Druckbehälter aus Glasfaserverstärkten Kunststoffen (GFK) TÜV Industrie Service Institut für Kunststoffe Bernd Patzelt Institut für Kunststoffe, Bernd Patzelt Seite 1 Inhalt 1. Case History: Druckbehälter
Modellierung des Strahlungstransports in porösen Materialien
 Bayerisches Zentrum für Angewandte Energieforschung e.v. Modellierung des Strahlungstransports in porösen Materialien Daniel Gerstenlauer, Ch. Doerffel, M. Arduini-Schuster, J. Manara AKT Dienstag, 18.
Bayerisches Zentrum für Angewandte Energieforschung e.v. Modellierung des Strahlungstransports in porösen Materialien Daniel Gerstenlauer, Ch. Doerffel, M. Arduini-Schuster, J. Manara AKT Dienstag, 18.
Hubeinrichtung. FEM-Berechnung Hubbrücke
 Hubeinrichtung FEM-Berechnung Hubbrücke Material: S355J2G3 E = 210.000 N/mm 2 ; Rm = 490 N/mm 2 (1.0037) G = 83.000 N/mm 2 ; Re = 355 N/mm 2 ν = 0,3 ρ = 7,86 * 10-6 kg/mm 3 zul σ = Re / 1,1 = 355 / 1,1
Hubeinrichtung FEM-Berechnung Hubbrücke Material: S355J2G3 E = 210.000 N/mm 2 ; Rm = 490 N/mm 2 (1.0037) G = 83.000 N/mm 2 ; Re = 355 N/mm 2 ν = 0,3 ρ = 7,86 * 10-6 kg/mm 3 zul σ = Re / 1,1 = 355 / 1,1
Brandenburgische Technische Universität Cottbus. Übung Grundlagen der Werkstoffe. Thema: Zugversuch
 Brandenburgische Technische Universität Cottbus Übung Grundlagen der Werkstoffe Thema: Zugversuch Übungen Grundlagen der Werkstoffe WS 2011/12 Studiengang Termin Hörsaal Übungsleiter Wirtschaftsingenieurwesen
Brandenburgische Technische Universität Cottbus Übung Grundlagen der Werkstoffe Thema: Zugversuch Übungen Grundlagen der Werkstoffe WS 2011/12 Studiengang Termin Hörsaal Übungsleiter Wirtschaftsingenieurwesen
GPM Studie 2008/2009. des Projektmanagements
 Gesamtbericht zum Forschungsvorhaben: GPM Studie 2008/2009 zum Stand und Trend des Projektmanagements Prof. Dr. Ing. Konrad Spang Dipl. Ing. Dipl. Wirtsch. Ing. Sinan Özcan (Laufzeit: Januar 2007 April
Gesamtbericht zum Forschungsvorhaben: GPM Studie 2008/2009 zum Stand und Trend des Projektmanagements Prof. Dr. Ing. Konrad Spang Dipl. Ing. Dipl. Wirtsch. Ing. Sinan Özcan (Laufzeit: Januar 2007 April
Unsere Vorgehensweise: Ein Beispiel
 Führung und Motivation Unsere Vorgehensweise: Ein Beispiel Durchführung der PE-Maßnahme Mitarbeiter nachhaltig motivieren Aufbau: Analysephase Präsensveranstaltung Modul I: Theorie der Motivation Modul
Führung und Motivation Unsere Vorgehensweise: Ein Beispiel Durchführung der PE-Maßnahme Mitarbeiter nachhaltig motivieren Aufbau: Analysephase Präsensveranstaltung Modul I: Theorie der Motivation Modul
Untersuchungen zur numerischen Ermittlung von Schmiedefalten
 Untersuchungen zur numerischen Ermittlung von Schmiedefalten Bernd-Arno Behrens, Stefan Röhr, Falko Schäfer, André Hundertmark Die Verfahrensgrenzen bei Massivumformprozessen werden werkzeugseitig durch
Untersuchungen zur numerischen Ermittlung von Schmiedefalten Bernd-Arno Behrens, Stefan Röhr, Falko Schäfer, André Hundertmark Die Verfahrensgrenzen bei Massivumformprozessen werden werkzeugseitig durch
INHALTSVERZEICHNIS ÜBERSICHT ÜBER DIE STUDIE
 INHALTSVERZEICHNIS ÜBERSICHT ÜBER DIE STUDIE TEIL A: GENERATIONENGERECHTIKEIT IN DER GESETZLICHEN RENTENVERSICHERUNG - DELEGITIMATJON DES SOZIALSTAATES? 15 1. DER GESELLSCHAFTLICHE DISKURS UM»GENERATIONENGERECHTIGKEIT«17
INHALTSVERZEICHNIS ÜBERSICHT ÜBER DIE STUDIE TEIL A: GENERATIONENGERECHTIKEIT IN DER GESETZLICHEN RENTENVERSICHERUNG - DELEGITIMATJON DES SOZIALSTAATES? 15 1. DER GESELLSCHAFTLICHE DISKURS UM»GENERATIONENGERECHTIGKEIT«17
Statistische Versuchsplanung - zuverlässiger und schneller zu Ergebnissen" Dr. Uwe Waschatz
 Statistische Versuchsplanung - zuverlässiger und schneller zu Ergebnissen" Dr. Uwe Waschatz Inhalt Problembeschreibung Multiple lineare Regressionsanalyse Statistische Versuchsplanung / Design of Experiments
Statistische Versuchsplanung - zuverlässiger und schneller zu Ergebnissen" Dr. Uwe Waschatz Inhalt Problembeschreibung Multiple lineare Regressionsanalyse Statistische Versuchsplanung / Design of Experiments
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
 Otto-von-Guericke-Universit tmagdeburg Institutf rtechnischeundbetrieblicheinformationssysteme Fakult tf rinformatik Diplomarbeit VergleichendeAnalysevonAnfragesprachenin Multimedia-Datenbanken MarcoPaskamp
Otto-von-Guericke-Universit tmagdeburg Institutf rtechnischeundbetrieblicheinformationssysteme Fakult tf rinformatik Diplomarbeit VergleichendeAnalysevonAnfragesprachenin Multimedia-Datenbanken MarcoPaskamp
Berechnung von Schweißeigenspannungen und Verzug
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Einsatz der Simulationstechniken bei der Kernkastenkonstruktion
 Einsatz der Simulationstechniken bei der Kernkastenkonstruktion Olof Hilger Die Simulationstechniken sind seit vielen Jahren ein fester Bestandteil der Prozessoptimierung einer Gießerei. Die Simulationsmöglichkeiten
Einsatz der Simulationstechniken bei der Kernkastenkonstruktion Olof Hilger Die Simulationstechniken sind seit vielen Jahren ein fester Bestandteil der Prozessoptimierung einer Gießerei. Die Simulationsmöglichkeiten
Aerodynamische und aeroakustische Messungen am Windkanal zur Validierung numerischer Simulationen
 DGLR Fachausschusssitzung Strömungsakustik/ Fluglärm DLR Braunschweig, 30.01.2004 Aerodynamische und aeroakustische Messungen am Windkanal zur Validierung numerischer Simulationen Andreas Zeibig, Marcus
DGLR Fachausschusssitzung Strömungsakustik/ Fluglärm DLR Braunschweig, 30.01.2004 Aerodynamische und aeroakustische Messungen am Windkanal zur Validierung numerischer Simulationen Andreas Zeibig, Marcus
Einsatz der Mehrkörpersimulation in Verbindung mit Computertomographie in der Produktentwicklung
 Einsatz der Mehrkörpersimulation in Verbindung mit Computertomographie in der Produktentwicklung Hintergrund Bei komplexen Baugruppen ergeben sich sehr hohe Anforderungen an die Tolerierung der einzelnen
Einsatz der Mehrkörpersimulation in Verbindung mit Computertomographie in der Produktentwicklung Hintergrund Bei komplexen Baugruppen ergeben sich sehr hohe Anforderungen an die Tolerierung der einzelnen
H2 1862 mm. H1 1861 mm
 1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
IMIV - IT-basiertes Management integrierter Versorgungsnetzwerke. Versorgungsnetzwerke-Studie
 IMIV - IT-basiertes Management integrierter Versorgungsnetzwerke Versorgungsnetzwerke-Studie Technische Universität Berlin Fördernummer: 01FD0601-3 Ziele der Versorgungsnetzwerke-Studie im Rahmen des IMIV
IMIV - IT-basiertes Management integrierter Versorgungsnetzwerke Versorgungsnetzwerke-Studie Technische Universität Berlin Fördernummer: 01FD0601-3 Ziele der Versorgungsnetzwerke-Studie im Rahmen des IMIV
Referent: Norbert Schütrumpf
 Marktanforderungen an EN Hersfeld Maximale Ausnutzung der Fläche zur Platzierung von Bauelementen auf Leiterplatten Wirtschaftlichkeit = Fertigung im Nutzen Qualität = Stressfreie Trennung Referent: Norbert
Marktanforderungen an EN Hersfeld Maximale Ausnutzung der Fläche zur Platzierung von Bauelementen auf Leiterplatten Wirtschaftlichkeit = Fertigung im Nutzen Qualität = Stressfreie Trennung Referent: Norbert
Materialgesetzentwicklung zur FEM-Simulation des Werkstoffverhaltens von Formgedächtnislegierungen in der Medizintechnik
 2.8.4 Materialgesetzentwicklung zur FEM-Simulation des Werkstoffverhaltens von Formgedächtnislegierungen in der Medizintechnik Dieter Kardas 1, Wilhelm Rust 1, Ansgar Polley 3, Tilman Fabian 2 Diplomarbeit
2.8.4 Materialgesetzentwicklung zur FEM-Simulation des Werkstoffverhaltens von Formgedächtnislegierungen in der Medizintechnik Dieter Kardas 1, Wilhelm Rust 1, Ansgar Polley 3, Tilman Fabian 2 Diplomarbeit
Inhaltsverzeichnis. Teil A Simulationen in der Unternehmenssteuerung Grundlagen 23
 Geleitwort 11 Vorwort 15 Teil A Simulationen in der Unternehmenssteuerung Grundlagen 23 1 Einleitung 25 1.1 Das Orakel als Simulationsmethode 25 1.2 Die ersten Versuche zum»systematischen«umgang mit der
Geleitwort 11 Vorwort 15 Teil A Simulationen in der Unternehmenssteuerung Grundlagen 23 1 Einleitung 25 1.1 Das Orakel als Simulationsmethode 25 1.2 Die ersten Versuche zum»systematischen«umgang mit der
EINFÜHRUNG IN DIE STATISTISCHE VERSUCHSPLANUNG
 TQU BUSINESS GMBH 1 EINFÜHRUNG IN DIE STATISTISCHE VERSUCHSPLANUNG 2 Lernziele Sie kennen die prinzipiellen Ansätze zur Datengewinnung. Sie wissen, was ein Experiment ist. Sie kennen die prinzipiellen
TQU BUSINESS GMBH 1 EINFÜHRUNG IN DIE STATISTISCHE VERSUCHSPLANUNG 2 Lernziele Sie kennen die prinzipiellen Ansätze zur Datengewinnung. Sie wissen, was ein Experiment ist. Sie kennen die prinzipiellen
Rheinische Fachhochschule Köln University of Applied Sciences
 Rheinische Fachhochschule Köln University of Applied Sciences Projekt-, Bachelor-, und Masterarbeiten am iwft - Wintersemester 2014/205-2014, Institut für Werkzeug- und Fertigungstechnik Seite 1 Arbeitsgruppe:
Rheinische Fachhochschule Köln University of Applied Sciences Projekt-, Bachelor-, und Masterarbeiten am iwft - Wintersemester 2014/205-2014, Institut für Werkzeug- und Fertigungstechnik Seite 1 Arbeitsgruppe:
Auf grund des begrenzten Form änderungsvermögens
 In demanding cold solid forward extrusion processes the risk of chevron crack initiation increases due to the processing of high strength materials along with complex component geometries. One way of increasing
In demanding cold solid forward extrusion processes the risk of chevron crack initiation increases due to the processing of high strength materials along with complex component geometries. One way of increasing
Fakultät Maschinenbau, Verfahrens- und Energietechnik Institut für Mechanik und Fluiddynamik Praktikum Messmethoden der Mechanik
 Fakultät Maschinenbau, Verfahrens- und Energietechnik Institut für Mechanik und Fluiddynamik Praktikum Messmethoden der Mechanik Versuch: Spannungsoptik 1. Spannungsoptik eine Einleitung Spannungsoptik
Fakultät Maschinenbau, Verfahrens- und Energietechnik Institut für Mechanik und Fluiddynamik Praktikum Messmethoden der Mechanik Versuch: Spannungsoptik 1. Spannungsoptik eine Einleitung Spannungsoptik
Robust Design als Design for Six Sigma Baustein bei der Robert Bosch GmbH
 Robust Design als Design for Six Sigma Baustein 1 Inhalt Entwicklungsprozess und DFSS-Methoden Schulungskonzept für DFSS-Methoden Inhalt des Seminars Robust Design Warum brauchen wir Robust Design? Definition
Robust Design als Design for Six Sigma Baustein 1 Inhalt Entwicklungsprozess und DFSS-Methoden Schulungskonzept für DFSS-Methoden Inhalt des Seminars Robust Design Warum brauchen wir Robust Design? Definition
Die statistische Datenanalyse Ein Werkzeug zur Prozessoptimierung auch in der Papierindustrie.
 Vortrag vom 27. Mai 2014 zur Jahrestagung der Vereinigung der Gernsbacher Papiermacher e.v. Die statistische Datenanalyse Ein Werkzeug zur Prozessoptimierung auch in der Papierindustrie. Konrad Höglauer
Vortrag vom 27. Mai 2014 zur Jahrestagung der Vereinigung der Gernsbacher Papiermacher e.v. Die statistische Datenanalyse Ein Werkzeug zur Prozessoptimierung auch in der Papierindustrie. Konrad Höglauer
Inhaltsverzeichnis TABELLENVERZEICHNIS. Nagengast, Liane Kunden erfolgreich binden 2011
 V Inhaltsverzeichnis VORWORT III INHALTSVERZEICHNIS V ABBILDUNGSVERZEICHNIS XI TABELLENVERZEICHNIS XIII ABKÜRZUNGSVERZEICHNIS XVI TEIL A EINLEITUNG 1 1. EINFÜHRUNG IN DIE PROBLEMSTELLUNG 1 1.1 Hohe Investitionen
V Inhaltsverzeichnis VORWORT III INHALTSVERZEICHNIS V ABBILDUNGSVERZEICHNIS XI TABELLENVERZEICHNIS XIII ABKÜRZUNGSVERZEICHNIS XVI TEIL A EINLEITUNG 1 1. EINFÜHRUNG IN DIE PROBLEMSTELLUNG 1 1.1 Hohe Investitionen
Praktikum: Schaltungstechnik II Vorlesung: Prof. Dr.-Ing. Matthias Viehmann
 Fachbereich Ingenieurwissenschaften Institut für Informatik, Automatisierung und Elektronik Praktikum: Schaltungstechnik II Vorlesung: Prof. Dr.-Ing. Matthias Viehmann Versuch: ST II-4, 90 min Thema: Anwendungen
Fachbereich Ingenieurwissenschaften Institut für Informatik, Automatisierung und Elektronik Praktikum: Schaltungstechnik II Vorlesung: Prof. Dr.-Ing. Matthias Viehmann Versuch: ST II-4, 90 min Thema: Anwendungen
Betonstraßen - Materialcharakterisierung mit innovativen Prüftechniken -
 Betonstraßen - Materialcharakterisierung mit innovativen Prüftechniken - F. Weise Motivation Bessere Beschreibung der Materialparameter z.b.: Oberflächenrauhigkeit Sandflächen- verfahren Einsatz innovativer
Betonstraßen - Materialcharakterisierung mit innovativen Prüftechniken - F. Weise Motivation Bessere Beschreibung der Materialparameter z.b.: Oberflächenrauhigkeit Sandflächen- verfahren Einsatz innovativer