ZUSATZWERKSTOFFE BÖHLER
|
|
|
- Claudia Junge
- vor 7 Jahren
- Abrufe
Transkript
1 ZUSATZWERKSTOFFE BÖHLER
2 Stabelektroden niedriglegiert BÖHLER FOX EV 50-A Basisch umhüllte Stabelektrode für hochwertige Schweißverbindungen. Ausgezeichnete Festigkeits- und Zähigkeitseigenschaften bis -50 C. Schweißgutausbringung ca. 110 %. In allen Positionen, mit Ausnahme der Fallnaht, gut verschweißbar. Sehr niedrige Wasserstoffgehalte im Schweißgut (unter AWS-Bedingungen HD 4 ml/100 g). Die Elektrode eignet sich für Verbindungsschweißungen im Stahl-, Kessel-, Behälter-, Fahrzeug-, Schiff- und Maschinenbau sowie als Pufferlage bei Auftragschweißungen an hoch gekohlten Stählen. Geeignet auch zum Schweißen von Stählen mit geringer Reinheit und höherem Kohlenstoffgehalt. Besonders geeignet für Offshore-Konstruktionen, CTOD-geprüft bei -10 C. BÖHLER FOX EV 50 ist auch für den Einsatz in Sauergas geeignet (HIC-Test nach NACE TM-02-84). Es sind ebenfalls Werte für den SSC-Test verfügbar. C Si Mn Gew-% Stähle bis zu einer Streckgrenze von 420 N/mm2 (60 ksi) S235JR-E335, S235J2G3 - S355J2G3, C22, P235T1-P355T1, P235T2, P355T2, L210 - L360NB, L290MB, P235G1TH, P255G1TH, P235GH, 265GH, P295GH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S355N, P255NH-P355NH, S255NL - S355NL, GE200-GE260, GE300 TÜV-D (4180.), GL (3YH5), LTSS, PDO, SEPROZ Stabelektrode, unlegiert, basisch umhüllt Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , , , ,1 EN ISO 2560-A:2005: E 42 5 B 42 H5 EN ISO 2560-B:2005: E A U H5 = + BÖHLER FOX SPEM Rutil-basisch umhüllte Stabelektrode mit besonderer Eignung für Zwangslagen, mit Ausnahme der Fallnaht Wird bevorzugt im Rohrleitungs- und Kesselbau verwendet. Besondere Eignung für röntgensichere Wurzel- und Zwangslagenschweißung. C Si Mn Gew-% Stabelektrode, unlegiert, rutil basisch umhüllt Stähle bis zu einer Streckgrenze von 380 N/mm2 (52 ksi) S275JR, S235J2G3 - S355J2G3, P235GH, P265GH, P255NH, P295GH, P355T1, P235T2-P355T2, P235G1TH, P255G1TH, L210 - L360NB, L210MB - L360MB, L385M, S235JRS1 - S235J2S1, S235JRS2 - S235J2S2, S255N - S355N ASTM A36 u A53 Gr. alle; A106 Gr. A, B, C; A 135 Gr. A, B; A283 Gr. A, B, C, D; A366; A285 Gr. A, B, C; A500 Gr. A, B, C; A570 Gr. 30, 33, 36, 40, 45; A607 Gr. 45; A668 Gr. A, B; A907 Gr. 30, 33, 36, 40; A935 Gr.45; A936 Gr. 50; API 5 L Gr. B, X42-X52 TÜV-D (0732.), DB ( ), ÖBB, TÜV-A (528), DNV (2), LR (X), GL (2Y), ABS (2), GL (2Y),BV (3Y), CE Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , ?? , ?? , ?? , ?? , ?? EN ISO 2560-A: E 38 2 RB 12 EN ISO 2560-B: E A U AWS A5.1: E6013(mod.) AWS A5.1M: E4313(mod.) = + ~ XI / 2

3 Stabelektroden niedriglegiert, warmfest BÖHLER FOX DMO Ti rutil umhüllte Stabelektrode EN ISO 3580-A:2008: E Mo R 1 2 = + niedriglegiert, warmfest EN ISO 3580-B:2008: E4913-1M3 ~ Rutil umhüllte Stabelektrode mit sehr guten Schweißeigenschaften und guter Schlackenentfernbarkeit. Leichte Handhabung in allen Positionen, außer Fallnaht. Bevorzugt für 16Mo3. Zugelassen im Langzeitbereich für Betriebstemperaturen bis +550 C. Für Wanddicken bis 30 mm sowie für porenfreie Wurzellagen. (Wurzelschweißung bis S480MB). C Si Mn Mo Gew-% warmfeste Stähle und Stahlguss artgleich, 16Mo3, S355J0G3, E295, P255G1TH, L320 - L415NB, L320MB - L415MB, S255N, P295GH, P310GH, P255 - P355N, P255NH - P355NH ASTM A335 Gr. P 1; A Gr. T1; A182M Gr. F1; A204M Gr. A, B, C; A250M Gr. T1 TÜV-D (0018.), DB ( ), ÖBB, TÜV-A (84), BV (2YM), DNV (X), RMR (1Y), Statoil, VUZ, CE Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , , , ,7 Auch als KB-Typ lieferbar BÖHLER FOX DCMS Kb basisch umhüllte Stabelektrode niedriglegiert, warmfest Basisch umhüllte Stabelektrode kerndrahtlegiert, für hochwertige Schweißnähte an Kessel und Rohrstählen und artähnlichen Stahlqualitäten, bevorzugt für 13CrMo4-5. Zugelassen im Langzeitbereich für Betriebstemperaturbereiche bis +570 C. Geeignet für Step cooling -Anwendung (Bruscato 15ppm). Weiter geeignet für legierungsähnliche Vergütungsstähle, unbehandelte Einsatz- und Nitrierstähle, sowie laugenrissbeständige Stähle. Hohe Zähigkeit und Risssicherheit, Schweißgut vergütbar. Sehr niedriger Wasserstoffgehalt (unter AWS-Bedingungen HD 4 ml/100 g). Ausbringung ca. 115 %. Vorwärmung, Zwischenlagentemperatur und Wärmenachbehandlung nach den Erfordernissen des vorliegenden Grundwerkstoffes (für 13CrMo4-5 bei C, Anlassen nach dem Schweißen bei C, mind. 0,5 h, Ofen bis 300 C/ Luft). C Si Mn Cr Mo P As Sb Sn Gew-% < EN ISO 3580-A:2008: E CrMo1 B 4 2 H5 EN ISO 3580-B:2008: E5518-1CM H5 Warmfeste Stähle und Stahlguss artgleich, aufhärtbare und nitrierbare Stähle mit vergleichbarer Zusammensetzung, wärmebehandelbare Stähle mit vergleichbarer Zusammensetzung mit Zugfestigkeiten bis 780 N/mm 2, laugenrißbeständige Stähle CrMo4-5, CrMo5, CrMo4, CrMoV4, CrMo4, CrMo5, G22CrMo5-4, G17CrMo5-5 ASTM A193 Gr. B7; A335 Gr. P11 u. P12; A217 Gr. WC6 : TÜV-D (0728.), DB ( ), ÖBB, TÜV-A (14), ABS (E 8018-B2), DNV (NV 1Cr 0,5Mo), FI (E CrMo1 B 42 H5), GL (13 CrMo 44), LTSS, VUZ, SEPROZ, CE = + Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , ,0 Auch als Rutil-Typ lieferbar XI / 3

4 Stabelektroden hochlegiert BÖHLER FOX EAS 2-A Stabelektrode, hochlegiert, EN 1600:1997:E 19 9 L R 3 2 chemisch beständig AWS A5.4-06: E308L-17 (1.4316) Niedriggekohlte kerndrahtlegierte austenitische Stabelektrode mit rutiler Umhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritische 13 %-Chromstähle verschweißt werden. Besondere Schönschweißeigenschaften, exzellente Wechselstromverschweißbarkeit und eine hohe Heißrisssicherheit des Schweißgutes zeichnen diese Marke aus. Wesentliche wirtschaftliche Bedeutung haben die ausgezeichnete Positionsschweißbarkeit, die selbstabhebende Schlacke ohne Schlackenreste und die feuchtigkeitsunempfindliche Umhüllung. IK-beständig bis +350 C. C Si Mn Cr Ni Gew-% X2CrNi19-11, X5CrNi18-10, X2CrNiN18-10, GX10CrNi18-8, X6CrNiTi18-10, X5CrNiNb18-10, X6CrNiNb18-10, AISI 304, 304L, 304LN, 302, 321, 347; ASTM A157 Gr. C9; A320 Gr. B8C o. D TÜV-D (1095.), DB ( ), ÖBB, TÜV-A (96), ABS (E 308L-17), GL (4306), Statoil, VUZ, SEPROZ, CE = + ~ Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , , , ,3 BÖHLER FOX SAS 2-A Stabelektrode, hochlegiert, chemisch beständig EN 1600:1997: E 19 9 Nb R 3 2 AWS A5.4-06: E (1.4551) Stabilisierte kerndrahtlegierte austenitische Stabelektrode mit rutiler Umhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13 %-Chromstähle verschweißt werden. Besondere Schönschweißeigenschaften, exzellente Wechselstromverschweißbarkeit und eine hohe Heißrisssicherheit des Schweißgutes zeichnen diese Marke aus. Wesentliche wirtschaftliche Bedeutung haben die ausgezeichnete Positionsschweißbarkeit, die selbstabhebende Schlacke ohne Schlackenreste und die feuchtigkeitsunempfindliche Umhüllung. IK-beständig bis +400 C. C Si Mn Cr Ni Nb Gew-% X6CrNiNb18-10, X6CrNiTi18-10, GX5CrNiNb19-11, X5CrNi18-10, GX10CrNi18-8, X5CrNiNb18-10, X2CrNiN18-10, X2CrNi19-11, AISI 347, 321, 302, 304, 304L, 304LN; ASTM A296 Gr. CF 8 C; A157 Gr. C9; A320 Gr. B8C o. D TÜV-D (1105.), DB ( ), ÖBB, TÜV-A (131), ABS (347-17), GL (4550), LTSS, VUZ, SEPROZ, CE = + ~ Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , , , ,3 XI / 4

5 Stabelektroden hochlegiert BÖHLER FOX EAS 4 M-A Stabelektrode, hochlegiert, EN 1600:1997: E L R 3 2 chemisch beständig AWS A5.4-92: E316L-17 (1.4430) Niedriggekohlte kerndrahtlegierte austenitische Stabelektrode mit rutiler Umhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritische 13 %-Chromstähle verschweißt werden. Besondere Schönschweißeigenschaften, exzellente Wechselstromverschweißbarkeit und eine hohe Heißrisssicherheit des Schweißgutes zeichnen diese Marke aus. Wesentliche wirtschaftliche Bedeutung haben die ausgezeichnete Positionsschweißbarkeit, die selbstabhebende Schlacke ohne Schlackenreste und die feuchtigkeitsunempfindliche Umhüllung. IK-beständig bis +400 C. C Si Mn Cr Ni Mo Gew-% X5CrNiMo , X2CrNiMo , X2CrNiMo , X3CrNiMo , X6CrNiMoTi , X6CrNiMoNb , X10CrNiMoNb18-12, GX2CrNiMo , S31653, AISI 316L, 316Ti, 316Cb, TÜV-D (0773.), DB ( ), ÖBB, TÜV-A (33), ABS (E 316L-17), DNV (316L), GL (4571), LR (316Lm), Statoil, VUZ, SEPROZ, CE = + ~ Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , , , ,3 BÖHLER FOX SAS 4-A Stabelektrode, hochlegiert, EN 1600:1997: E Nb R 3 2 chemisch beständig Stabilisierte kerndrahtlegierte austenitische Stabelektrode mit rutiler Umhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13 %-Chromstähle verschweißt werden. Besondere Schönschweißeigenschaften, exzellente Wechselstromverschweißbarkeit und eine hohe Heißrisssicherheit des Schweißgutes zeichnen diese Marke aus. Wesentliche wirtschaftliche Bedeutung haben die ausgezeichnete Positionsschweißbarkeit, die selbstabhebende Schlacke ohne Schlackenreste und die feuchtigkeitsunempfindliche Umhüllung. IK-beständig bis +400 C. C Si Mn Cr Ni Mo Nb Gew-% X6CrNiMoTi , X6CrNiMoNb , X5CrNiMo , GX5CrNiMoNb , GX6Cr NiMo18-12, X10CrNiMoNb18-12, X3CrNiMo , AISI 316L, 316Ti, 316Cb TÜV-D (0777.), DB ( ), ÖBB, TÜV-A (133), LTSS, VUZ, SEPROZ, CE AWS A5.4-92: E (1.4576) = + ~ Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , , , ,5 XI / 5

6 Stabelektroden hochlegiert BÖHLER FOX A 7-A Stabelektrode, hochlegiert, EN 1600:1997: E Z18 9 MnMo R 3 2 besondere Anwendungen AWS A5.4-92: E (mod.) (1.4370) Kerndrahtlegierte Stabelektrode mit rutilbasischer Umhüllung für Verbindungen zwischen verschieden legierten sowie schwierig schweißbaren Stählen und 14% Mn-Stählen. Zähe Zwischenschichten bei Hartauftragungen. des Schweißgutes: Kaltverfestigungsfähig, sehr gute Kavitationsbeständigkeit, risssicher, thermoschockbeständig, zunderbeständig bis +850 C, weitgehend unempfindlich gegen Sigma-Phasen- Versprödung. Eine Wärmebehandlung ist ohne Probleme möglich. Bei Betriebstemperaturen von über +650 C ist eine Rücksprache mit dem Hersteller zu empfehlen. Ausgezeichnete Zähigkeitseigenschaften des Schweißgutes auch bei höherer Aufmischung mit schwierig schweißbaren Stählen oder bei Thermoschockbeanspruchung. Kaltzäh bis -100 C. Gute Positionsschweißbarkeit. Stabiler Lichtbogen auch am Wechselstrom. C Si Mn Cr Ni Mo Gew-% hochfeste, unlegierte und legierte Bau-, Vergütungs- und Panzerstähle mit- und untereinander; unlegierte sowie legierte Kessel- oder Baustähle mit hochlegierten Cr- und Cr-Ni-Stählen; hitzebeständige Stähle bis +850 C; austenitische Manganhartstähle miteinander und mit anderen Stählen. TÜV-D (09101.), SEPROZ, CE = + ~ Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , ,7 BÖHLER FOX CN 29/9-A Stabelektrode, hochlegiert, EN 1600:1997: E 29 9 R 3 2 besondere Anwendungen AWS A5.4-06: E Kerndrahtlegierte austenitisch-ferritische Spezial-Stabelektroden mit rutiler Umhüllung. Durch hohen Ferritgehalt und hohe Risssicherheit geeignet für schwierig schweißbare mit höherer Festigkeit, z.b. Press- und Abgratwerkzeuge. Verbindungen von verschieden legierten Stählen, zähe Zwischenlagen für Hartauftragungen. Durch hohe mechanische Festigkeit und Kaltverfestigungsfähigkeit geeignet für verschleißbeständige Auftragungen an Kupplungen, Zahnrädern, Wellen und dergleichen. Auch einsetzbar für Reparaturen an Werkzeugen. FOX CN 29/9-A ist auch besonders geeignet für Wechselstrom und positionsverschweißbar. C Si Mn Cr Ni Gew-% Verwendung für Verbindungsschweißungen an bedingt schweißgeeigneten un- und niedrig legierten Stählen höherer Festigkeit. Einsatz als spannungsverminderte Pufferlage beim Auftragen an Kalt- und Warmarbeitswerkzeugen. Für Verbindungen an Mn-Hartstahl und Cr-Ni-Mn- Stahl sowie für Mischverbindungen an Stählen unterschiedlicher chemischer Zusammensetzung bzw. Festigkeit. DB ( , ), ÖBB, SEPROZ, VUZ, CE = + ~ Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , ,4 XI / 6

7 Stabelektroden hochlegiert BÖHLER FOX FF Stabelektrode, hochlegiert, EN 1600:1997: E B 2 2 hitzebeständig AWS A5.4-06: E (1.4829) Kerndrahtlegierte, basisch umhüllte Stabelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle sowie für hitzebeständige ferritische CrSiAl-Stähle. Bei Verbindungen, die reduzierenden, schwefelhaltigen Gasen ausgesetzt sind, muss die Schlusslage mit FOX FA geschweißt werden, z.b. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, keramische Industrie. Zunderbeständig bis C. C Si Mn Cr Ni Gew-% austenitisch: X 15 CrNiSi 20 12, G-X 40 CrNiSi 22 9, X7 CrNi23 14 ferritisch-perlitisch: X 10 CrAl 7, X 10 CrAl 13, X 10 CrAl 18, G-X 30 CrSi 6, G-X 40 CrSi 17 AISI 305, ASTM A297HF TÜV-D (9090.), TÜV-A (21), SEPROZ, CE = + Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , ,1 BÖHLER FOX FFB Stabelektrode, hochlegiert, EN 1600:1997: E B 2 2 hitzebeständig AWS A5.4-06: E (mod.) (1.4842) Kerndrahtlegierte, basisch umhüllte Stabelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle, z.b. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, keramische Industrie. Verbindungsschweißungen an hitzebeständigen CrSiAl-Stählen, die schwefelhaltigen Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA geschweißt werden. Wegen Versprödungsgefahr soll der Temperaturbereich zwischen C gemieden werden. Zunderbeständig bis C. Kaltzäh bis -196 C. C Si Mn Cr Ni Gew-% austenitisch: X 15 CrNiSi 25 20, X 12 CrNi 25 21, X 15 CrNiSi 20 12, G-X 15 CrNi 25 20, G-X 40 CrNi 25 21, G-X 40 CrNiSi 22 9 ferritisch-perlitisch: X 10 CrAl 7, X 10 CrAl 13, X 10 CrAl 18, X 10 CrAl 25, G-X 30 CrSi 6, G-X 40 CrSi 17 AISI 305, 310, 314; ASTM A297 HF; A297 HJ TÜV-D (0143.), Statoil, SEPROZ, CE = + Art. Nr. Ø [mm] Länge (mm) Stück/Paket Gewicht/ Paket (kg) , , , , , ,1 XI / 7

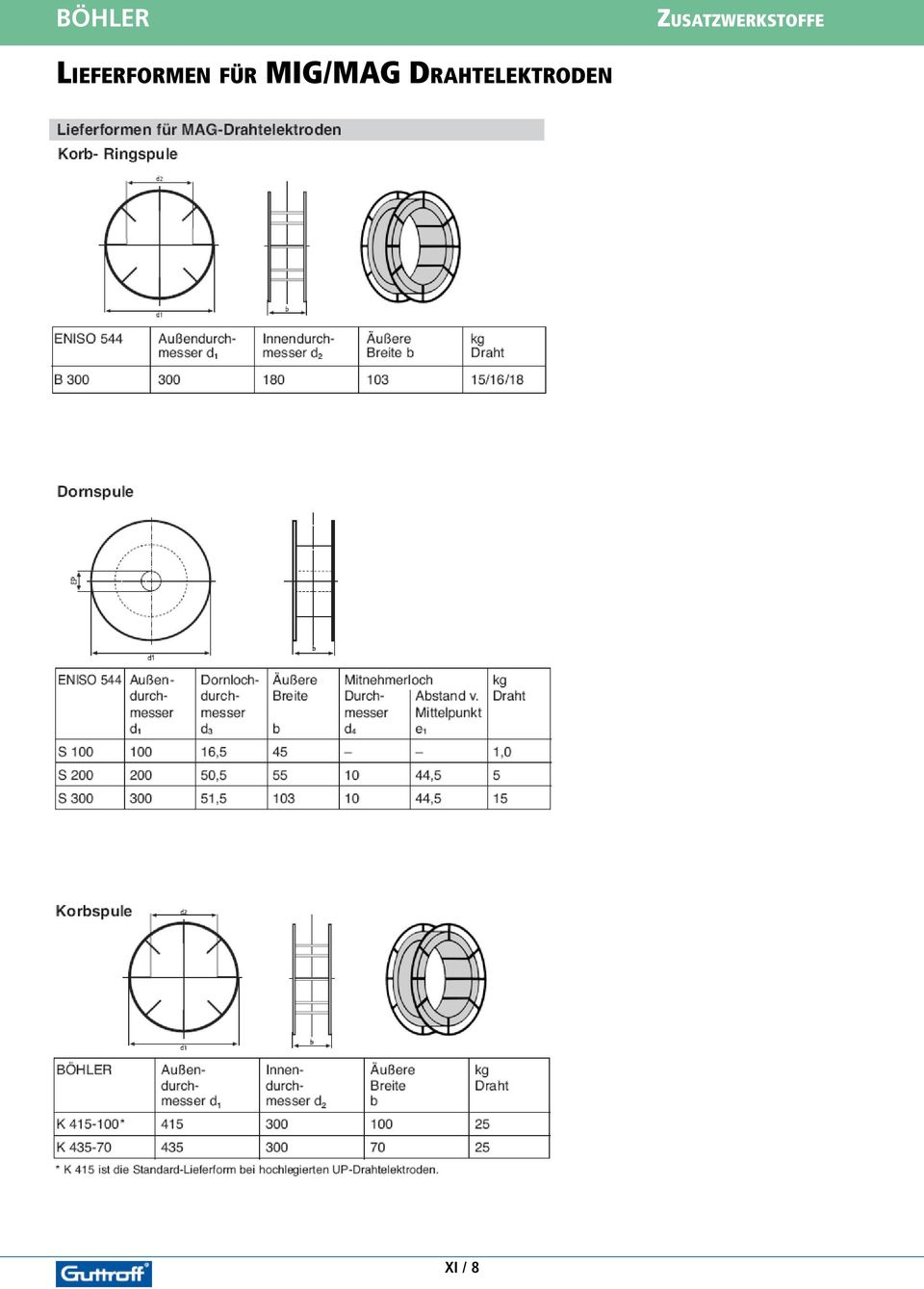
8 Lieferformen für MIG/MAG Drahtelektroden XI / 8
9 Massivdrahtelektrode niedriglegiert, hochfest BÖHLER X 70-IG Verkupferte Drahtelektrode für das Schweißen von hochfesten, vergüteten Feinkornbaustählen, mit einer Mindeststreckgrenze von 690 N/mm 2. BÖHLER X 70-IG ergibt durch die präzise Zugabe von Mikrolegierungselementen ein Schweißgut, welches trotz hoher Festigkeit eine ausgezeichnete Duktilität und hohe Risssicherheit aufweist. Gute Tieftemperatur-Kerbschlagarbeit bis -50 C. C Si Mn Cr Ni Mo V Gew-% ,25 1,3 0,25 0,1 Schutzgase: Argon % CO2 hochfeste Feinkornbaustähle S690Q, L690M, N-A-XTRA 70, USS-T1, BH 70 V, HY 100, Pass 700, HSM 700 ASTM A514 Gr. F TÜV-D (5547.), DB ( ), ÖBB, TÜV-A (541), ABS (X), BV (UP), DNV (IV Y69), GL (5Y69S), LR (X), RMR (4Y69), SEPROZ, CE niedriglegiert, hochfest Böhler X 70 - IG 1, Böhler X 70 - IG 1,2 EN ISO A:2007: G Mn3Ni1CrMo (für Draht) EN ISO A:2007: G 69 5 M Mn3Ni1CrMo EN ISO B:2007: G 69A 5M 3M1 BÖHLER X 90-IG Verkupferte Drahtelektrode für das Schweißen von hochfesten, vergüteten Feinkornbaustählen mit einer Mindeststreckgrenze von 890 N/mm 2. BÖHLER X 90-IG ergibt durch die präzise Zugabe von Mikrolegierungselementen ein Schweißgut, welches trotz höchster Festigkeit eine ausgezeichnete Duktilität und hohe Risssicherheit aufweist. Gute Tieftemperatur-Kerbschlagarbeit bis -60 C. C Si Mn Cr Ni Mo Gew-% ,35 2,25 0,6 Schutzgase: Argon % CO2 hochfeste Feinkornbaustähle S890Q, XABO 90, OX 1002 TÜV-D (5611.), DB ( ), ÖBB, TÜV-A (616), GL (6Y89S), SEPROZ, CE niedriglegiert, hochfest Böhler X 90 - IG 1, Böhler X 90 - IG 1,2 EN ISO A:2007: G Mn4Ni2CrMo (für Draht) EN ISO A:2007: G 89 6 M Mn4Ni2CrMo EN ISO B:2007: G 83A 6M N4M4T XI / 9
, DB (42.014.")
10 Massivdrahtelektrode warmfest BÖHLER DMO-IG verkupfert für das Schweißen im Kessel-, Druckbehälter-, Rohrleitungs-, Kran- und Stahlbau. Hochwertiges, sehr zähes und risssicheres Schweißgut, alterungsbeständig. Kaltzäh bis -40 C. Zugelassen im Langzeitbereich für Betriebstemperaturen bis +550 C. Hervorragende Gleitfähigkeit und Fördereigenschaften der Drahtelektrode. Gute Kupferhaftung bei niedrigem Gesamtkupfergehalt. Sehr gutes Schweiß- und Fließverhalten. C Si Mn Mo Gew-% niedriglegiert, warmfest (hochfest) EN ISO A:2008: G MoSi EN ISO B:2008: G 52M 1M3 W.Nr.: Schutzgase: Argon + 18 % CO2 warmfeste Stähle und Stahlguß artgleich, alterungsbeständige und laugenrissbeständige Stähle, 16Mo3, S355J2G3, L320 - L415NB, L320 MB - L415MB, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, 17MnMoV6-4, 22NiMoCr4-7, 20MnMoNi5-5, 15NiCuMoNb5, 20MnMoNi4-5, GE240-GE300, 22Mo4, S255N - S460N, P255NH-P460NH, ASTM A335 Gr. P1; A Gr. T1 A A182M Gr. F1; A204M Gr. A, B, C; A250M Gr. T1; A217 Gr. WC1 TÜV-D (0021.), DB ( ), ÖBB, TÜV-A (76), FI (G MoSi), SEPROZ, CE Böhler DMO - IG 0, Böhler DMO - IG 1, Böhler DMO - IG 1,2 BÖHLER DCMS-IG niedriglegiert, warmfest EN ISO A:2008: G CrMo1Si EN ISO B:2008: G G1CM3 W.Nr.: verkupfert für das Schweißen im Kessel-, Druckbehälter- und Rohrleitungsbau, ferner für Schweißarbeiten an Vergütungsund Einsatzstählen. Bevorzugt für 13CrMo4-5. Zugelassen im Langzeitbereich für Betriebstemperaturen bis +570 C. Das Schweißgut weist hohe Güteeigenschaften, gute Zähigkeit und Risssicherheit, Laugenrissbeständigkeit sowie Nitrierfähigkeit auf und ist vergütbar. Die Zeitstandfestigkeit liegt im Streubereich des s 13CrMo4-5. Sehr gute Gleit- und Fördereigenschaften der Drahtelektrode. Gute Kupferhaftung, niedriger Gesamtkupfergehalt. Sehr gutes Schweiß- und Fließverhalten. C Si Mn Cr Mo Gew-% Schutzgase: Argon % CO2 warmfeste Stähle und Stahlguß artgleich, aufhärtbare und nitrierbare Stähle mit vergleichbarer Zusammensetzung, wärmebehandelbare Stähle mit vergleichbarer Zusammensetzung mit Zugfestigkeiten bis 780 N/mm 2, laugenrissbeständige Stähle CrMo4-5, CrMo5, CrMo4, CrMoV4, CrMo4, CrMo5, G22CrMo5-4, G17CrMo5-5 ASTM A193 Gr. B7; A335 Gr. P11 u. P12; A217 Gr. WC6 TÜV-D (1091.), DB ( ), ÖBB, TÜV-A (92), FI (G CrMo1Si), SEPROZ, CE Böhler DCMS - IG 0, Böhler DCMS - IG 1, Böhler DCMS - IG 1,2 XI / 10
 EN ISO 21952-A:2008: G MoSi EN ISO 21952-B:2008: G 52M 1M3 W.Nr.: 1.")
11 Massivdrahtelektrode hochlegiert BÖHLER EAS 2-IG (Si) hochlegiert, chemisch beständig EN ISO A:2007: G 19 9 LSi EN ISO B:2007: SS308LSi AWS A5.9-06: ER308LSi W.Nr.: Massivdrahtelektrode für die Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13 % Chromstähle verschweißt werden, z.b. chemischer Apparate- und Behälterbau, Textil- und Zelluloseindustrie, Färbereibetriebe u.v.a. Hervorragende Gleitfähigkeit und Fördereigenschaften. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +350 C Betriebstemperatur. Kaltzäh bis -196 C. C Si Mn Cr Ni Gew-% Schutzgase: Argon + max. 2.5 % CO X2CrNi19-11, X5CrNi18-10, X2CrNiN18-10, GX10CrNi18-8, X6CrNiTi18-10, X5CrNiNb18-10, X6CrNiNb18-10 AISI 304, 304L, 304LN, 302, 321, 347; ASTM A157 Gr. C9; A320 Gr. B8C oder D TÜV-D (3159.), DB ( ), ÖBB, TÜV-A (98), DNV (308L), GL (4550S), SEPROZ, CE Böhler EAS 2 - IG (Si) 0, Böhler EAS 2 - IG (Si) 1, Böhler EAS 2 - IG (Si) 1,2 BÖHLER SAS 2-IG (Si) hochlegiert, chemisch beständig EN ISO A:2007: G 19 9 NbSi EN ISO B:2007: SS347Si AWS A5.9-06: ER347Si W.Nr.: Massivdrahtelektrode für die Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritische 13%-Chromstähle verschweißt werden, z.b. chemischer Apparate- und Behälterbau, chemische, pharmazeutische und Zelluloseindustrie u.v.a. Hervorragende Gleitfähigkeit und Fördereigenschaften. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +400 C Betriebstemperatur. Kaltzäh bis -196 C. C Si Mn Cr Ni Nb Gew-% Schutzgase: Argon + max. 2.5 % CO X6CrNiNb18-10, X6CrNiTi18-10, GX5CrNiNb19-11, X5CrNi18-10, GX10CrNi18-8, X5CrNiNb18-10, X2CrNiN18-10, X2CrNi19-11, AISI 347, 321, 302, 304, 304L, 304LN; ASTM A296 Gr. CF 8 C; A157 Gr. C9; A320 Gr. B8C oder D TÜV-D (0025.), TÜV-A (78), GL (4550S), LTSS, SEPROZ, CE Böhler SAS 2 - IG (Si) 0, Böhler SAS 2 - IG (Si) 1, Böhler SAS 2 - IG (Si) 1,2 XI / 11

12 Massivdrahtelektrode hochlegiert BÖHLER EAS 4 M-IG (Si) Massivdrahtelektrode hochlegiert, chemisch beständig EN ISO A:2007: G LSi EN ISO B:2007: SS316LSi AWS A5.9-06: ER316LSi W.-Nr.: Massivdrahtelektrode für die Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13 %-Chromstähle verschweißt werden, z.b. chemischer Apparate- und Behälterbau, Textil- und Zelluloseindustrie, Färbereibetriebe, Getränkeerzeugung, Kunstharzanlagen u.v.a. Durch Mo-Zusatz auch für chloridhaltige Medien geeignet. Hervorragende Gleitfähigkeit und Fördereigenschaften. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +400 C Betriebstemperatur. Kaltzäh bis -196 C. C Si Mn Cr Ni Mo Gew-% Schutzgase: Argon + max. 2.5 % CO X5CrNiMo , X2CrNiMo , X2CrNiMo , X3CrNiMo , X6CrNiMoTi , X6CrNiMoNb , X10CrNiMoNb18-12, GX2CrNiMo , UNS S31653; AISI 316L, 316Ti, 316Cb TÜV-D (3233.), DB ( ), ÖBB, TÜV-A (100), DNV (316L), GL (4429S), Statoil Böhler EAS 4 M - IG (Si) 0, Böhler EAS 4 M - IG (Si) 1, Böhler EAS 4 M - IG (Si) 1,2 BÖHLER SAS 4-IG (Si) hochlegiert, chemisch beständig EN ISO A:2007: G NbSi AWS A5.9-06: ER318 (mod.) W.Nr.: Massivdrahtelektrode für die Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritische 13 %-Chromstähle verschweißt werden. z.b. chemischer Apparate- und Behälterbau, chemische und pharmazeutische Industrie, Zellulose-, Kunstseide- und Textilindustrie u.v.a. Hervorragende Gleitfähigkeit und Fördereigenschaften. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +400 C Betriebstemperatur. Kaltzäh bis -120 C. C Si Mn Cr Ni Mo Nb Gew-% Schutzgase: Argon + max. 2.5 % CO X6CrNiMoTi , X6CrNiMoNb , X5CrNiMo , GX5CrNiMoNb , GX6CrNi- Mo18-12, X10CrNiMoNb18-12, X3CrNiMo , AISI 316L, 316Ti, 316Cb TÜV-D (3492.), TÜV-A (135), DB ( ), ÖBB, SEPROZ, CE Böhler SAS 4 - IG (Si) 0, Böhler SAS 4 - IG (Si) 1, Böhler SAS 4 - IG (Si) 1,2 XI / 12

13 Massivdrahtelektrode hochlegiert BÖHLER A 7-IG hochlegiert, besondere Anwendungen EN ISO A:2007: G 18 8 Mn AWS A5.9-06: ER307 (mod.) W.Nr.: Spezial-Massivdrahtelektrode für Verbindungen zwischen verschieden legierten sowie schwierig schweißbaren Stählen und 14% Mn-Stählen. Zähe Zwischenschichten bei Hartauftragungen. Verschleiß- und korrosionsbeständige Auftragungen an Schienen- und Weichenteilen, Ventilsitzen sowie Kavitationsschutzpanzerungen an Wasserkraftmaschinen. des Schweißgutes: Kaltverfestigungsfähigkeit, sehr gute Kavitationsbeständigkeit, risssicher, thermoschockbeständig, zunderbeständig bis +850 C, unempfindlich gegen Sigma-Phasen-Versprödung über +500 C. Kaltzäh bis -110 C. Eine Wärmebehandlung ist ohne Probleme möglich. Bei Betriebstemperaturen von über +650 C ist eine Rücksprache zu empfehlen. Hervorragende Gleitfähigkeit und Fördereigenschaften. Sehr gutes Schweiß- und Fließverhalten C Si Mn Cr Ni Gew-% Schutzgase: Argon + max. 2.5 % CO2 0.8 Hochfeste, unlegierte sowie legierte Bau- und Vergütungsstähle mit- und untereinander; Unlegierte sowie legierte Stähle mit hochlegierten Crund CrNi-Stählen; Hitzebeständige Stähle bis +850 C; Austenitische Manganhartstähle miteinander und mit anderen Stählen; Kaltzähe Blechund Rohrstähle in Verbindung mit kaltzähen austenitischen n TÜV-D (06632.), DB ( ), ÖBB, SEPROZ, CE Böhler A 7 - IG 0, Böhler A 7 - IG 1, Böhler A 7 - IG 1,2 BÖHLER FF-IG hochlegiert, hitzebeständig EN ISO A:2007: G H EN ISO B:2007: SSZ309 AWS A5.9-06: ER309 (mod.) W.Nr.: Massivdrahtelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle, sowie für hitzebeständige, ferritische CrSiAl-Stähle. z.b. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, keramische Industrie. Austenitisches Schweißgut mit ca. 8 % Ferritanteil. Bevorzugt bei Angriff durch oxidierende Gase. Verbindungen an CrSiAl-Stählen, die schwefelhaltigen Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA bzw. FA-IG geschweißt werden. Zunderbeständig bis C. C Si Mn Cr Ni Gew-% Schutzgase: Argon + max. 2.5 % CO2 0.8 austenitisch: X 15 CrNiSi 20 12, G-X 40 CrNiSi 22 9, X7 CrNi ferritisch-perlitisch: X 10 CrAl 7, X 10 CrAl 13, X 10 CrAl 18, G-X 30 CrSi 6, G-X 40 CrSi 17, AISI 305; ASTM A297HF : TÜV-A (26), SEPROZ Böhler FF - IG 0, Böhler FF - IG 1, Böhler FF - IG 1,2 XI / 13

14 Massivdrahtelektrode hochlegiert BÖHLER FFB-IG hochlegiert, hitzebeständig EN ISO A:2007: G Mn AWS A5.9-06: ER310 (mod.) W.Nr.: Massivdrahtelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle. z.b. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, keramische Industrie. Vollaustenitisches Schweißgut. Bevorzugt bei Angriffen oxidierender, stickstoffhaltiger, sowie sauerstoffarmer Gase. Verbindungsschweißungen an hitzebeständigen CrSiAl-Stählen, die schwefelhaltigen Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA bzw. FA-IG geschweißt werden. Zunderbeständig bis C. Kaltzäh bis -196 C. Wegen Versprödungsgefahr soll der Temperaturbereich zwischen C vermieden werden. C Si Mn Cr Ni Gew-% Schutzgase: Argon + max. 2.5 % CO2 0.8 austenitisch: X 15 CrNiSi 25 20, X 12 CrNi 25 21, X 15 CrNiSi 20 12, G-X 15 CrNi 25 20, G-X 40 CrNi 25 21, G-X 40 CrNiSi 22 9 ferritisch-perlitisch: X 10 CrAl 7, X 10 CrAl 13, X 10 CrAl 18, X 10 CrAl 25, G-X 30 CrSi 6, G-X 40 CrSi 17, AISI 305, 310, 314; ASTM A297 HF; A297 HJ : SEPROZ Böhler FFB - IG 0, Böhler FFB - IG 1, Böhler FFB - IG 1,2 WIG-Kaltdraht-Schweißnaht XI / 14

15 Massivdrahtelektrode nickelbasis BÖHLER NIBAS 625-IG, NiCr 625-IG Nickelbasis-Schweißzusatz NiCr 70 Nb-IG MIG-Drahtelektrode für hochwertige Schweißverbindungen von Nickelbasislegierungen, warm und hochwarmfesten n, hitzebeständigen sowie kaltzähen n, weiter für niedriglegierte schwer schweißbare Stähle und Mischverbindungen geeignet. Ferner für Ferrit- Austenit-Verbindungen bei Betriebstemperaturen +300 C oder Wärmebehandlungen. Eignung im Druckbehälterbau für -196 C bis +550 C, sonst bis zur Zunderbeständigkeit von C (schwefelfreie Atmosphäre). Unempfindlich gegen Versprödung, hohe Heißrisssicherheit, außerdem wird die C-Diffusion bei hohen Temperaturen oder Wärmebehandlungen artverschiedener Verbindungen weitgehend gehemmt. Thermoschockbeständig, nichtrostend, vollaustenitisch. Niedriger Ausdehnungskoeffizient zwischen C-Stahl und austenitischen CrNi(Mo)-Stahl. Draht und Schweißgut entsprechen höchsten Qualitätsanforderungen. C Si Mn Cr Ni Ti Nb Fe Gew-% Rest + 2,6 1,0 Schutzgase: Argon + 40% He 0,8 u.1,0 mm Ar + He + sehr geringe Anteile Aktivgas 1,2 mm Für die Verschweißung wird vorteilhafterweise die Impulslichtbogentechnik mit Argon oder Argon-Helium-Gemischen empfohlen Ni Cr 15 Fe, LC-NiCr 15 Fe, Alloy 600, Alloy 600 L, Nickel- und Nickellegierungen, kaltzähe Stähle bis X8Ni9, hochlegierte Crund CrNiMo-Stähle besonders bei Mischverbindungen, sowie deren Verbindungen zu unlegierten, niedriglegierten, warm-, hochwarmfesten Stählen. Auch für den Werkstoff Incoloy 800 geeignet. : TÜV-D (4327.), TÜV-A (435), Statoil, SEPROZ, CE, NAKS (NiCr 70 Nb-IG TÜV-D (0890.)) XI / 15 EN ISO 18274:2006: S Ni 6625 (NiCr22Mo9Nb) W.Nr.: MIG-Drahtelektrode für hochwertige Schweißverbindungen von hoch Mo-legierten Nickelbasislegierungen (z.b. Inconel 625 und Incoloy 825) sowie CrNiMo-Stählen mit hohem Mo-Gehalt (z.b. 6 Mo -Stähle). Weiter ist dieser Typ auch für warm- und hochwarmfeste Stähle, hitzebeständige sowie kaltzähe, Mischverbindungen und niedrig legierte, schwer schweißbare Stähle geeignet. Eignung im Druckbehälterbau für -196 C bis +550 C, sonst bis zur Zunderbeständigkeit von C (S-freie Atmosphäre). Aufgrund der Grundwerkstoffversprödung zwischen C, ist dieser Temperaturbereich zu vermeiden. Hohe Heißrisssicherheit, außerdem wird die C-Diffusion bei hohen Temperaturen oder Wärmebehandlungen artverschiedener Verbindungen weitgehend gehemmt. Extrem hohe Beständigkeit gegen Spannungsrisskorrosion und Lochkorrosion (PREN 52.) Thermoschockbeständig, nichtrostend, vollaustenitisch. Niedriger Ausdehnungskoeffizient zwischen C-Stahl und austenitischem CrNi(Mo)-Stahl. Draht und Schweißgut entsprechen höchsten Qualitätsanforderungen. C Si Mn Cr Ni Mo Nb Fe Ti Gew-% ,1 0,1 22,0 Rest 9,0 3,6 0,5 + Schutzgase: Argon + 40% He 0,8 u.1,0 mm Ar + He + sehr geringe Anteile Aktivgas 1,2 mm Für die Verschweißung wird vorteilhafterweise die Impulslichtbogentechnik mit Argon oder Argon-Helium-Gemischen empfohlen NiCr 22 Mo 9 Nb, NiCr 21 Mo, NiCr 15 Fe, X10CrNiMoNb18-12, X 10 NiCrAlTi H, X 10 NiCrAlTi 32 20, X1NiCrMoCuN , X 2 CrNiMoCuN , NiCr 21 Mo 6 Cu Verbindungen oben genannter mit unlegierten und niedriglegierten Stählen z.b. P265GH, P285NH, P295GH, 16Mo3, S355N, X8Ni9, N08926, ASTM A 553 Gr.1, Inconel 600, Inconel 625, Incoloy 800, 9 % Ni-Stähle : TÜV-D (4323.), TÜV-A (437), Statoil, SEPROZ, CE (NiCr 625-IG: TÜV-D (3937.)) Böhler NIBAS IG 0, Böhler NIBAS IG 1, Böhler NIBAS IG 1,2 BÖHLER NIBAS 70/20-IG, Nickelbasis-Schweißzusatz Böhler NIBAS 70/20 - IG 0, Böhler NIBAS 70/20 - IG 1, Böhler NIBAS 70/20 - IG 1,2 EN ISO 18274:2006: S Ni 6082 (NiCr20Mn3Nb) W.Nr.:
.")
16 Massivdrahtelektrode hochlegiert, hochkorrosionsbeständig BÖHLER CN 22/9 N-IG hochlegiert, hochkorrosionsbeständig EN ISO A:2007: G NL EN ISO B:2007: SS2209 AWS A5.9-06: ER2209 W.Nr.: (mod.) für das Schweißen ferritisch-austenitischer Duplexstähle bestens geeignet. Das Schweißgut besitzt durch eine gezielte Legierungsabstimmung neben hohen Festigkeits- und Zähigkeitseigenschaften noch ausgezeichnete Beständigkeit gegenüber Spannungsrisskorrosion und Lochfraß (PREN >35). Der Schweißzusatz kann im Temperaturbereich von -40 C bis +250 C eingesetzt werden. Zur Erzielung der besonderen Schweißguteigenschaften ist auf eine kontrollierte Aufmischung und entsprechenden Wurzelschutz zu achten. Ferritgehalt FN (WRC). Die Massivdrahtelektrode zeichnet sich durch hervorragende Gleit- und Fördereigenschaften und ein sehr gutes Schweiß- und Fließverhalten aus. C Si Mn Cr Ni Mo N PREN Gew-% ,4 1,7 22,5 8,8 3,2 0,15 35 Schutzgase: Argon % He + max. 2 % CO mm Argon % He + max. 1 % O mm Vorwärmung und Wärmenachbehandlung sind für das Schweißgut nicht erforderlich. Die Zwischenlagentemperatur sollte mit max. 150 C nach oben begrenzt werden. artgleiche Duplex-Stähle, sowie ähnlich legierte, ferritisch-austenitische mit erhöhter Festigkeit X2CrNiMoN22-5-3, X2CrNiN23-4, X2CrNiMoN zusammen mit X10CrNiMoNb18-12, X2CrNiMoN zusammen mit P235GH / P265GH, S255N, P295GH, S355N, 16Mo3, UNS S31803, S32205 : TÜV-D (4483.), TÜV-A (424), DB ( ), DNV (X), GL (4462S), Statoil, SEPROZ, CE Böhler CN 22/9 N - IG 1, Böhler CN 22/9 N - IG 1,2 BÖHLER CN 25/9 CuT-IG hochlegiert, hochkorrosionsbeständig EN ISO A:2007: G NL AWS A5.9-06: ER2594 Massivdrahtelektrode für das Schweißen ferritisch-austenitischer Superduplex- speziell in der Offshore-Technik. Neben hoher Festigkeit und guter Zähigkeit besitzt das Schweißgut eine sehr gute Beständigkeit gegen Lochfraß und Spannungsrisskorrosion. Für Betriebstemperaturen von -50 C bis +250 C. C Si Mn Cr Ni Mo N Cu W PREN Gew-% ,3 0,7 25,2 9,2 3,6 0,22 0,6 0,62 40 Schutzgase: Argon % He % CO mm Argon % He + max. 1 % O mm 25 % Cr-Superduplex Stähle, z.b X2CrNiMoCuWN UNS S 32750, S 32760, ZERON 100, SAF 25/07, FALC Böhler CN 25/9 CuT - IG 1, Böhler CN 25/9 CuT - IG 1,2 XI / 16
. Der Schweißzusatz kann im Temperaturbereich von -40 C bis +250 C eingesetzt werden.")
17 Fülldrahtelektrode BÖHLER HL 52-FD Fülldrahtelektrode, unlegiert - rutiler Typ EN ISO A: EN ISO B: AWS A5.20: AWS A5.20M: T 46 4 P M 1 H10 T 42 2 P C 1 H5 T554T1-1MA-UH10 T492T1-1CA-UH5 E71T-1MJH8 E71T-1CH4 E491T-1MJH8 E491T-1CH4 Rutil- Fülldrahtelektrode mit rasch erstarrender Schlacke. Hervorragende Schweißeigenschaften in allen Positionen. Ausgezeichnete mechanische Gütewerte, gute Schlackenentfernbarkeit, geringe Spritzverluste, glatte feingezeichnete Nahtoberfläche, hohe Röntgensicherheit, kerbfreie Nahtübergänge. Zwangslagen können mit angehobenem Schweißstrom und daher äußerst wirtschaftlich mit erhöhter Abschmelzleistung geschweißt werden. C Si Mn Ti Gew-% Stähle bis zu einer Streckgrenze von 460 N/mm 2 (67 ksi) S235J2G3- S355J2G3, GE200, GE240, GE260, S235JRS1 - S235J2S, AH, DH, EH, S255N - S355N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, P235G1TH, P255G1TH ASTM A27 u. A36 Gr. alle; A106 Gr. A, B A214; A 242 Gr.1-5; A266 Gr. 1, 2, 4; A283 Gr. A, B, C, D; A285 Gr. A, B, C; A299 Gr. A, B; A328; A366; A515 Gr. 60, 65, 70; A516 Gr. 55; A556 Gr. B2A; A570 Gr. 30, 33, 36, 40, 45; A572 Gr. 42, 50; A606 G907 Gr. 30, 33, 36, 40; Gr. alle; A607 Gr. 45; A656 Gr. 50, 60; A668 Gr. A, B; A841; A851 Gr. 1, 2; A935 Gr.45; A936 Gr. 50; API 5L X42-X65 TÜV-D (11164.), DB ( ), ABS, GL, LR, DNV, BV, CRS, CE Verarbeitungshinweise Rücktrocknung falls erforderlich: 150 C/24h Schutzgase: Argon % CO2 100% CO2 ø 1,2 und 1,6 mm Schweißung mit herkömmlichen MAG-Geräten. BÖHLER HL 51-FD Fülldrahtelektrode, EN ISO A: T 46 4 M M 1 H5 unlegiert - Metallpulvertyp EN ISO B: T554T15-1MA-UH5 AWS A5.18: E70C-6MH4 AWS A5.18M: E48C-6MH4 Metallpulvergefüllte Hochleistungs-Fülldrahtelektrode für halb- und vollautomatische Verbindungsschweißungen an unlegierten Bau- und Feinkornbaustählen bei Einsatztemperaturen von -40 bis +450 C. Die speziell abgestimmte Pulverfüllung ermöglicht eine sehr hohe Ausbringung von 93 bis 97% und Abschmelzleistungen bis zu 9 kg/h. Ruhiger sprühlichtbogenartiger Tropfenübergang bei geringster Spritzerbildung. Durch geringe Schlackenbildung können mehrere Lagen ohne Zwischensäuberung geschweißt werden. Guter Einbrand, hohe Porensicherheit und gute Fließeigenschaften stellen weitere Qualitätsmerkmale dieser Drahtelektrode dar. C Si Mn Gew-% Stähle bis zu einer Streckgrenze von 460 N/mm2 (67 ksi) S235J2G3 - S355J2G3, GE200, GE240, GE260, S235JRS1 - S235J4S, AH, DH, EH, S255N - S380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, P235G1TH, P255G1TH ASTM A27 u. A36 Gr. alle; A106 Gr. A, B A214; A 242 Gr.1-5; A266 Gr. 1, 2, 4; A283 Gr. A, B, C, D; A285 Gr. A, B, C; A299 Gr. A, B; A328; A366; A515 Gr. 60, 65, 70; A516 Gr. 55; A556 Gr. B2A; A570 Gr. 30, 33, 36, 40, 45; A572 Gr. 42, 50; A606 Gr. alle; A607 Gr. 45; A656 Gr. 50, 60; A668 Gr. A, B; A907 Gr. 30, 33, 36, 40; A841; A851 Gr. 1, 2; A935 Gr.45; A936 Gr. 50; API 5L X42-X60 TÜV-D (11163.), DB, ABS, BV, DNV, GL, CE, LR Verarbeitungshinweise Rücktrocknung nicht erforderlich Schutzgase: Argon % CO2 Schweißung mit herkömmlichen MAG-Geräten. ø 1,2 und 1,6 mm XI / 17

18 Schweissstab WIG warmfest BÖHLER DMO-IG WIG-Schweißstab, verkupfert für das Schweißen im Kessel-, Druckbehälter-, Rohrleitung, Kran- und Stahlbau. Hochwertiges, sehr zähes und risssicheres Schweißgut, alterungsbeständig. Geeignet für den Temperaturbereich -30 C / +500 C (+550 C). Sehr gutes Schweiß- und Fließverhalten. Richtanalyse des Schweißstabes C Si Mn Mo Gew-% Schutzgase: Argon WIG-Stab, niedriglegiert, warmfest (hochfest) warmfeste Stähle und Stahlguss artgleich, alterungsbeständige und laugenrissbeständige Stähle S355J2G3, L290 - L415NB, L290 MB - L415MB, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, 16Mo3, 17MnMoV6-4, 22NiMoCr4-7, 20MnMoNi5-5, 15NiCuMoNb5S, 20MnMoNi4-5, GE240 - GE300, 22Mo4, S255N - S460N, P255NH - P460NH ASTM A335 Gr. P1; A Gr. T1 A A182M Gr. F1; A204M Gr. A, B, C; A250M Gr. T1; A217 Gr. WC1 TÜV-D (0020.), KTA ( ), DB ( ), ÖBB, TÜV-A (75), BV (UP), DNV (I YMS), FI (W MoSi), CRS (3), CE Böhler DMO - IG 1, Böhler DMO - IG 1, Böhler DMO - IG 2, Böhler DMO - IG 2, Böhler DMO - IG 3,0 EN ISO A:2008: W MoSi EN ISO B:2008: W 52 1M3 EN ISO 636-A:2008: W2Mo (für Stab) W.Nr.: BÖHLER DCMS-IG WIG-Schweißstäbe, verkupfert für das Schweißen im Kessel-, Druckbehälter- und Rohrleitungsbau, ferner für Schweißarbeiten an Vergütungs- und Einsatzstählen. Bevorzugt für 13CrMo4-5. Zugelassen im Langzeitbereich für Betriebstemperaturen bis +570 C. Geeignet für Step cooling - Anwendungen (Bruscato 15 ppm). Das Schweißgut weist hohe Güteeigenschaften, gute Zähigkeit und Risssicherheit, Laugenrissbeständigkeit sowie Nitrierfähigkeit auf und ist vergütbar. Die Zeitstandfestigkeit liegt im Streubereich des s 13CrMo4-5. Sehr gutes Schweiß- und Fließverhalten. Richtanalyse des Schweißstabes C Si Mn Cr Mo P As Sb Sn Gew-% Schutzgase: Argon warmfeste Stähle und Stahlguß artgleich, aufhärtbare und nitrierbare Stähle mit vergleichbarer Zusammensetzung, wärmebehandelbare Stähle mit vergleichbarer Zusammensetzung mit Zugfestigkeiten bis 780 N/mm 2, laugenrissbeständige Stähle CrMo4-5, CrMo5, CrMo4, CrMoV4, CrMo4, CrMo5, G22CrMo5-4, G17CrMo5-5 ASTM A193 Gr. B7; A217 Gr. WC6; A335 Gr. P11 u. P 12 TÜV-D (0727.), TÜV-A (91), FI (W CrMo1Si), SEPROZ, CE WIG-Stab, niedriglegiert, warmfest Böhler DCMS - IG 1, Böhler DCMS - IG 2, Böhler DCMS - IG 2, Böhler DCMS - IG 3,0 EN ISO A:2008: W CrMo1Si EN ISO B:2008: W G1CM3 W.Nr.: XI / 18
 warmfeste Stähle und Stahlguss artgleich, alterungsbeständige und laugenrissbeständige Stähle S355J2G3, L290 - L415NB, L290 MB -")
19 Schweissstab WIG hochlegiert BÖHLER EAS 2-IG WIG-Stab, hochlegiert, chemisch beständig EN ISO A:2007: W 19 9 L EN ISO B:2007: SS308L AWS A5.9-06: ER308L W.Nr.: WIG-Schweißstab. Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritische 13 % Chromstähle verschweißt werden, z.b. chemischer Apparate- und Behälterbau, chemische, pharmazeutische und Zelluloseindustrie u.v.a. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +350 C Betriebstemperatur. Kaltzäh bis -269 C. Richtanalyse des Schweißstabes C Si Mn Cr Ni Gew-% Schutzgas: Argon X2CrNi19-11, X5CrNi18-10, X2CrNiN18-10, GX10CrNi18-8, X6CrNiTi18-10, X5CrNiNb18-10, X6CrNiNb18-10, AISI 304, 304L, 304LN, 302, 321, 347; ASTM A157 Gr. C9; A320 Gr. B8C o. D TÜV-D (0145.), DB ( ), ÖBB, TÜV-A (97), DNV (308L), GL (4550), SEPROZ, CE Böhler EAS 2 - IG 1, Böhler EAS 2 - IG 1, Böhler EAS 2 - IG 2, Böhler EAS 2 - IG 2, Böhler EAS 2 - IG 3,0 BÖHLER SAS 2-IG WIG-Schweißstab. Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13 % Chromstähle verschweißt werden. z.b. chemischer Apparate- und Behälterbau, Textil und Zelluloseindustrie, Färbereibetriebe u.v.a. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +400 C Betriebstemperatur. Kaltzäh bis -196 C. Richtanalyse des Schweißstabes C Si Mn Cr Ni Nb Gew-% Schutzgas: Argon WIG-Stab, hochlegiert, chemisch beständig EN ISO A:2007: G 19 9 NbSi EN ISO B:2007: SS347Si AWS A5.9-06: ER347Si W.Nr.: X6CrNiNb18-10, X6CrNiTi18-10, GX5CrNiNb19-11, X5CrNi18-10, GX10CrNi18-8, X5CrNiNb18-10, X2CrNiN18-10, X2CrNi19-11 AISI 347, 321, 302, 304, 304L, 304LN; ASTM A296 Gr. CF 8 C; A157 Gr. C9; A320 Gr. B8C oder D TÜV-D (0142.), TÜV-A (77), GL (4550), LTSS, SEPROZ, CE Böhler SAS 2 - IG 1, Böhler SAS 2 - IG 1, Böhler SAS 2 - IG 2, Böhler SAS 2 - IG 2, Böhler SAS 2 - IG 3,0 XI / 19

20 Schweissstab WIG hochlegiert BÖHLER EAS 4 M-IG WIG-Stab, hochlegiert, chemisch beständig EN ISO A:2007: W L EN ISO B:2007: SS316L AWS A5.9-06: ER316L W.Nr.: WIG-Schweißstab. Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritisch 13% Chromstähle verschweißt werden, z.b. Chemischer Apparate- und Behälterbau, chemische pharmazeutische und Zellulose-, Kunstseide- und Textilindustrie u.v.a. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +400 C Betriebstemperatur. Kaltzäh bis -196 C. Richtanalyse des Schweißstabes C Si Mn Cr Ni Mo Gew-% Schutzgas: Argon X5CrNiMo , X2CrNiMo , X2CrNiMo , X3CrNiMo , X6CrNiMoTi , X6CrNiMoNb , X10CrNiMoNb18-12, GX2CrNiMo , S31653, AISI 316L, 316Ti, 316Cb TÜV-D (0149.), DB ( ), ÖBB, TÜV-A (101), DNV (316L), GL (4429), SEPROZ, CE Böhler EAS 4 M - IG 1, Böhler EAS 4 M - IG 1, Böhler EAS 4 M - IG 2, Böhler EAS 4 M - IG 2, Böhler EAS 4 M - IG 3,0 BÖHLER SAS 4-IG WIG-Stab, hochlegiert, chemisch beständig EN ISO A:2007: W Nb EN ISO B:2007: SS318 AWS A5.9-06: ER318 W.Nr.: WIG-Schweißstab. Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13% Chromstähle verschweißt werden. z.b. Chemischer Apparate- und Behälterbau, Textil und Zelluloseindustrie, Färbereibetriebe, Getränkeerzeugung, Kunstharzanlagen u.v.a. Durch Mo-Zusatz auch für chloridhaltige Medien geeignet. Sehr gutes Schweiß- und Fließverhalten. IK-beständig bis +400 C Betriebstemperatur. Richtanalyse des Schweißstabes C Si Mn Cr Ni Mo Nb Gew-% Schutzgas: Argon X6CrNiMoTi , X6CrNiMoNb , X5CrNiMo , GX5CrNiMoNb , GX6CrNiMo18-12, X10CrNiMoNb18-12, X3CrNiMo , AISI 316L, 316Ti, 316Cb TÜV-D (0236.), KTA ( ), DB ( ), ÖBB, TÜV-A (134), GL (4571), SEPROZ, CE Böhler SAS 4 - IG 1, Böhler SAS 4 - IG 1, Böhler SAS 4 - IG 2, Böhler SAS 4 - IG 2, Böhler SAS 4 - IG 3,0 XI / 20

21 Schweissstab WIG hochlegiert BÖHLER A 7 CN - IG WIG-Stab, hochlegiert, besondere Anwendungen EN ISO A:2007: W 18 8 Mn AWS A5.9-06: ER307 (mod.) W.Nr.: WIG-Schweißstab für Verbindungen zwischen verschieden legierten sowie schwierig schweißbaren Stählen und 14%-Mn-Stählen. Weiter für zähe Zwischenschichten bei Hartauftragungen, verschleiß- und korrosionsbeständige Auftragungen an Schienen- und Weichenteilen, Ventilsitzen sowie Kavitationsschutzpanzerungen an Wasserkraftmaschinen. des Schweißgutes: Kaltverfestigungsfähigkeit, sehr gute Kavitationsbeständigkeit, risssicher, thermoschockbeständig, zunderbeständig bis +850 C, unempfindlich gegen Sigma-Phasen-Versprödung über +500 C, kaltzäh bis -110 C. Eine Wärmebehandlung ist ohne Probleme möglich. Bei Betriebstemperaturen von über +650 C ist eine Rücksprache mit dem Hersteller zu empfehlen. Sehr gutes Schweiß- und Fließverhalten. Richtanalyse des Schweißstabes C Si Mn Cr Ni Gew-% Schutzgas: Argon hochfeste, unlegierte und legierte Bau-, Vergütungs- und Panzerstähle mit- und untereinander; unlegierte sowie legierte Kessel- oder Baustähle mit hochlegierten Cr- und CrNi-Stählen; hitzebeständige Stähle bis +850 C; austenitische Manganhartstähle miteinander und mit anderen Stählen; kaltzähe Blech- und Rohrstähle in Verbindung mit kaltzähen austenitischen n. TÜV-D (00023.), DNV (X), GL (4370), CE Böhler A 7 - IG 1, Böhler A 7 - IG 2, Böhler A 7 - IG 2, Böhler A 7 - IG 3,0 BÖHLER FF - IG WIG-Stab, hochlegiert, hitzebeständig EN ISO A:2007: W H EN ISO B:2007: SSZ309 AWS A5.9-06: ER309 (mod.) W.Nr.: WIG-Schweißstab für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle, sowie für hitzebeständige, ferritische CrSiAl-Stähle. z. B. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, keramische Industrie. Austenitisches Schweißgut mit ca. 8 % Ferritanteil. Bevorzugt bei Angriff durch oxidierende Gase. Verbindungen an CrSiAl-Stählen, die schwefelhaltigen Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA bzw. FA-IG geschweißt werden. Zunderbeständig bis C. Richtanalyse des Schweißstabes C Si Mn Cr Ni Gew-% Schutzgas: Argon austenitisch: X 15 CrNiSi 20 12, G-X 40 CrNiSi 22 9, X7 CrNi 2314 ferritisch-perlitisch: X 10 CrAl 7, X 10 CrAl 13, X 10 CrAl 18, G-X 30 CrSi 6, G-X 40 CrSi 17 AISI 305; ASTM A297HF TÜV-A (20), SEPROZ Böhler FF - IG 1, Böhler FF - IG 1, Böhler FF - IG 2, Böhler FF - IG 2, Böhler FF - IG 3,0 XI / 21
22 Schweissstab WIG hochlegiert, nickelbasis BÖHLER FFB - IG WIG-Schweißstab für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle. z. B. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, keramische Industrie. Vollaustenitisches Schweißgut. Bevorzugt bei Angriffen oxidierender, stickstoffhaltiger sowie sauerstoffarmer Gase. Verbindungsschweißungen an hitzebeständigen CrSiAl-Stählen, die schwefelhaltigen Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA bzw. FA-IG geschweißt werden. Zunderbeständig bis C. Kaltzäh bis -196 C. Wegen Versprödungsgefahr soll der Temperaturbereich zwischen C vermieden werden. Richtanalyse des Schweißstabes C Si Mn Cr Ni Gew-% Schutzgas: Argon austenitisch: X 15 CrNiSi 25 20, X 12 CrNi 25 21, X 15 CrNiSi 20 12, G-X 15 CrNi 25 20, G-X 40 CrNi 25 21, G-X 40 CrNiSi 22 9 ferritisch-perlitisch: X 10 CrAl 7, X 10 CrAl 13, X 10 CrAl 18, X 10 CrAl 25, G-X 30 CrSi 6, G-X 40 CrSi 17, AISI 305, 310, 314; ASTM A297 HF; A297 HJ : SEPROZ WIG-Stab, hochlegiert, hitzebeständig Böhler FFB - IG 1, Böhler FFB - IG 1, Böhler FFB - IG 2, Böhler FFB - IG 2, Böhler FFB - IG 3,0 BÖHLER NIBAS 625-IG, NiCr 625-IG WIG-Stab, Nickelbasis XI / 22 EN ISO A:2007: W Mn AWS A5.9-06: ER310 (mod.) W.Nr.: EN ISO 18274:2006: S Ni 6625 (NiCr22Mo9Nb) W.Nr.: WIG-Schweißstab für hochwertige Schweißverbindungen von hoch Mo-legierten Nickelbasislegierungen (z.b. INCONEL 625 und INCOLOY 825) sowie CrNiMo-Stählen mit hohem Mo-Gehalt (z.b. 6% Mo-Stähle). Weiter ist dieser Typ auch für warm- und hochwarmfeste Stähle, hitzebeständige sowie kaltzähe, Mischverbindungen und niedrig legierte, schwer schweißbare Stähle geeignet. Eignung im Druckbehälterbau für -196 C bis +550 C, sonst bis zur Zunderbeständigkeit von C (schwefelfreie Atmosphäre). Aufgrund der Grundwerkstoffversprödung zwischen C, ist dieser Temperaturbereich zu vermeiden. Hohe Heißrisssicherheit; außerdem wird die C-Diffusion bei hohen Temperaturen oder Wärmebehandlungen artverschiedener Verbindungen weitgehend gehemmt. Extrem hohe Beständigkeit gegen Spannungsrisskorrosion und Lochkorrosion (PREN 52). Thermoschockbeständig, nichtrostend, vollaustenitisch. Niedriger Ausdehnungskoeffizient zwischen C-Stahl und austenitischem CrNi(Mo)-Stahl. Draht und Schweißgut entsprechen höchsten Qualitätsanforderungen. Richtanalyse des Schweißstabes C Si Mn Cr Ni Mo Nb Fe Ti Gew-% ,10 22 Rest 9,0 3,6 0,5 + Schutzgas: 100 % Argon, Argon + Helium Mischgas NiCr 22 Mo 9 Nb, NiCr 21 Mo, NiCr 15 Fe, X10CrNiMoNb18-12, X 10 NiCrAlTi H, X 10 NiCrAlTi 32 20, X1NiCrMoCuN , X 2 CrNiMoCuN , NiCr 21 Mo 6 Cu, Verbindungen oben genannter mit unlegierten und niedriglegierten Stählen z.b. P265GH, P285NH, P295GH, 16Mo3, S355N, X8Ni9, N08926, ASTM A 553 Gr.1, Inconel 600, Inconel 625, Incoloy 800, 9 % Ni-Stähle : TÜV-D (4324.), TÜV-A (436), Statoil, SEPROZ, CE (NiCr 625-IG: TÜV-D (3938.)) Böhler NIBAS IG 1, Böhler NIBAS IG 2, Böhler NIBAS IG 2, Böhler NIBAS IG 3,0
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Schweißzusatzwerkstoffe
 4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
Schweißzusätze 2008. Steigerung der Wirtschaftlichkeit durch Qualität. Für das Schweißen von: HUFNAGEL
 Hufnagel GmbH Schweißtechnik Schweißzusätze 2008 HUFNAGEL Für das Schweißen von: Lieferform: Stabelektroden MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden UP-Schweißpulver Schweißband Fülldrähte
Hufnagel GmbH Schweißtechnik Schweißzusätze 2008 HUFNAGEL Für das Schweißen von: Lieferform: Stabelektroden MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden UP-Schweißpulver Schweißband Fülldrähte
1. Stabelektroden zum Schweißen nichtrostender Stähle
 1. Stabelektroden zum Schweißen nichtrostender Stähle Artikel-Bezeichnung 4009 B E 410 4351 B E 410 NiMo 4502 B E 430 4115 B 4316 B E 308 L 15 4316 R E 308 L 16 4316 R 140 4551 B E 347 15 4551 R E 347
1. Stabelektroden zum Schweißen nichtrostender Stähle Artikel-Bezeichnung 4009 B E 410 4351 B E 410 NiMo 4502 B E 430 4115 B 4316 B E 308 L 15 4316 R E 308 L 16 4316 R 140 4551 B E 347 15 4551 R E 347
Katalog. SPEZIAL Schweißzusatzwerkstoffe
 Katalog SPEZIAL Schweißzusatzwerkstoffe Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet
Katalog SPEZIAL Schweißzusatzwerkstoffe Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet
SCHWEISSZUSATZWERKSTOFFE
 220 221 222 DRAHTELEKTRODEN FÜR DAS UNTERPULVERSCHWEISSEN (UP) 225 SCHWEISSZUSATZWERKSTOFFE GEBINDEGRÖSSEN UND ABLAUFVORRICHTUNGEN 225 GASSCHWEISSSTÄBE (WIG / TIG) 226 STABELEKTRODEN ZUM SCHWEISSEN 226
220 221 222 DRAHTELEKTRODEN FÜR DAS UNTERPULVERSCHWEISSEN (UP) 225 SCHWEISSZUSATZWERKSTOFFE GEBINDEGRÖSSEN UND ABLAUFVORRICHTUNGEN 225 GASSCHWEISSSTÄBE (WIG / TIG) 226 STABELEKTRODEN ZUM SCHWEISSEN 226
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz. Made in Germany
 Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
SCHWEISSEN. Elektroden, Schweißdraht 266. Schweißen
 SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
Schweißzusatzwerkstoffe und Lote
 Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
Schw eiß- und Lötzusatzw erkstoffe
 Schw eiß- und Lötzusatzw erkstoffe Inhaltsverzeichnis Seite Schweißpositionen und Symbole 85 Stabelektroden 86 Autogenschweißstäbe 96 Niedrig- und mittellegierte Schutzgasdrähte und -stäbe 97 UP-Drahtelektroden
Schw eiß- und Lötzusatzw erkstoffe Inhaltsverzeichnis Seite Schweißpositionen und Symbole 85 Stabelektroden 86 Autogenschweißstäbe 96 Niedrig- und mittellegierte Schutzgasdrähte und -stäbe 97 UP-Drahtelektroden
MIG / MAG - Massivdrähte. WIG / TIG - Stäbe. MIG / MAG - Fülldrähte. Open Arc - Fülldrähte. UP - Füll - Massivdrähte. Stabelektroden.
 MIG / MAG - Massivdrähte WIG / TIG - Stäbe MIG / MAG - Fülldrähte Open Arc - Fülldrähte Grundwissen Inhalt UP - Füll - Massivdrähte Stabelektroden Lote Schweiß- und Lötzusatzwerkstoffe für Fertigung, Reparatur
MIG / MAG - Massivdrähte WIG / TIG - Stäbe MIG / MAG - Fülldrähte Open Arc - Fülldrähte Grundwissen Inhalt UP - Füll - Massivdrähte Stabelektroden Lote Schweiß- und Lötzusatzwerkstoffe für Fertigung, Reparatur
2. Stabelektroden zum Schweißen hitzebeständiger Stähle
 2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
STAHLPROFILE WERKSTOFFE
 STAHLPROFILE WERKSTOFFE WERKSTOFFE STAHL ZOLLERN ISOPROFIL Stahlprofile werden anwendungsgerecht in den unterschiedlichsten Stählen gefertigt. Ausführliche Informationen über chemische Zusammensetzung
STAHLPROFILE WERKSTOFFE WERKSTOFFE STAHL ZOLLERN ISOPROFIL Stahlprofile werden anwendungsgerecht in den unterschiedlichsten Stählen gefertigt. Ausführliche Informationen über chemische Zusammensetzung
CHEM-WELD International GmbH, Weißenberg 21 / Hofmühle 3, A-4053 Haid, Austria. WIG Schweißstäbe
 WIG Schweißstäbe WIG-Stäbe für Werkzeuge und Formen WIG-Stäbe für Nickel und Gusseisen, Nickellegierungen, nichtrostende und hitzefeste Stähle WIG-Stäbe für Edelstahl und Duplexstähle WIG-Stäbe für Kupfer,
WIG Schweißstäbe WIG-Stäbe für Werkzeuge und Formen WIG-Stäbe für Nickel und Gusseisen, Nickellegierungen, nichtrostende und hitzefeste Stähle WIG-Stäbe für Edelstahl und Duplexstähle WIG-Stäbe für Kupfer,
Schweißzusatzwerkstoffe
 4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
SCHWEISSZUSÄTZE FÜR DIE VERBINDUNGSSCHWEISSUNG
 Lasting Connections SCHWEISSZUSÄTZE FÜR DIE VERBINDUNGSSCHWEISSUNG voestalpine Böhler Welding www.voestalpine.com/welding LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze bietet Böhler Welding
Lasting Connections SCHWEISSZUSÄTZE FÜR DIE VERBINDUNGSSCHWEISSUNG voestalpine Böhler Welding www.voestalpine.com/welding LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze bietet Böhler Welding
Schweißzusatzwerkstoffe
 Schweißzusatzwerkstoffe 1 für niedriglegierte Stähle 2 MAG-Schweißdraht WIG-Schweißstäbe für niedriglegierte Stähle 3 4 MAG-Schweißdraht WIG-Schweißstäbe für hochlegierte Stähle 5 MIG-Schweißdraht WIG-Schweißstäbe
Schweißzusatzwerkstoffe 1 für niedriglegierte Stähle 2 MAG-Schweißdraht WIG-Schweißstäbe für niedriglegierte Stähle 3 4 MAG-Schweißdraht WIG-Schweißstäbe für hochlegierte Stähle 5 MIG-Schweißdraht WIG-Schweißstäbe
Hinweise Stabelektroden
 EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
ROSTFREIE STÄHLE ZUM SCHWEISSEN
 ROSTFREIE STÄHLE ZUM SCHWEISSEN SINCE 1959 ALL OVER THE WORLD ROSTFREIE STÄHLE ZUM SCHWEISSEN Drähte und Stäbe aus Edelstahl verschiedener Art werden als Zusatzwerkstoffe für die Produktion von Elektroden
ROSTFREIE STÄHLE ZUM SCHWEISSEN SINCE 1959 ALL OVER THE WORLD ROSTFREIE STÄHLE ZUM SCHWEISSEN Drähte und Stäbe aus Edelstahl verschiedener Art werden als Zusatzwerkstoffe für die Produktion von Elektroden
Böhler Schweißzusätze. Lagerprogramm 06/14 ZULTNER
 Böhler Lagerprogramm 06/14 ZULTNER ZULTNER Die Kompetenz in Schweißtechnik begründet sich auf das Zusammentreffen der beiden Marktführer Fronius und Böhler in unserem Lieferprogramm. Das Begleiten der
Böhler Lagerprogramm 06/14 ZULTNER ZULTNER Die Kompetenz in Schweißtechnik begründet sich auf das Zusammentreffen der beiden Marktführer Fronius und Böhler in unserem Lieferprogramm. Das Begleiten der
Zusatzwerkstoffe und Lote
 Stabelektroden für nierdriglegierte Stähle Seite 84-93 Stabelektroden für hochlegierte Stähle Seite 94-99 Schweißdraht Seite 100 WIG-Stäbe niedrigund mittellegiert Seite 100 Gasschweißstäbe, niedrigund
Stabelektroden für nierdriglegierte Stähle Seite 84-93 Stabelektroden für hochlegierte Stähle Seite 94-99 Schweißdraht Seite 100 WIG-Stäbe niedrigund mittellegiert Seite 100 Gasschweißstäbe, niedrigund
Vergleichbare unlegierte Werkstoffe, die durch die VdTÜV-Eignungsprüfung miterfasst sind
 Vergleichbare unlegierte Werkstoffe, die durch die VdTÜV-Eignungsprüfung miterfasst sind 1. Erläuterungen zu den VdTÜV-Kennblättern Vom VdTÜV wurde das VdTÜV Merkblatt Schweißtechnik 1153 veröffentlicht.
Vergleichbare unlegierte Werkstoffe, die durch die VdTÜV-Eignungsprüfung miterfasst sind 1. Erläuterungen zu den VdTÜV-Kennblättern Vom VdTÜV wurde das VdTÜV Merkblatt Schweißtechnik 1153 veröffentlicht.
2. Schweißzusätze für die Aluminiumschweißung. Schweißzusätze für das Titan-Schweißen.
 1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
ALUNOX ist Ihr Programm: Un-/Mittellegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Stabelektrode ESR 11 ESR 13 ESR 13M ESR 35 ESB 44 ESB 48 ESB 52 ESC 60 ESC 70 EM 140 EM 170 EM 171 EM 180 EM 201 EM 202 EM 211 EM 212 EM 222
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Stabelektrode ESR 11 ESR 13 ESR 13M ESR 35 ESB 44 ESB 48 ESB 52 ESC 60 ESC 70 EM 140 EM 170 EM 171 EM 180 EM 201 EM 202 EM 211 EM 212 EM 222
ALUNOX ist Ihr Programm: Hochlegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
Produktinformationen. Un-/mittel- und hochlegierte Schweißdrähte von Böhler
 Produktinformationen Un-/mittel- und hochlegierte Schweißdrähte von Böhler Auswahlhilfe Grundwerkstoffe ASTM (Beispiele) SMAW FCAW GTAW (GW) GMAW SAW Seite Seite Seite Seite Seite Unlegierte Stähle Re
Produktinformationen Un-/mittel- und hochlegierte Schweißdrähte von Böhler Auswahlhilfe Grundwerkstoffe ASTM (Beispiele) SMAW FCAW GTAW (GW) GMAW SAW Seite Seite Seite Seite Seite Unlegierte Stähle Re
nichtrostende Stähle
 Stabelektroden 1 1.3401 X120Mn12 1.4000 X6Cr13 1.4001 X7Cr14 1.4002 X6CrAl13 1.4003 X2CrNi12/X2Cr11 1.4006 X12Cr13 1.4008 GX7CrNiMo12-1/GX8CrNi13 1.4013 X8Cr16 1.4016 X6Cr17 1.4021 X20Cr13 1.4024 X15Cr13
Stabelektroden 1 1.3401 X120Mn12 1.4000 X6Cr13 1.4001 X7Cr14 1.4002 X6CrAl13 1.4003 X2CrNi12/X2Cr11 1.4006 X12Cr13 1.4008 GX7CrNiMo12-1/GX8CrNi13 1.4013 X8Cr16 1.4016 X6Cr17 1.4021 X20Cr13 1.4024 X15Cr13
Schweißzusätze für die Verbindungsschweißung
 Schweißzusätze für die Verbindungsschweißung voestalpine Böhler Welding www.voestalpine.com/welding Böhler Welding Lasting Connections Verbindungen von höchster Qualität Böhler Welding, ein Zusaenschluss
Schweißzusätze für die Verbindungsschweißung voestalpine Böhler Welding www.voestalpine.com/welding Böhler Welding Lasting Connections Verbindungen von höchster Qualität Böhler Welding, ein Zusaenschluss
EN 13479 AWS ER 308L (SI)
") AWS ER 308L (SI) Drahtelektrode, filler wire fil dàpport EN ISO 14343 : G 19 9 L Si where. BÖHLER 2,5 Ni-IG Drahtelektrode, filler wire fil dàpport EN ISO 14341-A : G 46 8 M G2Ni2 / EN ISO 14341-A : G
AWS ER 308L (SI) Drahtelektrode, filler wire fil dàpport EN ISO 14343 : G 19 9 L Si where. BÖHLER 2,5 Ni-IG Drahtelektrode, filler wire fil dàpport EN ISO 14341-A : G 46 8 M G2Ni2 / EN ISO 14341-A : G
Schweißzusatzwerkstoffe
 Schweißzusatzwerkstoffe Drahtelektroden Stabelektroden Fülldrahtelektroden WIG-Schweißstäbe Unschlagbare Vorteile e für den Nutzer von EWM-Schweißzusatzwerkstoffen Beste Ergebnisse erfordern eine ganzheitliche
Schweißzusatzwerkstoffe Drahtelektroden Stabelektroden Fülldrahtelektroden WIG-Schweißstäbe Unschlagbare Vorteile e für den Nutzer von EWM-Schweißzusatzwerkstoffen Beste Ergebnisse erfordern eine ganzheitliche
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Werkstoffbezeichnung. Neue Bezeichnung. Alte Bezeichnung. Werkstoff nummer
 bezeichnung St 37-2K 1.0161 S235JRG2C+C St 52-3N 1.0570 S355J2G3 St 37-2 1.0037 S235JR USt 37-2 1.0036 S235JRG1 RSt37-2 1.0038 S235JRG2 15CrNi6 1.5919 15CrNi6 16MnCr5 1.7131 16MnCr5 16MnCrS5 1.7139 16MnCrS5
bezeichnung St 37-2K 1.0161 S235JRG2C+C St 52-3N 1.0570 S355J2G3 St 37-2 1.0037 S235JR USt 37-2 1.0036 S235JRG1 RSt37-2 1.0038 S235JRG2 15CrNi6 1.5919 15CrNi6 16MnCr5 1.7131 16MnCr5 16MnCrS5 1.7139 16MnCrS5
Schweißzusatzwerkstoffe
 EUROTRODE CARBO 2000 DIN/EN 440 AWS A 5.18 B.S. 2901 Part 1 G422CG3Si 1 (bisher SG 2) / ER70S 6 A 18 G424MG3Si 1 Eigenschaften und Anwendungsgebiete: Massivdrahtelektrode für das Schutzgasschweißen un
EUROTRODE CARBO 2000 DIN/EN 440 AWS A 5.18 B.S. 2901 Part 1 G422CG3Si 1 (bisher SG 2) / ER70S 6 A 18 G424MG3Si 1 Eigenschaften und Anwendungsgebiete: Massivdrahtelektrode für das Schutzgasschweißen un
Schweißzusatzwerkstoffe und Lote Stabelektroden
 Schutzgasschweißdrähte Schweißdrähte Drahtelektroden Gasschweißstäbe Schweißstäbe Schweißzusatzwerkstoffe und Lote Stabelektroden Hartlote, Weichlote Flussmittel 119 120 Schutzgasschweißdrähte G3Si 1 (SG
Schutzgasschweißdrähte Schweißdrähte Drahtelektroden Gasschweißstäbe Schweißstäbe Schweißzusatzwerkstoffe und Lote Stabelektroden Hartlote, Weichlote Flussmittel 119 120 Schutzgasschweißdrähte G3Si 1 (SG
EISEN NEUMÜLLER LAGERLISTE APRIL 2015 STABELEKTRODEN SCHWEISSZUSATZWERKSTOFFE FÜLLDRÄHTE DRAHTELEKTRODEN SCHWEISS ZUSÄTZE VON BÖHLER
 EISEN NEUMÜLLER LAGERLISTE APRIL 2015 STABELEKTRODEN ZUSATZWERKSTOFFE FÜLLDRÄHTE DRAHTELEKTRODEN VON BÖHLER Unlegierte Stabelektroden ELETI2.25 FOX ETI 2,0 x 250 mm 13,81 ELETI25.25 FOX ETI 2,5 x 250 mm
EISEN NEUMÜLLER LAGERLISTE APRIL 2015 STABELEKTRODEN ZUSATZWERKSTOFFE FÜLLDRÄHTE DRAHTELEKTRODEN VON BÖHLER Unlegierte Stabelektroden ELETI2.25 FOX ETI 2,0 x 250 mm 13,81 ELETI25.25 FOX ETI 2,5 x 250 mm
Werkzeugstähle Wst.-Nr. Stahlmarke Vorschriften
 Werkzeugstähle 1.1730 1.2080 C 45 W X 210 Cr 12 C45U X210Cr12 1200 750 1650x800 1000x450 1.2083 X40Cr14 SEL 11.Auflage; StS 650 1200x450 700 800x500 1.2085 X33CrS16 SEL 11.Auflage 800 1250x 1.2162 21MnCr5
Werkzeugstähle 1.1730 1.2080 C 45 W X 210 Cr 12 C45U X210Cr12 1200 750 1650x800 1000x450 1.2083 X40Cr14 SEL 11.Auflage; StS 650 1200x450 700 800x500 1.2085 X33CrS16 SEL 11.Auflage 800 1250x 1.2162 21MnCr5
MEGAFIL Nahtlose Fülldrähte
 MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
Werkstoffliste / Material lis
 Werkstoffliste / Material lis Liefernorm AD W-13 AD W-13 Schmiedestück / Forg. 1.0477 3267 P285NH Schmiedestück / Forg. 1.0565 3268 P355NH Schmiedestück / Forg. 1.8935 3269 P460NH AD W-4:2003 AD W-4 Rohr
Werkstoffliste / Material lis Liefernorm AD W-13 AD W-13 Schmiedestück / Forg. 1.0477 3267 P285NH Schmiedestück / Forg. 1.0565 3268 P355NH Schmiedestück / Forg. 1.8935 3269 P460NH AD W-4:2003 AD W-4 Rohr
Schweiß-, Schneid- & Löttechnik
 Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
Stahl. Werkstoffbezeichnungen Vergleichstabelle
 Werkstoffbezeichnungen Vergleichstabelle Die Technologie wandelt sich, auch die der Werkstoffe. Legierungen werden weiterentwickelt, Werkstoffbezeichnungen aktualisiert oder auf Grund von internationalen
Werkstoffbezeichnungen Vergleichstabelle Die Technologie wandelt sich, auch die der Werkstoffe. Legierungen werden weiterentwickelt, Werkstoffbezeichnungen aktualisiert oder auf Grund von internationalen
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
September 2005. Werkstoffe Stahlguss
 September 2005 Werkstoffe Stahlguss Stadler Stahlguss AG Johann-Renferstrasse 51-55 CH-2504 Biel Telefon +41/(0)32 344 45 00 Fax +41/(0)32 344 45 10 Inhalt 2 3 UNLEGIERTER BAUSTAHLGUSS 4 STAHLGUSS FÜR
September 2005 Werkstoffe Stahlguss Stadler Stahlguss AG Johann-Renferstrasse 51-55 CH-2504 Biel Telefon +41/(0)32 344 45 00 Fax +41/(0)32 344 45 10 Inhalt 2 3 UNLEGIERTER BAUSTAHLGUSS 4 STAHLGUSS FÜR
10. Verwendungshinweise und technische Daten
 10. Verwendungshinweise und technische Daten Nichtrostende Stähle - Schweißelektroden Werkstoff Nr. Kurzzeichen Schweißelektrode artgleich/ artähnlich Datenblatt Seite höher ELEKTRODE legiert Datenblatt
10. Verwendungshinweise und technische Daten Nichtrostende Stähle - Schweißelektroden Werkstoff Nr. Kurzzeichen Schweißelektrode artgleich/ artähnlich Datenblatt Seite höher ELEKTRODE legiert Datenblatt
Adapter für Spulen ADAPTER ,3
 STANDORTE / BÖHLER CO2 SCHUTZGASDRÄHTE G3Si1 UND G4Si1 Adapter für Spulen ADAPTER 1 30 7,3 Artikelnuer per EMK 6 0,8 SDREMK6.08L 15 15 1 Pal. = 56 Krt. = 840 5,95 G3Si1 1,0 SDREMK6.1L 18 18 1 Pal. = 56
STANDORTE / BÖHLER CO2 SCHUTZGASDRÄHTE G3Si1 UND G4Si1 Adapter für Spulen ADAPTER 1 30 7,3 Artikelnuer per EMK 6 0,8 SDREMK6.08L 15 15 1 Pal. = 56 Krt. = 840 5,95 G3Si1 1,0 SDREMK6.1L 18 18 1 Pal. = 56
W.-Nr. Kurzname GW / SZ Abschnitt W.-Nr. Kurzname GW / SZ Abschnitt
 1.0021 S240GP GW B 1.0441 GL-A (S235JRS2) GW B 1.0023 S270GP GW B 1.0442 GL-B (S235J0S) GW B 1.0038 S235JR GW B 1.0445 GE240 (GS-45) GW B 1.0039 S235JRH GW B 1.0449 GS200 GW B 1.0044 S275JR GW B 1.0452
1.0021 S240GP GW B 1.0441 GL-A (S235JRS2) GW B 1.0023 S270GP GW B 1.0442 GL-B (S235J0S) GW B 1.0038 S235JR GW B 1.0445 GE240 (GS-45) GW B 1.0039 S235JRH GW B 1.0449 GS200 GW B 1.0044 S275JR GW B 1.0452
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Inhalt: Telefon: (0 6173) 3212 04 Telefax: (0 6173) 32 04 30 Email: info@elementa-schweisstechnik.de
 3212 04 Telefax: (0 6173) 32 04 30 Email: info@elementa-schweisstechnik.de") . Schweißzusatzwerkstoffe Der Schweißzusatz bietet die entscheidene Möglichkeit zur Qualitätssteigerung einer Schweißung. Die richtige Wahl im Hinblick auf die verschiedenen Grundwerkstoffe und Schweißverfahren
. Schweißzusatzwerkstoffe Der Schweißzusatz bietet die entscheidene Möglichkeit zur Qualitätssteigerung einer Schweißung. Die richtige Wahl im Hinblick auf die verschiedenen Grundwerkstoffe und Schweißverfahren
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
ALUNOX ist Ihr Programm: Nickel.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
Stahltabelle. Werkstoffnr. Stahlsorte DIN Stahlsorte EN Material, Anwendung, Kommentar. www.keller-kirchberg.ch 1/8
 Werkstoffnr. Stahlsorte DIN Stahlsorte EN Material, Anwendung, Kommentar 1.0035 St 33 S185 Baustahl; Stahlbau 1.0036 USt 37-2 S235JRG1 Baustahl; Stahlbau 1.0037 St 37-2 S235JR allgemeiner Baustahl 1.0038
Werkstoffnr. Stahlsorte DIN Stahlsorte EN Material, Anwendung, Kommentar 1.0035 St 33 S185 Baustahl; Stahlbau 1.0036 USt 37-2 S235JRG1 Baustahl; Stahlbau 1.0037 St 37-2 S235JR allgemeiner Baustahl 1.0038
Werkstoffe und ihre Zusammensetzung
 Werkstoff- Nr. Werkstoffe und ihre Zusammensetzung DIN C Si Mn S Cr Mo Ni V Sonstige 1.0032 ST34-2 / S205GT 0,08 0,15 0,35 0,025 N : 0,003 1.0037 ST37-2 / S235JR 0,08 0,15 0,35 0,025 N : 0,005 1.0116 ST37-3
Werkstoff- Nr. Werkstoffe und ihre Zusammensetzung DIN C Si Mn S Cr Mo Ni V Sonstige 1.0032 ST34-2 / S205GT 0,08 0,15 0,35 0,025 N : 0,003 1.0037 ST37-2 / S235JR 0,08 0,15 0,35 0,025 N : 0,005 1.0116 ST37-3
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Edelstahl. Vortrag von Alexander Kracht
 Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Schweißzusatzwerkstoffe. Schweißzusatzwerkstoffe. Seiten. Stabelektroden - für Gußeisen. - un u. niedriglegiert. - hochlegiert.
 Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Werkstoffliste der Klaus Kuhn Edelstahlgiesserei GmbH Stand: 10/07/2008 Materiallist of the Klaus Kuhn Edelstahlgiesserei GmbH
 Werkstoffliste der Klaus Kuhn Edelstahlgiesserei GmbH Stand: 10/07/2008 Materiallist of the Klaus Kuhn Edelstahlgiesserei GmbH 1 Austenitisches Gußeisen / austenitic cast iron 4 2 Vergütungsstahlguss/
Werkstoffliste der Klaus Kuhn Edelstahlgiesserei GmbH Stand: 10/07/2008 Materiallist of the Klaus Kuhn Edelstahlgiesserei GmbH 1 Austenitisches Gußeisen / austenitic cast iron 4 2 Vergütungsstahlguss/
Lieferbare Edelstähle Nicht rostend Ferritische und martensistische Stähle
 Lieferbare Edelstähle Nicht rostend Ferritische und martensistische Stähle 1.4000 X6CR13 410 S 1.4003 X2CrNi12-1.4006 X12Cr13 410 1.4016 X6Cr17 430 1.4021 X20Cr13 (420) 1.4024 X15Cr13 (410) 1.4028 1X30Cr13
Lieferbare Edelstähle Nicht rostend Ferritische und martensistische Stähle 1.4000 X6CR13 410 S 1.4003 X2CrNi12-1.4006 X12Cr13 410 1.4016 X6Cr17 430 1.4021 X20Cr13 (420) 1.4024 X15Cr13 (410) 1.4028 1X30Cr13
Lasting Connections. Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding
 voestalpine Böhler Welding") Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
Arbeitsblätter Werkstoffe für Armaturen, Apparate und Behälter
 Seite 1 1. Einleitung und Anwendungsbereich Die vorliegenden Arbeitsblätter zeigen in Tabellenform zusammengefasst die neuen Werkstoffbezeichnungen unseres Lieferprogramms, für z.b.: - Industriearmaturen
Seite 1 1. Einleitung und Anwendungsbereich Die vorliegenden Arbeitsblätter zeigen in Tabellenform zusammengefasst die neuen Werkstoffbezeichnungen unseres Lieferprogramms, für z.b.: - Industriearmaturen
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Inhaltsübersicht. INFO-Seiten. Schweißzusatzwerkstoffe. Seite
 Inhaltsübersicht 4 Schweißzusatzwerkstoffe Seite Automatisiertes Löten 4.41 Erläuterung des Normzeichen-Aufbaus gem. EN 1600 4.9 Erläuterung des Normzeichen-Aufbaus gem. ISO 2560-A 4.4 EUROTRODE-Einteilung
Inhaltsübersicht 4 Schweißzusatzwerkstoffe Seite Automatisiertes Löten 4.41 Erläuterung des Normzeichen-Aufbaus gem. EN 1600 4.9 Erläuterung des Normzeichen-Aufbaus gem. ISO 2560-A 4.4 EUROTRODE-Einteilung
VdTÜV-Kennblatt for welding consumables
 3 Welding consumable*: Drahtelektrode 4 Trade name*: VDM FM 82 7 Type*: EN ISO 18274 - S Ni 6082 (NiCr20Mn3Nb) (2.4806) 11 Diameter range: 0,8 bis 1,6 mm 12 Auxiliary materials: EN ISO 14175 - I1 und I3
3 Welding consumable*: Drahtelektrode 4 Trade name*: VDM FM 82 7 Type*: EN ISO 18274 - S Ni 6082 (NiCr20Mn3Nb) (2.4806) 11 Diameter range: 0,8 bis 1,6 mm 12 Auxiliary materials: EN ISO 14175 - I1 und I3
Handbuch des Unterpulverschweißens
 Handbuch des Unterpulverschweißens Teil III: Draht/Pulver-Kombinationen für Stähle - Schweißergebnisse - Schweißparameter von Ing. (grad.) P. Müller und Prof. Dr.-Ing. L. Wolff DEUTSCHER VERLAG FÜR SCHWEISSTECHNIK
Handbuch des Unterpulverschweißens Teil III: Draht/Pulver-Kombinationen für Stähle - Schweißergebnisse - Schweißparameter von Ing. (grad.) P. Müller und Prof. Dr.-Ing. L. Wolff DEUTSCHER VERLAG FÜR SCHWEISSTECHNIK
Inhaltsverzeichnis. Vorwort zur 1. und 2. Auflage. 1 Einleitung... 1
 Inhaltsverzeichnis Vorwort zur 1. und 2. Auflage 1 Einleitung... 1 2 Hinweise und Erläuterungen zum Gebrauch der Schweiß-ZTU-Schaubilder... 3 2.1 Allgemeines... 3 2.2 Bestimmungsmethode... 4 2.3 Diagramme
Inhaltsverzeichnis Vorwort zur 1. und 2. Auflage 1 Einleitung... 1 2 Hinweise und Erläuterungen zum Gebrauch der Schweiß-ZTU-Schaubilder... 3 2.1 Allgemeines... 3 2.2 Bestimmungsmethode... 4 2.3 Diagramme
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe. Produktionsprogramm
 MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
Werkstoff- und Anwendungstabelle zur Bestimmung des geeigneten Gewindebohrer Typs
 und Anwendungstabelle zur Bestimmung des geeigneten Gewindebohrer Typs Kürzel für : E = Emulsion Oil = Schneidöl T = Trocken / Pressluft P = Petroleum F = Formtrennmittel Unlegierte, allgemeine Baustähle
und Anwendungstabelle zur Bestimmung des geeigneten Gewindebohrer Typs Kürzel für : E = Emulsion Oil = Schneidöl T = Trocken / Pressluft P = Petroleum F = Formtrennmittel Unlegierte, allgemeine Baustähle
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
1% Dehngrenze (N/mm 2 ) Zugfestigkeit (N/mm 2 ) 0,2%-Grenze (N/mm 2 ) in Luft ( o C)
 Zugfestigkeit (N/mm 2 ) 0,2%-Grenze (N/mm 2 ) in Luft ( o C)") Summary of available materials. Those marked in colour are always in stock. A Nichtrostende Stähle (ferritisch, Chromstähle) Stainless steel ferritic Other common names to 1.4002 X 6 CrAl 13 0,08 1,0 1,0
Summary of available materials. Those marked in colour are always in stock. A Nichtrostende Stähle (ferritisch, Chromstähle) Stainless steel ferritic Other common names to 1.4002 X 6 CrAl 13 0,08 1,0 1,0
Schweißzusatzwerkstofe
 Handbuch 3. Auflage 2 Handbuch Schweißzusatzwerkstofe Inhaltsverzeichnis Technische Hinweise 5 Drahtelektroden 39 WIG-Schweißstäbe 107 Stabelektroden 149 Detaillierte Informationen zu unseren einzelnen
Handbuch 3. Auflage 2 Handbuch Schweißzusatzwerkstofe Inhaltsverzeichnis Technische Hinweise 5 Drahtelektroden 39 WIG-Schweißstäbe 107 Stabelektroden 149 Detaillierte Informationen zu unseren einzelnen
Schweißtechnische Verarbeitung von Cr-Ni Stählen. Vortragsgliederung. Warum der gebräuchliche Name V2A, V4A? Warum sind die Stähle rostfrei?
 Schweißtechnische Verarbeitung von Cr-Ni Stählen Verarbeitung und Schweißen von rostfreien Stählen unter Berücksichtigung von Gasen und Fülldrahtelektroden Zusammenarbeit über das Beteiligungsmodell: Gemeinsames
Schweißtechnische Verarbeitung von Cr-Ni Stählen Verarbeitung und Schweißen von rostfreien Stählen unter Berücksichtigung von Gasen und Fülldrahtelektroden Zusammenarbeit über das Beteiligungsmodell: Gemeinsames
2-BASISCH NIEDRIG LEGIERT B56 AWS A5.1 E B56S AWS A5.1 E B7016Sp AWS A5.1 E7016 B7028 AWS A5.1 E7028 B7018S AWS A5.
 1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
2-BASISCH NIEDRIG LEGIERT B56 AWS A5.1 E B56S AWS A5.1 E B7016Sp AWS A5.1 E7016 B7028 AWS A5.1 E7028 B7018S AWS A5.
 1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
1-RUTIL NIEDRIG LEGIERT 48SP EN 499 E42 0 RC 11 51 AWS A5.1 E6013 54 AWS A5.1 E6013 55 EN 499 E42 0 RR 12 D6 AWS A5.1 E6013 160 AWS A5.1 E7024 180 AWS A5.1 E7024 C6010 AWS A5.1 E6010 C8010 AWS A5.5 E8010-G
DEUTSCHER SCHRAUBENVERBAND e.v. Technische Lieferbedingung für Schraubenstähle mit erhöhten Anforderungen
 Stand 1205 Seite 1/5 Allgemeines Die nachfolgenden technischen Lieferbedingungen (TL) wurden von den Mitgliedsfirmen des DSV zusammengestellt. Sie sollen mittelfristig zu einer Sortenverringerung der eingesetzten
Stand 1205 Seite 1/5 Allgemeines Die nachfolgenden technischen Lieferbedingungen (TL) wurden von den Mitgliedsfirmen des DSV zusammengestellt. Sie sollen mittelfristig zu einer Sortenverringerung der eingesetzten
Zulassungen VDTÜV 1153. TÜV Nord Zertifikat über die Werkseigene Produktionskontrolle gemäss EN 13479; Anhang ZA (CE Zeichen) DIN EN ISO 9001:2008
 DIN EN ISO 9001:2008") Zulassungen Die Firma METAL TECHNOLOGY- CANTERBO GMBH ist zugelassen nach: VDTÜV 53 TÜV Nord Zertifikat über die Werkseigene Produktionskontrolle gemäss EN 3479; Anhang ZA (CE Zeichen) DIN EN ISO 900:2008
Zulassungen Die Firma METAL TECHNOLOGY- CANTERBO GMBH ist zugelassen nach: VDTÜV 53 TÜV Nord Zertifikat über die Werkseigene Produktionskontrolle gemäss EN 3479; Anhang ZA (CE Zeichen) DIN EN ISO 900:2008
Lagerkatalog Stabstahl Rost-, säure und hitzebeständige Stähle
 Lagerkatalog Stabstahl Rost-, säure und hitzebeständige Stähle 2 INHALTSVERZEICHNIS Inhaltsverzeichnis Werkstoffe EN Kurzname AISI UNS Gefüge Seite 1.4021 X20Cr13 420 S42000 M 6 7 1.4028 X30Cr13 420 S42000
Lagerkatalog Stabstahl Rost-, säure und hitzebeständige Stähle 2 INHALTSVERZEICHNIS Inhaltsverzeichnis Werkstoffe EN Kurzname AISI UNS Gefüge Seite 1.4021 X20Cr13 420 S42000 M 6 7 1.4028 X30Cr13 420 S42000
WA Cored Wires - Fülldrahtelektroden Verbindungsschweißen ACTING GLOBAL WELDING LOCAL
 ACTIN LOBAL WELDIN LOCAL WA Cored Wires Dieser Katalog stellt eine Auswahl der Welding Alloys Standardfülldrähte für das dar. Für den Fall, dass ein benötigtes Produkt nicht in diesem Katalog zu finden
ACTIN LOBAL WELDIN LOCAL WA Cored Wires Dieser Katalog stellt eine Auswahl der Welding Alloys Standardfülldrähte für das dar. Für den Fall, dass ein benötigtes Produkt nicht in diesem Katalog zu finden
Schweißzusatzwerkstoffe 1
 1 Zusatzwerkstoffe für das Schweißen und Löten von Stahl, Edelstahl, Aluminium und Kupfer sowie für Sonderaufgaben wie z. B. Hartauftragung - Stabelektroden - Drahtelektroden - WIG-Schweißstäbe - Gas-Schweißstäbe
1 Zusatzwerkstoffe für das Schweißen und Löten von Stahl, Edelstahl, Aluminium und Kupfer sowie für Sonderaufgaben wie z. B. Hartauftragung - Stabelektroden - Drahtelektroden - WIG-Schweißstäbe - Gas-Schweißstäbe
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Stahlbezeichnungen. Ingenieurgemeinschaft Meyer & Horn-Samodelkin GbR. Werkstoffkunde HWK Stahlbezeichnung
 en 1 Kohlenstoffgehalte der Stähle und Eisen-Gusswerkstoffe EKD.doc 2 3 Bezeichnungssystem für Stähle Wichtige Normen: DIN EN 10020, Ausgabe:2000-07 Begriffsbestimmungen für die Einteilung der Stähle DIN
en 1 Kohlenstoffgehalte der Stähle und Eisen-Gusswerkstoffe EKD.doc 2 3 Bezeichnungssystem für Stähle Wichtige Normen: DIN EN 10020, Ausgabe:2000-07 Begriffsbestimmungen für die Einteilung der Stähle DIN
Schweißdraht. copyright
 Schweißdraht 1 Schweißdraht Sidergas 2 Schweißdraht Novofil 3 Schweißdraht Isaf 4 Schweißdraht Hyundai 5 mittellegierte Schweißdrähte 6 Hochlegierte Schweißdrähte und Hochlegierte Stäbe 7 Schweißstäbe
Schweißdraht 1 Schweißdraht Sidergas 2 Schweißdraht Novofil 3 Schweißdraht Isaf 4 Schweißdraht Hyundai 5 mittellegierte Schweißdrähte 6 Hochlegierte Schweißdrähte und Hochlegierte Stäbe 7 Schweißstäbe
WELDERS FAVOURITE SINCE MEGAFIL Nahtlose Fülldrähte
 WELDERS FAVOURITE SINCE 1938 MEGAFIL Nahtlose Fülldrähte MEGAFIL ITW Welding Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal,
WELDERS FAVOURITE SINCE 1938 MEGAFIL Nahtlose Fülldrähte MEGAFIL ITW Welding Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal,
Konvertierungstabellen Normen
 Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
Improbond GmbH Rest
 _9240 Werkstoff-Nr. 2.4831 Streckgrenze 420 N/mm 2 Zugfestigkeit 760 N/mm 2 35 % C < 0,02 % Mn 0,20 % Cr 22,00 % Mo 9,00 % Nb 3,50 % Fe < 1,00 % -Basis-Schweißzusatz zum Laserschweißen von artgleichen
_9240 Werkstoff-Nr. 2.4831 Streckgrenze 420 N/mm 2 Zugfestigkeit 760 N/mm 2 35 % C < 0,02 % Mn 0,20 % Cr 22,00 % Mo 9,00 % Nb 3,50 % Fe < 1,00 % -Basis-Schweißzusatz zum Laserschweißen von artgleichen
Stahlsortenvergleich Grobblech ASTM / EN bzw. Deutsche Normen (allgemeine Hinweise am Ende der Übersicht)
") - Stahlsorte Stahlsortenvergleich Grobblech / EN bzw. Deutsche Normen A 36 M 1.0044 S275JR DIN EN 10025-2 Streckgrenze A 53 M Grade B (Type E) 1.0459 L245GA DIN EN 10208-1 (API 5L Gr. B-PSL1) A 105 M siehe
- Stahlsorte Stahlsortenvergleich Grobblech / EN bzw. Deutsche Normen A 36 M 1.0044 S275JR DIN EN 10025-2 Streckgrenze A 53 M Grade B (Type E) 1.0459 L245GA DIN EN 10208-1 (API 5L Gr. B-PSL1) A 105 M siehe
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Rohre & Rohranarbeitung LEITUNGSROHRE AUS EDELSTAHL Preisliste 2016
 Rohre & Rohranarbeitung LEITUNGSROHRE AUS EDELSTAHL Preisliste 2016 INTERNATIONALER WERKSTOFFVERGLEICH UND EDELSTAHLÜBERSICHT nach EN 10088-1 : 1995 FERRITISCHE NICHTROSTENDE STÄHLE STAHLBEZEICHNUNG INTERNATIONALE
Rohre & Rohranarbeitung LEITUNGSROHRE AUS EDELSTAHL Preisliste 2016 INTERNATIONALER WERKSTOFFVERGLEICH UND EDELSTAHLÜBERSICHT nach EN 10088-1 : 1995 FERRITISCHE NICHTROSTENDE STÄHLE STAHLBEZEICHNUNG INTERNATIONALE
Hochleistungsel. - Röntgenqualität Lastek ,5. OK Rutilelektrode univers. alle Pos OK ,0x300 mm
 1352250 Hochleistungsel. - Röntgenqualität Lastek 1120 2,5 Doppelbasische ideale Reparatur- und Montage-Elektrode. Sie wird von vielen Kunden wegen ihrer Stärke, ihrer fast unbegrenzten Einsatzmöglichkeiten
1352250 Hochleistungsel. - Röntgenqualität Lastek 1120 2,5 Doppelbasische ideale Reparatur- und Montage-Elektrode. Sie wird von vielen Kunden wegen ihrer Stärke, ihrer fast unbegrenzten Einsatzmöglichkeiten
Welding. Innovative. Zusatzwerkstoffe. Neueste Oberflächentechnologien für überragende Schweißeigenschaften. 3. Edition 2017.
 Welding Innovative Zusatzwerkstoffe Neueste Oberflächentechnologien für überragende Schweißeigenschaften. 3. Edition 2017 eine Marke der Direkt vom Hersteller! Seit fast 80 Jahren sind wir als Wirth Schweißtechnik
Welding Innovative Zusatzwerkstoffe Neueste Oberflächentechnologien für überragende Schweißeigenschaften. 3. Edition 2017 eine Marke der Direkt vom Hersteller! Seit fast 80 Jahren sind wir als Wirth Schweißtechnik
C Si Mn P S Cr Mo. min. 0,1 - - - 0,15 15,5 0,2. max. 0,17 1,0 1,5 0,04 0,35 17,5 0,6. C Si Mn P S Cr Mo. min. - - - - 0,15 16,0 -
 NICHTROSTENDER MARTENSITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 88-3) C Si Mn P S Cr Mo min., - - -,5 5,5,2 max.,7,,5,4,35 7,5,6 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH ASTM
NICHTROSTENDER MARTENSITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 88-3) C Si Mn P S Cr Mo min., - - -,5 5,5,2 max.,7,,5,4,35 7,5,6 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH ASTM